一种金属型材切断加工设备
文献发布时间:2023-06-19 10:14:56
技术领域
本发明涉及一种金属型材切断技术,特别是金属型材切角技术。
背景技术
现有市场上的金属切断(切角)加工设备是采用合金锯片或金属圆刀通过气动(气缸)推进方式进行对产品切断(切角度),如市场上有一种铝合金45度角切断机,都是采用此工艺,当然也有部分厂家的切断设备采用人工拉动方式去操作切断的,还有部分人员直接用市场上的角磨机(手磨机)安装切割片后用人工操作去切断,当使用上述这样的方式对产品进行加工时,只能满足一些铝合金、铁板材料、塑料的切断需求,却不能满足解决切断(切角)不锈钢材质的产品切断,因为切断不锈钢产品时无法解决切口发黑、毛刺披锋、变形的缺陷,而且工艺复杂不方便操作,效率低下、效果差的缺点。
发明内容
本发明的发明目的在于提供一种工艺简单效率高、用同一台设备解决不锈钢产品切断、切角度的切割断面无毛刺和无发黑无变形的金属型材切断加工设备。
本发明是这样实现的,包括机架、设置在机架上的的物料放置平台和切角机构,切角机构包括固定在机架上的模具、由设置在机架上的液压机构带动上下移动的板状冲压刀,模具上设置有垂直的且截面形状与板状冲压刀的截面形状相配的穿槽,模具的水平方向上设置有与金属型材截面对应的贯穿摸具的导槽,导槽贯穿穿槽,板状冲压刀在液压机构带动下沿穿槽上下移动。
板状冲压刀的切面与导槽截面的夹角是30度、45度、60度、90度。
工作时,金属型材产品一端穿进模具的导槽内并跨过穿槽,然后通过液压机构带动板状冲压刀往下快速移动,将横跨穿槽的金属型材切断。由于板状冲压刀是紧贴着穿槽上下移动的,而金属型材被限制在导槽内,不会因板状冲压刀的冲击而发生变形,这样,板状冲压刀快速冲断后,金属型材的断面平整光滑,不会有毛刺和发黑,保证了分切的质量,由于是冲断,因此,效率高。
由于切断平台上多功能刀模从而容易解决了产品切多个角度问题,这样既能连续对产品进行多角度切断,同时,保证了产品切断的顺利进行。
本发明与已有技术相比,具有工艺简单、解决了产品切多个角度切断问题,特别解决了不锈钢产品切断难题,同时具有效率高、是气动切断方式、人工切断方式的效率一倍以上,生产成本低、外观无毛刺无发黑无变形的优点。
附图说明
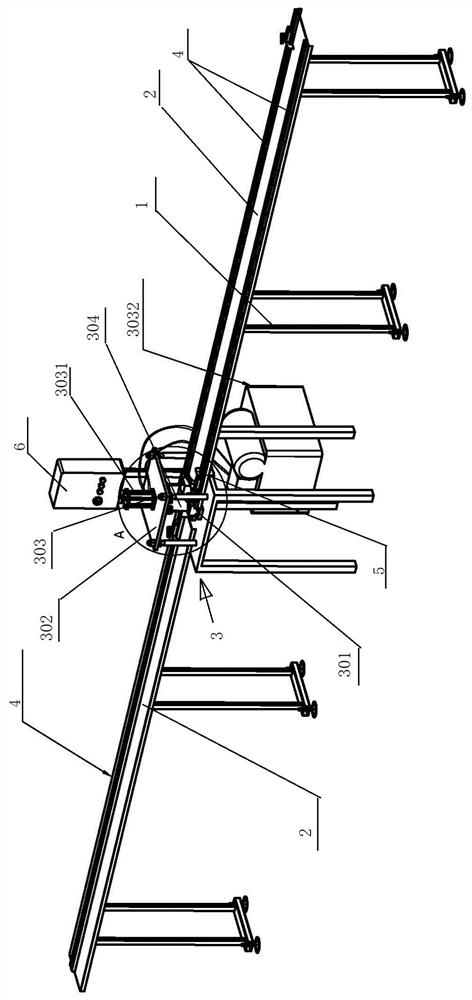
图1为本发明的结构示意图;
图2为图1A点的局部放大图;
图3为模具的结构示意图。
具体实施方式
现结合附图和实施例对本发明做进一步详细描述:
如图1所示,本发明包括机架1、设置在机架1上的的物料放置平台2和切角机构3,如图1、2所示,切角机构3包括固定在机架1上的模具301、由设置在机架1的支架302上的液压机构303(包括有液压缸3031及向液压缸3031提供液压油的液压系统3032)带动上下移动的板状冲压刀304,如图3所示,模具301上设置有垂直的且截面形状与板状冲压刀304的截面形状相配的穿槽305,模具301的水平方向上设置有与金属型材B截面对应的贯穿摸具301的导槽306,导槽306贯穿穿槽305,板状冲压刀304在液压机构303带动下沿穿槽305上下移动。
如图3所示,当板状冲压刀304的切面与导槽306截面的夹角是30度、45度、60度、90度,这样,对金属型材B冲切后,金属型材B的切面C的斜面是30度斜面,或45度斜面,或60度斜面,或90度垂直面。当然,或者根据用户需求夹角做成任意不同的角度后进行切断,如15度、110度等。
模具301有数个且横向依序分布,对用数个模具301的板状冲压刀304也有数把,由液压机构303通过固定板状冲压刀304的刀架同步带动上下移动。
在物料放置平台2上设置有滑轨4,滑轨4上滑动设置带有固定结构的定位挡板5。使用时,通过将定位挡板5移动到设定位置,然后通过固定结构使定位挡板5的位置固定,从而,定位所切割的金属型材的长度。
在支架302的上面设置有控制装置6,以方便操作者在对金属型材B切断加工时的控制操作。
- 一种方便携带的金属型材切断加工设备
- 一种方便携带的金属型材切断加工设备