一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器及其制备方法
文献发布时间:2023-06-19 10:16:30
技术领域
本发明涉及一种铝合金与镍合金芯柱连接器,属于玻璃封接技术领域,特别是涉及一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器及其制备方法。
背景技术
玻璃封接相对于塑料封装具有更好的长期可靠性、更强的抗老化能力、更强的封接强度和更高的气密等级,已被广泛应用于压缩机端子、锂离子电池盖、各类传感器、航空接插件、液位视窗、光通信连接器和激光器管壳等各类连接器中。而目前各类连接器部件中,大多数外壳材质选用的是不锈钢或可伐合金等,芯柱一般选择可伐、4J28或钢针镀镍等。随着某些领域日益提升的轻量化的需求,外壳采用铝合金的需求也日益增长,外壳选用铝合金就必然要求对应的封接玻璃为低温玻璃,因为铝合金一般耐受温度不超过660℃。
当外壳采用铝合金时,市面上对应的芯柱主要采用铝合金或铜合金,但这两种金属的热膨胀系数均特别大,超过17×10
专利CN101007706B公布了一种低温无铅封接玻璃,但其耐水性测试为90℃条件下9小时后失重已经达到0.0009%,耐水性一般,还达不到实用化的要求,对应的热膨胀系数为7-12×10
专利CN101538116B公布了一种铝及铝合金封接用低温无铅封接玻璃,但其耐水性测试为90℃条线下10小时后失重已经达到0.09mg/cm
专利CN201110108042.3设计了一种热膨胀系数约为11-18×10
专利CN110372215A公布一种低温无铅封接玻璃,热膨胀系数约为15-23×10
专利CN105731803A设计的玻璃的热膨胀系数为10.5-13×10
但如果有一种合适的玻璃可实现外壳铝合金与镍合金芯柱的封接,则一方面利用了外壳铝的轻量化,另一方面芯柱镍的热膨胀系数较低(13×10
发明内容
鉴于上述现有技术存在的问题,本发明的目的是提供了一种可靠的用低温玻璃封接的铝合金外壳与镍合金芯柱连接器,本发明的低温玻璃的热膨胀系数与镍合金匹配,提高了封接件的稳定性和可靠性;本发明的低温玻璃的化学稳定性高,具有更好的长期可靠性。
本发明的另一目的是提供一种上述用低温玻璃封接的铝合金外壳与镍合金芯柱连接器的制备方法,其用一种玻璃有效实现了铝合金和镍合金的封接,制备连接器的方法不复杂,可靠性高。
本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据本发明提出的一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器,是由金属外壳、金属芯柱及介于二者之间的低温玻璃材料所组成。
进一步而言,所述低温玻璃材料是由如下摩尔比的组分组成:
35-49%的P
进一步而言,所述外壳材质为纯铝或是铝合金;所述芯柱为纯镍或镍合金。
另外,本发明还公开了一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器的制备方法,包括如下步骤:
1)制作玻璃预制体:
按照上述玻璃的组分,称取确定化学计量比的原料混合均匀,然后将混合好的原料放入高纯石英坩埚中,然后将坩埚放入高温炉中,高温炉以5-7℃/min的升温速率升至1150-1250℃,并在1150-1250℃保温2小时,而后直接将盛有玻璃的坩埚取出,将玻璃水淬;水淬后的玻璃经过烘干后用球磨机球磨,得到中位径为20-40μm的玻璃粉;
接着配置如下比例的浆料:
1.5-5wt%的聚乙二醇,剩余比例为玻璃粉,此浆料通过离心造粒工艺制备出球型造粒粉,造粒粉通过压片机压制出对应尺寸的玻璃坯体,玻璃坯体放入排胶炉中,排胶炉以2-4℃/min的升温速率升至400-480℃并停留20分钟,随后排胶炉以5-10℃的降温速率降至室温,至此获得合适尺寸的玻璃预制体;
2)各部件的组装和封接:
a、将金属外壳、芯柱和玻璃预制体放入对应石墨或金属夹具中,即组装完毕,对应夹具主要依据相应工件设计即可;
b、将步骤a的组装件放入高温炉中,高温炉以7-15℃/min的升温速率升至550-600℃并保温10-20分钟,然后高温炉以4-6℃/min的降温速率降至400-460℃并保温5-15分钟,最后高温炉以5-8℃/min的降温速率降至室温。
进一步而言,所述铝-镍封接用玻璃的20-300℃温度下的热膨胀系数为 12-14×10
进一步而言,所述铝-镍封接用玻璃的封接温度小于605℃。
进一步而言,所述铝-镍封接用玻璃的软化点为400-450℃。
与现有技术相比,本发明具有以下有益技术效果:
1)本发明用一种玻璃材料有效实现了铝合金和镍合金的封接,制备连接器的方法不复杂,可靠性高;
2)本发明的低温玻璃的热膨胀系数与镍合金匹配,提高了封接件的稳定性和可靠性;
3)本发明的低温玻璃的化学稳定性高,具有更好的长期可靠性。
附图说明
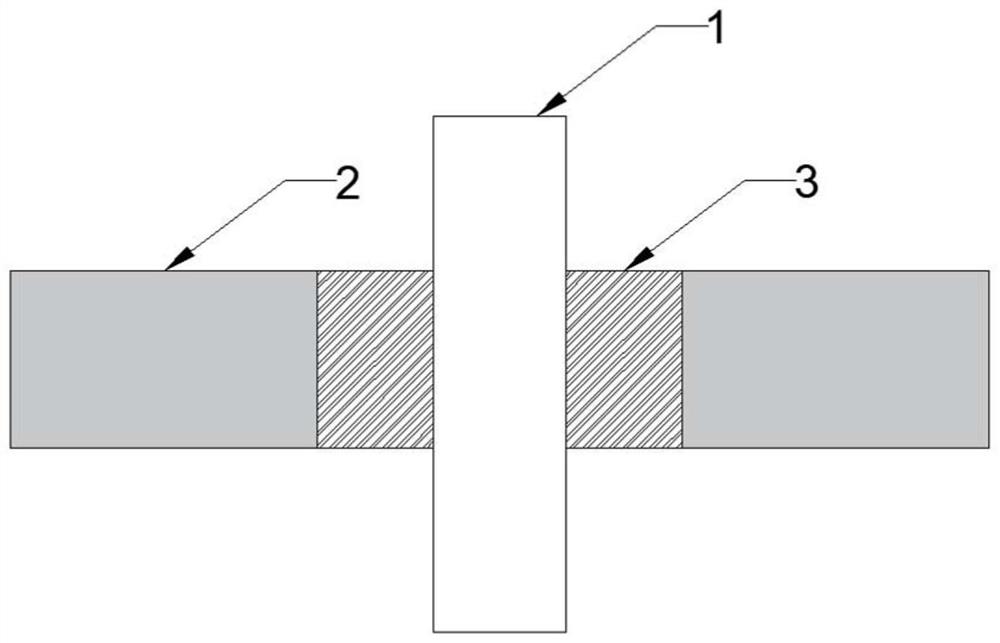
图1是用低温玻璃封接的铝合金外壳与镍合金芯柱连接器示意图;
图2所示为实施例1中玻璃的热膨胀系数测试曲线;
图3所示为实施例1中玻璃与铝合金的浸润示意图;
图4所示为实施例1中玻璃与镍合金的浸润示意图。
1:镍合金芯柱;2:铝合金外壳;3:低温玻璃; 4:外壳对应的铝合金材质;5:实施例1中的玻璃; 6:芯柱对应的镍材质。
具体实施方式
下面结合具体较佳实施例及附图对本发明作进一步具体的描述,但本发明的实施方式不限于此。
本发明公开了一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器及其制备方法。该用低温玻璃封接的铝合金外壳与镍合金芯柱连接器是由金属外壳、金属芯柱及介于二者之间的一种低温玻璃材料组成的连接器。本发明用一种玻璃有效实现了铝合金和镍合金的封接,制备连接器的方法不复杂,可靠性高。
本发明的低温玻璃的热膨胀系数与镍合金匹配,提高了封接件的稳定性和可靠性。本发明的低温玻璃的化学稳定性高,具有更好的长期可靠性。
如图1所示,一种用低温玻璃封接的铝合金外壳和镍合金芯柱连接器基本结构,包括铝合金外壳、镍芯柱及介于二者之间的一种低温玻璃材料。
上述低温玻璃由下列摩尔比%的组分组成:
40.6%的P
本实施例中所述铝合金外壳材质为3003铝合金,所述镍芯柱为201镍材质。
一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器的制作方法,包括如下步骤:
1)制作玻璃预制体:
按照上述玻璃的组分,称取确定化学计量比的原料混合均匀,然后将混合好的原料放入高纯石英坩埚中,然后将坩埚放入高温炉中,高温炉以6℃/min的升温速率升至1200℃,并在1200℃保温2小时,而后直接将盛有玻璃的坩埚取出,将玻璃水淬。水淬后的玻璃经过烘干后用球磨机球磨,得到中位径为30μm的玻璃粉。
接着配置如下比例的浆料:
3wt%的聚乙二醇,剩余比例为玻璃粉,此浆料通过离心造粒工艺技术制备出球型造粒粉,造粒粉通过压片机压制出对应尺寸的玻璃坯体,玻璃坯体放入排胶炉中,排胶炉以4℃/min的升温速率升至450℃并停留20分钟,随后排胶炉以9℃的降温速率降至室温,至此获得合适尺寸的玻璃预制体。
2)各部件的组装和封接:
a、将金属外壳、芯柱和玻璃预制体放入对应石墨或金属夹具中,即组装完毕,对应夹具主要依据相应工件设计即可。
b、将步骤a的组装件放入高温炉中,高温炉以9℃/min的升温速率升至升至585℃并保温13分钟,然后高温炉以6℃/min的降温速率降至450℃并保温7分钟,最后高温炉以6℃/min的降温速率降至室温。
其中,所述离心造粒工艺为本领域技术人员所公知,其作用在于制造出合适的造粒粉;其中石墨和金属夹具制作技术为本领域人员所公知,其作用在于制作出合适的夹具装配铝合金外壳、镍合金芯柱和玻璃预制体。
所得铝-镍封接用玻璃的热膨胀系数(20-300℃)为13.8×10
所得铝-镍封接用低温玻璃在585℃烧结后,与铝合金有良好的浸润性,浸润角约为 42°,如图3所示。
所得铝-镍封接用低温玻璃在585℃烧结后,与镍合金有良好的浸润性,浸润角约为 38°,如图4所示。
所得铝-镍封接用低温玻璃制成直径19mm,高度5mm的圆饼,放置在90℃的去离子水中120小时后,测的失重率为0.5mg/cm
本实施例与实施例1的不同点是:铝合金外壳材质为1061铝合金,其他结构及制作工艺过程均相同。
本实施例与实施例1的不同点是:镍芯柱材质为625镍合金,其他结构及制作工艺过程均相同
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,故凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种用低温玻璃封接的铝合金外壳与镍合金芯柱连接器及其制备方法
- 一种用于低温封接的玻璃粉及制备方法与应用