一种机械设备防锈处理方法
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及一种机械设备防锈处理方法。
背景技术
冷喷涂技术是基于气体动力学原理研发出的新型表面改性技术,高压气体(氮气、氦气、空气或混合气体等)直接或经过气体加热器进入缩放的拉瓦尔喷嘴,形成超音速气流,带动粉末粒子(5~50μm)在低温(一般低于600℃)下进入拉瓦尔喷嘴,以极高的速度(300~1200m/s)碰撞基板,使颗粒发生强烈的塑形变形,从而沉积在基体表面形成涂层。
冷喷涂已经可以实现包括绝大多数金属、合金、高硬度金属陶瓷涂层以及纳米涂层的制备,因此冷喷涂具有良好的通用性。与热喷涂技术相比,冷喷涂的特点如下:
喷涂温度低,涂层材质不发生变化粉末材料在低温喷涂过程中不会发生粒子溶化等现象,避免了在热喷涂中出现的由于高温而引起的熔化、烧伤等现象,并且冷喷涂涂层氧化现象极少,含氧量与原始粉末基本保持一致,涂层中保留了粉末材料原有的成分和性质。
涂层孔隙率低,前面喷涂颗粒以高速撞击而形成涂层,后来粒子又会对已沉积涂层产生夯实作用,这种粒子之间的夯实作用能够细化晶粒,减少残余应力,所产生的涂层致密,孔隙率较低,特别适合那些需耐磨损、耐腐蚀的零件的材料表面改性。
粉体可回收利用,结合的基体上的粉末被一个特殊的粉体回收装置回收,实现了循环再利用,减少了成本,提高了生产效率,减少了环境污染。
冷喷涂的关键技术是高速喷涂粒子的获得,它的核心装置是超音速喷嘴,该喷嘴的设计是依据流体动力学原理,大量理论一证明粒子要实现从亚音速向超音速加速,并且超越其临界速度,必须使气固两相流通过一拉瓦尔缩放喷管,这种喷管的结构属于中间喉部小、两头出口大的结构,在这种喷管中的气体流动为一种可压缩流动,具有这种喷管结构的喷枪又被称为拉瓦尔喷嘴。
实际使用中,需要先对待喷涂基板尤其是金属材料表面喷砂,去除表面的氧化膜,再进行冷喷涂,以提高涂层与基体的结合力;但是,现有的设备,二者多为分体结构,在实际工作中需要切换设备,使用不便,不利于加工效率的提升。
发明内容
本发明的目的在于提供一种机械设备防锈处理方法,通过防锈喷涂装置对机械设备进行防锈处理,并且能够在砂料和粉末涂料之间切换喷出,提高了装置的集成性,且提高了加工效率。
为实现上述目的,本发明的技术方案是设计一种机械设备防锈处理方法,通过防锈喷涂装置对机械设备进行防锈处理,所述防锈喷涂装置包括供砂料机构、供涂料机构、控制单元和具有拉瓦尔喷嘴的喷枪;所述供砂料机构包括第一供气单元、第一气泵、砂料罐、第一阀门组件和第一管道,所述第一管道的两端分别与第一气泵和喷枪相连接,所述第一气泵与第一供气单元相连接,所述砂料罐竖直设置,所述第一阀门组件安装于砂料罐的底部出料口,该第一阀门组件通过管路与第一管道相连通;所述供涂料机构包括第二供气单元、第二气泵、涂料罐、第二阀门组件和第二管道,所述第二管道的两端分别与第二气泵和喷枪相连接,所述第二气泵与第二供气单元相连接,所述涂料罐竖直设置,所述第二阀门组件安装于涂料罐的底部出料口,该第二阀门组件通过管路与第二管道相连通;所述第一气泵、第一阀门组件、第二气泵和第二阀门组件分别电性连接于控制单元,所述控制单元用于控制供砂料机构和供涂料机构交替运行,该控制单元包括控制器以及设置在控制器上的控制开关组件,所述控制器上设有横向开关槽、第一竖向开关槽和第二竖向开关槽,所述控制开关组件包括漏料开关、吹砂料开关和吹涂料开关,所述漏料开关可左右移动的安装在横向开关槽中,该漏料开关的顶部中间位置设有让位槽,所述第一竖向开关槽和第二竖向开关槽并排设置在让位槽的上方,且第一竖向开关槽的下端以及第二竖向开关槽的下端均延伸至让位槽中,所述吹砂料开关可上下移动的安装在第一竖向开关槽中,且吹砂料开关可与让位槽配合限制漏料开关右移,所述吹涂料开关可上下移动的安装在第二竖向开关槽中,且吹涂料开关可与让位槽配合限制漏料开关左移;上述通过防锈喷涂装置对机械设备进行防锈处理的具体过程如下:
防锈喷涂装置处于关闭状态时,漏料开关位于双分位置,吹砂料开关和吹涂料开关均位于让位槽中,此时供砂料机构和供涂料机构均不工作;
开启喷砂料模式:推动吹砂料开关上移,当吹砂料开关上移到位时,吹砂料开关移出让位槽,且控制第一气泵启动,通过第一气泵将储存于第一供气单元的气体抽至第一管道中以形成气流,之后推动漏料开关右移,当漏料开关右移到位时,控制第一阀门组件打开砂料罐的出料口,存储于砂料罐的砂料将在重力作用下落入第一管道中,并随气流进入喷枪后喷出,以去除机械设备表面锈层;
关闭喷砂料模式:推动漏料开关左移,使漏料开关返回至双分位置,控制第一阀门组件关闭砂料罐的出料口,之后推动吹砂料开关下移,当吹砂料开关下移到位时,吹砂料开关移入让位槽中,且控制第一气泵停止运行;
开启喷涂料模式:推动吹涂料开关上移,当吹涂料开关上移到位时,吹涂料开关移出让位槽,且控制第二气泵启动,通过第二气泵将储存于第二供气单元的气体抽至第二管道中以形成气流,之后推动漏料开关左移,当漏料开关左移到位时,控制第二阀门组件打开涂料罐的出料口,存储于涂料罐的粉末涂料将在重力作用下落入第二管道中,并随气流进入喷枪后喷出,以在机械设备表面形成涂层。
优选的,所述供涂料机构还包括涂料加热件,该涂料加热件安装于第二管道,且该涂料加热件位于涂料罐和喷枪之间。
优选的,所述第一管道和第二管道均水平设置。
优选的,所述第一管道和第二管道连接喷枪的部分均为柔性管道。
优选的,所述第一管道和第二管道分别连接有伸入喷枪的喷出管,所述喷出管的出口端设有防回流机构。
优选的,所述防回流机构包括套接于喷出管的套管,该套管通过复位件连接有可封闭喷出管出口端的盖板。
优选的,所述第一阀门组件和第二阀门组件均包括管状本体和插板阀,所述管状本体的上端安装有均匀分流板,所述插板阀位于均匀分流板的下方。
优选的,所述均匀分流板上设有多个均匀分布的漏孔。
本发明的优点和有益效果在于:提供一种机械设备防锈处理方法,通过防锈喷涂装置对机械设备进行防锈处理,并且能够在砂料和粉末涂料之间切换喷出,提高了装置的集成性,且提高了加工效率。
附图说明
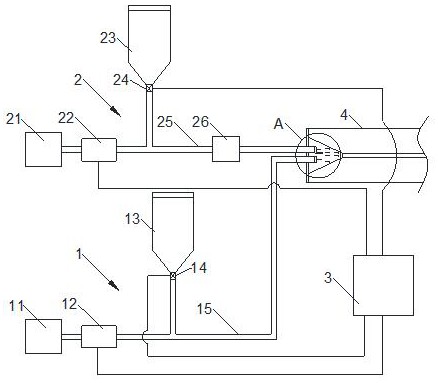
图1是本发明中防锈喷涂装置的示意图。
图2是图1中A处的放大图。
图3是本发明中防锈喷涂装置处于关闭状态时控制单元的示意图。
图4是本发明中防锈喷涂装置处于喷砂料模式时控制单元的示意图。
图5是本发明中防锈喷涂装置处于喷涂料模式时控制单元的示意图。
图6是本发明中第一阀门组件的示意图。
图7是本发明中均匀分流板的示意图。
图中:1供砂料机构、11第一供气单元、12第一气泵、13砂料罐、14第一阀门组件、15第一管道、2供涂料机构、21第二供气单元、22第二气泵、23涂料罐、24第二阀门组件、25第二管道、26涂料加热件、3控制单元、31控制器、311横向开关槽、312第一竖向开关槽、313第二竖向开关槽、32漏料开关、321让位槽、33吹砂料开关、34吹涂料开关、4喷枪、51管状本体、52插板阀、53均匀分流板、531漏孔、6喷出管、7防回流机构、71套管、72复位件、73盖板。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
本发明具体实施的技术方案是:
如图1至图7所示,一种机械设备防锈处理方法,通过防锈喷涂装置对机械设备进行防锈处理,所述防锈喷涂装置包括供砂料机构1、供涂料机构2、控制单元3和具有拉瓦尔喷嘴的喷枪4;所述供砂料机构1包括第一供气单元11、第一气泵12、砂料罐13、第一阀门组件14和第一管道15,所述第一管道15的两端分别与第一气泵12和喷枪4相连接,所述第一气泵12与第一供气单元11相连接,所述砂料罐13竖直设置,所述第一阀门组件14安装于砂料罐13的底部出料口,该第一阀门组件14通过管路与第一管道15相连通;所述供涂料机构2包括第二供气单元21、第二气泵22、涂料罐23、第二阀门组件24和第二管道25,所述第二管道25的两端分别与第二气泵22和喷枪4相连接,所述第二气泵22与第二供气单元21相连接,所述涂料罐23竖直设置,所述第二阀门组件24安装于涂料罐23的底部出料口,该第二阀门组件24通过管路与第二管道25相连通;所述第一气泵12、第一阀门组件14、第二气泵22和第二阀门组件24分别电性连接于控制单元3,所述控制单元3用于控制供砂料机构1和供涂料机构2交替运行,该控制单元3包括控制器31以及设置在控制器31上的控制开关组件,所述控制器31上设有横向开关槽311、第一竖向开关槽312和第二竖向开关槽313,所述控制开关组件包括漏料开关32、吹砂料开关33和吹涂料开关34,所述漏料开关32可左右移动的安装在横向开关槽311中,该漏料开关32的顶部中间位置设有让位槽321,所述第一竖向开关槽312和第二竖向开关槽313并排设置在让位槽321的上方,且第一竖向开关槽312的下端以及第二竖向开关槽313的下端均延伸至让位槽321中,所述吹砂料开关33可上下移动的安装在第一竖向开关槽312中,且吹砂料开关33可与让位槽321配合限制漏料开关32右移,所述吹涂料开关34可上下移动的安装在第二竖向开关槽313中,且吹涂料开关34可与让位槽321配合限制漏料开关32左移;上述通过防锈喷涂装置对机械设备进行防锈处理的具体过程如下:
防锈喷涂装置处于关闭状态时,漏料开关32位于双分位置,吹砂料开关33和吹涂料开关34均位于让位槽321中,此时供砂料机构1和供涂料机构2均不工作;
开启喷砂料模式:推动吹砂料开关33上移,当吹砂料开关33上移到位时,吹砂料开关33移出让位槽321,且控制第一气泵12启动,通过第一气泵12将储存于第一供气单元11的气体抽至第一管道15中以形成气流,之后推动漏料开关32右移,当漏料开关32右移到位时,控制第一阀门14组件打开砂料罐13的出料口,存储于砂料罐13的砂料将在重力作用下落入第一管道15中,并随气流进入喷枪4后喷出,以去除机械设备表面锈层;
关闭喷砂料模式:推动漏料开关32左移,使漏料开关32返回至双分位置,控制第一阀门组件14关闭砂料罐13的出料口,之后推动吹砂料开关33下移,当吹砂料开关33下移到位时,吹砂料开关33移入让位槽321中,且控制第一气泵12停止运行;并且,在开启喷砂料模式时,只有先使吹砂料开关33上移到位后,才能推动漏料开关32向右移动,而在关闭喷砂料模式时,只有先向左推动漏料开关32使其回到双分位置后,才能使吹砂料开关33与让位槽321相对应,之后才能推动吹砂料开关33下移并关闭第一气泵12,因此在进行喷砂作业时,一定是先吹风再漏砂料,先停砂料后停风,从而防止砂粒堆积在第一管道15中影响气流,以及防止第一管道15中有残存的砂料。
开启喷涂料模式:推动吹涂料开关上34移,当吹涂料开关34上移到位时,吹涂料开关34移出让位槽321,且控制第二气泵22启动,通过第二气泵22将储存于第二供气单元21的气体抽至第二管道25中以形成气流,之后推动漏料开关32左移,当漏料开关32左移到位时,控制第二阀门组件24打开涂料罐23的出料口,存储于涂料罐23的粉末涂料将在重力作用下落入第二管道25中,并随气流进入喷枪4后喷出,以在机械设备表面形成涂层;并且,与喷砂料作业同理,在喷涂料作业时同样是先吹风再漏涂料,先停涂料后停风,从而防止涂料堆积在第二管道25中影响气流,以及防止第二管道25中有残存的涂料。
当需要再次切换至喷砂料模式时,则先关闭喷涂料模式;具体的,先推动漏料开关32右移,使漏料开关32返回至双分位置,控制第二阀门组件24关闭涂料罐23的出料口,之后推动吹涂料开关34下移,当吹涂料开关34下移到位时,吹涂料开关34移入让位槽321中,且控制第二气泵22停止运行,从而完成喷涂料模式的关闭,完成后重复上述开启喷砂料模式时的操作,从而再次切换至喷砂料模式,以实现控制供砂料机构1和供涂料机构2交替运行。
一种实施例中,所述供涂料机构2还包括涂料加热件26,该涂料加热件26安装于第二管道25,且该涂料加热件26位于涂料罐23和喷枪4之间。通过采用上述方案,可对流动的粉末涂料进行加热,并且避免了在喷枪4中设置用于加热涂料的加热机构,从而减少喷枪4的重量,有利于喷枪4安装及使用。
另一种实施例中,所述第一管道和第二管道均水平设置。
另一种实施例中,所述第一管道15和第二管道25连接喷枪4的部分均为柔性管道。通过采用上述方案,有效保证了喷枪4使用的灵活性。
另一种实施例中,所述第一管道15和第二管道25分别连接有伸入喷枪4的喷出管6,所述喷出管6的出口端设有防回流机构7。通过采用上述方案,可防止喷出的物料进入另一未工作的管道中,防止因引入杂质而影响除锈或喷涂料效果。
另一种实施例中,所述防回流机构7包括套接于喷出管6的套管71,该套管71通过复位件72连接有可封闭喷出管6出口端的盖板73。通过采用上述方案,当两喷出管6均未工作时,盖板73盖合在喷出管6的出口端,以起到封闭喷出管6的作用;以供涂料机构2运行时为例,当第二气泵22启动向第二管道25中供气时,带有粉末涂料的气流将顶开盖板73,使盖板73翻转90度并打开喷出管6的出口端,从而将涂料排至喷枪4中,此时连接第一管道15的喷出管6上的盖板73将在复位件72的弹力作用下盖合于喷出管6,从而避免喷枪4中气体回流进入至第一管道15中而污染第一管道15,复位件72为磁力件或扭簧;并且,经第二管道15进入喷枪4的气体可向连接第一管道25的盖板73施加压力,使盖板73紧密盖合于喷出管6,从而进一步防止喷枪4中气体回流进入至第一管道25中而污染第一管道25。
另一种实施例中,所述第一阀门组件14和第二阀门组件24均包括管状本体51和插板阀52,所述管状本体51的上端安装有均匀分流板53,所述插板阀52位于均匀分流板53的下方。通过采用上述方案,使得砂料或粉末涂料进入相应管道时分散与气流接触,以增加砂料或粉末涂料与气流的接触面积,有利于提高输料效率。
另一种实施例中,所述均匀分流板53上设有多个均匀分布的漏孔531。通过采用上述方案,有效保证了砂料或粉末涂料的均匀分流。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种机械设备防锈处理方法
- 一种全方位机械设备防锈包装机