一种差厚板料垛拆垛方法
文献发布时间:2023-06-19 10:29:05
技术领域
本发明属于汽车车身制造的冲压自动化生产设备技术领域,特别涉及一种差厚板料垛拆垛方法。
背景技术
随着汽车工业的发展,对汽车轻量化及安全性的要求不断提高,汽车公司在进行车身设计制造时,在车身的某些部位采用差厚拼焊钢板,该差厚拼焊钢板实际上是差厚板。
因为单张差厚拼焊钢板两边的厚度不一致,堆成料垛后,料垛的上顶面就会形成一定的倾斜角度。料垛中包含的钢板数量不同,料垛上顶面的倾斜角度和料垛高度也不同。在冲压自动化生产过程中,随着拆垛的进行,料垛中钢板数量逐步减少,料垛上顶面的倾斜角度和料垛高度也会不断发生变化。
针对“差厚拼焊钢板”拆垛这种特殊工况,现有技术是采用增加拆垛端拾器上弹簧吸盘导杆的长度来实现的。但是,现有技术中拆垛端拾器拆垛存在安全风险。
发明内容
本发明提供一种差厚板料垛拆垛方法,用于解决现有技术中拆垛端拾器拆垛时存在安全风险的技术问题。
本发明通过下述技术方案实现:一种差厚板料垛拆垛方法,包括:
在每移除一张差厚板后,获取所述料垛顶端高度变化值以及所述料垛顶层差厚板倾斜角度变化值;
根据所述料垛顶端高度变化值以及所述料垛顶层差厚板倾斜角度变化值调整拆垛端拾器姿态以及高度位置而使得所述拆垛端拾器上吸盘的导杆与所述料垛顶层的一块差厚板板面垂直。
进一步地,为了更好的实现本发明,所述获取所述料垛顶层差厚板倾斜角度变化值,具体为:
根据所述料垛的差厚板数量、所述差厚板厚端厚度以及所述差厚板薄端厚度获得移除前所述料垛顶层差厚板倾斜角度α和移除后所述料垛顶层差厚板倾斜角度β;
所述料垛顶层差厚板倾斜角度变化值ΔA=α-β。
进一步地,为了更好的实现本发明,所述根据所述料垛的差厚板起始数量、所述差厚板厚端厚度以及所述差厚板薄端厚度获得移除前所述料垛顶层差厚板倾斜角度α和移除后所述料垛顶层差厚板倾斜角度β,具体为:
所述移除前所述料垛顶层差厚板倾斜角度α=arc tan[n×(S
所述移除后所述料垛顶层差厚板倾斜角度β=arc tan[(n-1)×(S
其中,所述n为所述料垛的差厚板数量,所述S
进一步地,为了更好地实现本发明,所述获取所述料垛顶端高度变化值,具体为通过测量获得。
进一步地,为了更好地实现本发明,所述拆垛端拾器姿态以及高度位置的调整通过工业机器人完成。
进一步地,为了更好地实现本发明,还包括:
获得所述料垛顶层差厚板倾斜角度变化值ΔA以及所述料垛顶端高度变化值ΔH随所述料垛的差厚板数量n的变化规律;
根据所述变化规律获得控制程序;
所述工业机器人执行所述控制程序。
进一步地,为了更好地实现本发明,获得所述料垛顶层差厚板倾斜角度变化值ΔA随所述料垛的差厚板数量n的变化规律,具体为:
获得具有不同张数差厚板的所述料垛的顶层倾斜角度;
在二维坐标系中绘制所述具有不同张数差厚板的料垛的顶层倾斜角度与所述料垛中差厚板数量的关系曲线。
进一步地,为了更好地实现本发明,所述二维坐标系中的X轴为所述料垛中差厚板数量,所述二维坐标系的Y轴为所述料垛的顶层倾斜角度。
进一步地,为了更好地实现本发明,将所述关系曲线近似地看成一条直线而获得每移除一张差厚板后所述料垛顶层差厚板倾斜角度变化值ΔA为定值;
所述料垛顶层差厚板的倾斜角度A=n×ΔA。
进一步地,为了更好地实现本发明,获得所述料垛顶端高度变化值ΔH随所述料垛的差厚板数量n的变化规律,具体为:
通过测量每移除一张差厚板后所述料垛总高度,获得每移除一张差厚板后所述料垛顶端高度变化值ΔH为定值;
所述料垛顶端高度H=n×ΔH。
本发明相较于现有技术具有以下有益效果:
本发明提供的差厚板料垛拆垛方法,首先获得在每移除一张差厚板后料垛顶端高度变化值以及料垛顶层差厚板倾斜角度变化值,随后根据获得的高度变化值和倾斜角度变化值来调整拆垛端拾器姿态以及高度位置,从而使得拆垛端拾器上的导杆与料垛顶层的一块差厚板板面垂直,也即每移除一张差厚板后,调整一次拆垛端拾器的姿态以及高度位置,以使得不管料垛上差厚板数量为多少,拆垛端拾器的吸盘导杆始终是与料垛顶层的差厚板垂直,这样,则保证每张差厚板移除的过程中,位于导杆端部的吸盘吸附面均能与差厚板板面紧密接触,减小导杆以及吸盘损坏的几率,吸盘能够更稳地吸住差厚板,避免差厚板掉落,增强拆垛端拾器拆垛安全性,实现持续有效拆垛,由于能实时调整拆垛端拾器的高度位置,因此,料垛的高度可以不受拆垛端拾器导杆长度的限制,故而料垛中可码放更多数量的差厚板,降低生产过程中的换垛频次和差厚板的运输频次,以降低物流成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本申请中的料垛的结构示意图;
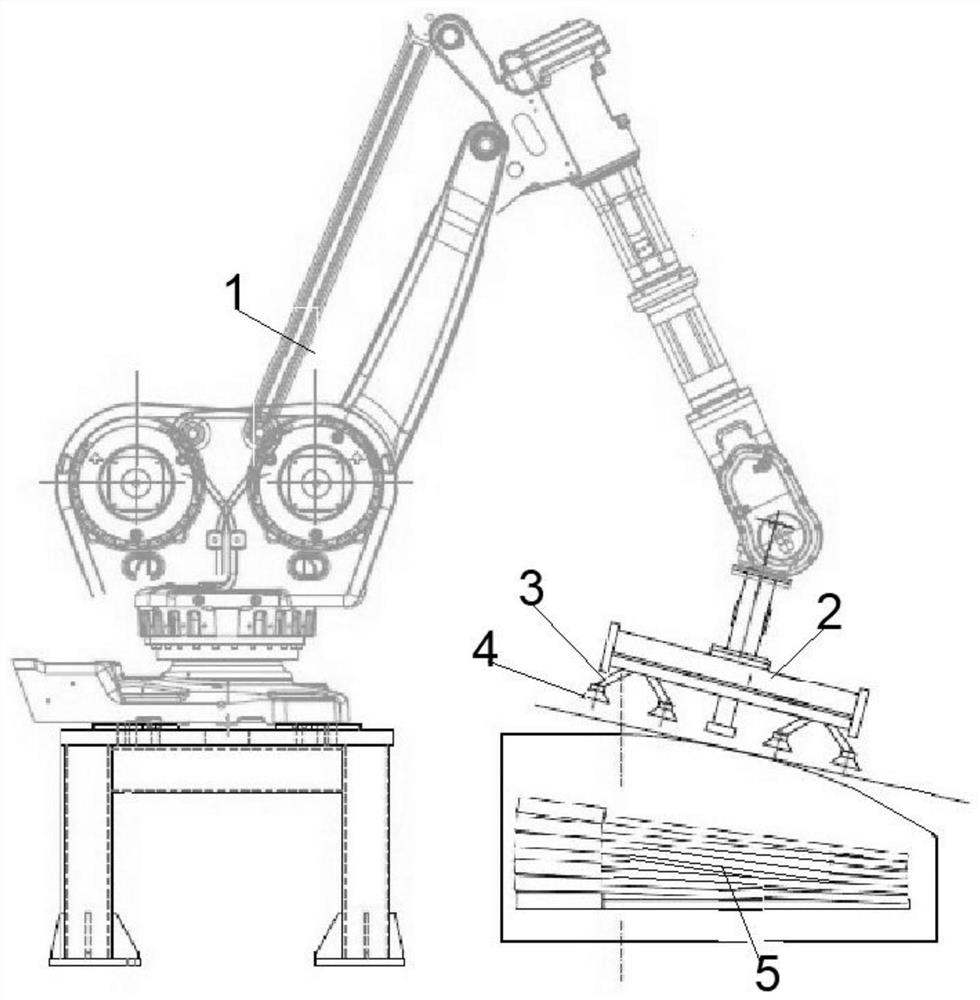
图2是本申请中的工业机器人、拆垛端拾器以及料垛的位置结构示意图;
图3是本申请中的料垛顶层倾斜角度与料垛中差厚板数量的关系示例表格;
图4是本申请中的料垛顶层倾斜角度与料垛中差厚板数量的关系曲线;
图5是本申请中获取的工业机器人控制程序。
图中:
1-工业机器人;2-拆垛端拾器;3-导杆;4-吸盘;5-料垛。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
实施例1:
本实施例提供一种差厚板料垛拆垛方法,用于解决现有技术中拆垛端拾器拆垛时存在安全风险的技术问题。具体地,现有技术中,每移除料垛差厚板后,料垛剩余差厚板中位于顶层的一张的倾斜角度和高度均会发生变化,目前差厚板的移除是依靠拆垛端拾器及其上的导杆以及导杆上的吸盘来完成,吸盘吸住差厚板,拆垛端拾器驱动导杆带动吸盘移动,从而实现拆垛,由于料垛顶层的差厚板角度变化,因此导致导杆不能与料垛顶层的差厚板板面垂直,也就是导致吸盘不能与差厚板板面垂直,这样使得拆垛端拾器在拆垛过程中会承受侧向力,从而导致导杆以及吸盘容易损坏,并且是在导杆伸出长度越长的情况下,导杆越容易损坏,故而现有技术中拆垛端拾器拆垛时存在安全风险。
值得注意的是,本实施例中的料垛5如图1所示,其为整齐地堆积成堆的差厚板;
拆垛为把堆成一堆的差厚板一张一张的拆分开,送入下游加工设备。
该方法包括以下步骤:
步骤1:在每移除一张差厚板后,获取料垛5顶端高度变化值以及料垛5 顶层差厚板倾斜角度变化值。差厚板料垛5顶端高度以及倾斜角度随着差厚板数量的变化而变化,因此每移除一张料垛5的差厚板后,料垛5顶层差厚板的倾斜角度以及高度位置均发生变化,该步骤便获取每移除一张差厚板后,料垛 5顶层差厚板的倾斜角度以及料垛5顶端高度的变化值,以使得拆垛端拾器2 的导杆3始终与料垛5顶层的一块差厚板板面垂直,从而使得导杆3上的吸盘 4与差厚板板面垂直。
具体地:
上述料垛5顶层差厚板倾斜角度变化值的获取方式如下:
根据料垛5的差厚板数量、差厚板厚端厚度以及差厚板薄端厚度获得移除前料垛5顶层的差厚板倾斜角度α以及移除后料垛5顶层差厚板倾斜角度β。
限定n为料垛5的差厚板数量,S
移除前料垛5顶层的差厚板倾斜角度
移除后料垛5顶层的差厚板倾斜角度
而上述料垛5顶层差厚板倾斜角度变化值ΔA=α-β。
上述料垛5顶端高度的变化值则通过测量的方式获得,当然,移除前料垛 5顶层的差厚板倾斜角度以及移除后料垛5顶层的差厚板倾斜角度也可以通过测量的方式获得。
作为本实施例的一种最佳实施方式,本实施例中,拆垛端拾器2姿态以及高度位置的调整通过工业机器人1完成,由于现有技术中的拆垛端拾器安装在工业机器人输出端,也就是工业机器人可以带动拆垛端拾器移动。在上述步骤1和步骤2之间还包括以下步骤:
步骤1.1:获取料垛5顶层差厚板倾斜角度变化值ΔA以及料垛5顶端高度变化值ΔH随料垛5的差厚板数量n的变化规律;
该步骤中,获得料垛5顶层差厚板倾斜角度变化值ΔA随料垛5的差厚板数量n的变化规律的方法如下:
首先获得具有不同张数差厚板的料垛5顶层倾斜角度,也即具有n块差厚板的料垛5顶层倾斜角度,值得注意的是,该料垛5顶层倾斜角度实际上便是料垛5顶层一块差厚板倾斜的角度,因此可通过
该步骤中,获得料垛5顶端高度变化值ΔH随料垛的差厚板数量n的变化规律的方法为测量每移除一张差厚板后料垛5总高度,并分析不同高度数值,最后得出每移除一张差厚板后料垛5顶端高度变化值ΔH为一定值,具体地,ΔH实际为差厚板厚端厚度。因此,可知料垛5顶端高度H=n×ΔH。
步骤1.2:根据步骤1中获得的变化规律获得如图5所示的控制程序,并且将该控制程序输入工业机器人1;
步骤1.3:工业机器人1运行时执行上述控制程序。这样,则可以通过工业机器人1在料垛5每移除一块差厚板后便调整一次拆垛端拾器2的姿态以及高度位置。
生产时,操作员输入初始钢板数量n,工业机器人1控制系统执行上述控制程序,根据存储的△a和△h的数值,计算出料垛5上顶层差厚板的初始倾斜角度A和高度H,并自动调整拆垛端拾器2的姿态,使拆垛端拾器2倾斜一个角度,吸盘4以及导杆3与料垛5上顶层的差厚板处于垂直位置,保证吸盘4 吸附面与料垛5顶层的差厚板紧密接触。
随着拆垛的进行,料垛5的差厚板数量一直在减少,料垛5上层差厚板的倾斜角度也一直在变化。工业机器人1控制系统中记录了人工输入的料垛5中差厚板的初始数量,然后在拆垛过程中,每移除一张差厚板,控制系统就自动在初始数量n的基础上减去1,也就能计算出料垛5中剩余的差厚板数量。知道了料垛5中的剩余差厚板数量,工业机器人1就能不断的自动调整端拾器2 的倾斜角度和高度位置,始终保持端拾器2上的吸盘4吸附面相对于料垛5顶层的差厚板是垂直接触,直至料垛5的拆垛完成。
作为本实施例的一种最佳实施方式,本实施例中的差厚板指的是汽车车身上使用的差厚拼焊钢板。
通过上述方法,保证不管料垛5上差厚板数量为多少,拆垛端拾器2的导杆3始终是与料垛5顶层的差厚板垂直,这样,则保证每张差厚板移除的过程中,位于导杆3端部的吸盘4吸附面均能与料垛5顶层的差厚板板面紧密接触,减小导杆3以及吸盘4损坏的几率,吸盘4能够更稳地吸住差厚板,避免差厚板掉落,增强拆垛端拾器2拆垛安全性,实现持续有效拆垛,由于能实时调整拆垛端拾器2的高度位置,因此,料垛5的高度可以不受拆垛端拾器2的导杆 3长度的限制,故而料垛5中可码放更多数量的差厚板,降低生产过程中的换垛频次和差厚板的运输频次,以降低物流成本。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明记载的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种差厚板料垛拆垛方法
- 一种基于码垛数据的拆垛方法、拆垛装置及拆垛系统