一种散热器钢管焊接装置
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及一种散热器钢管焊接装置,属于焊接设备技术领域。
背景技术
辐射采暖散热器广泛应用于居住环境的供暖,目前最广泛应用的辐射采暖散热器,如图9所示的一种散热器包括纵管组100和十字交叉焊接固在纵管组100上的横管组200,纵管组100包括两根平行间隔设置的纵钢管,分别为散热器的进水管和出水管,横管组200有多组,相邻两组横管组200设置在纵管组100的同一侧或者交错设置在纵管组100的两侧;横管组200可以单面设置在纵管组100上,也可以双面设置在纵管组100上,横管组200包括多根平行间隔设置的横钢管,横管组200中横钢管的数量大于3,为散热管,横钢管沿纵钢管中的长度方向间隔设置;横钢管与纵钢管焊接的位置开设有孔,保证管内介质的流通。
上述散热器的制造一般是采用焊接的方式,现有技术中焊接散热器时,通常是人工焊接或者采用焊接设备进行焊接,人工焊接效率低,安全风险大,劳动强度大,对焊接人员的技能要求较高,并且会由于人为因素使得焊接质量参差不齐。而采用焊接设备焊接时,现有的焊接设备在实际使用中存在以下问题:
1、现有的焊接设备只能进行单面焊接,对于上述只在单面设有横钢管的散热器可以完成焊接,但是对于上述双面都设有横钢管的散热器无法实现焊接,焊接好一面后需要人工进行另一面的焊接,或者送到另一台专门的焊接设备进行焊接,设备适用性差,且焊件需要中间转运,不但降低了焊接效率,而且会影响焊接质量。
2、钢管不同批次其材质存在差异,需要匹配不同的焊接压力才能保证较好的焊接效果,而现有焊接设备焊接压力一定,不能适应钢管不同批次存在的材质差异,导致焊接质量下降,影响产品的质量。
综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
发明内容
本发明要解决的技术问题是针对以上不足,提供一种散热器钢管焊接装置,可以实现单面设置横钢管散热器的焊接,也可以实现双面设置横钢管散热器的焊接,提高了设备的适用性,提高了焊接效率;还可以调节焊接压力,适应不同批次钢管材质的差异,提高了焊接质量。
为解决以上技术问题,本发明采用以下技术方案:一种散热器钢管焊接装置,包括电极动作单元、工件举升单元以及横管承托单元,所述电极动作单元用于实现焊接动作;
所述工件举升单元设置在电极动作单元对应工件进料方向的一侧;
所述横管承托单元设置在电极动作单元对应工件举升单元的另一侧;
在焊接横钢管双面设置的散热器时,所述工件举升单元用于将焊接完一面横钢管的工件举起;所述横管承托单元用于托住焊接好的横钢管。
进一步地,所述电极动作单元包括相配合设置的上电极和下电极,所述上电极和下电极均与变压器连接,所述上电极和下电极均可以上下移动。
进一步地,所述上电极包括大小形状相同的两个电极,两个电极之间设有间隙;两个电极分别固定在上电极座上,上电极座固定在上电极连接板上,所述上电极连接板通过上电极软连接、导电板与变压器连接;
所述下电极固定在下电极连接板上,所述下电极连接板通过下电极软连接、导电板与变压器连接。
进一步地,所述上电极的底面设有第一槽;所述下电极的顶面设有两个第二槽,所述第二槽与第一槽相互垂直;
所述下电极上设有与第二槽相互垂直的多个第三槽,多个第三槽沿第二槽的长度方向均匀间隔设置,所述第三槽将第二槽分割成间断的节段,相邻两个第三槽之间的距离与散热器上相邻两个横钢管之间的距离相对应;所述第三槽为截面是方形的开口槽。
进一步地,所述上电极连接板绝缘安装在上驱动组件上,所述下电极连接板绝缘安装在下驱动组件上;
所述上驱动组件通过上电极连接板带动上电极上下移动;所述下驱动组件通过下电极连接板带动下电极上下移动。
进一步地,所述上驱动组件包括连接块,所述上电极连接板固定在连接块上,所述连接块固定在滑杆的一端,所述滑杆通过直线轴承滑动设置在固定套内;所述滑杆的另一端通过连接螺套与第一油缸的伸缩杆连接。
进一步地,所述第一油缸为可调压力油缸,所述第一油缸的活塞杆从缸底滑动伸出,所述第一油缸活塞杆伸出缸底的一端上设有限位块,所述限位块与第一油缸的活塞杆螺纹连接,通过调节限位块在第一油缸活塞杆上的位置,调节第一油缸的行程。
进一步地,所述工件举升单元包括第一托板,所述第一托板固定在第一气缸的伸缩杆上,所述第一气缸通过气缸架固定在连接板上。
进一步地,所述横管承托单元数量为两个,两个横管承托单元对称设置;所述横管承托单元滑动设置在导轨上;
所述横管承托单元包括第二托板,所述第二托板固定在支撑板的一端,所述支撑板的另一端固定在第二气缸的伸缩杆上,所述第二气缸固定在侧板上,所述侧板滑动设置在导轨上。
进一步地,所述下驱动组件包括下电极座,所述下电极连接板绝缘设置在下电极座上;所述下电极座下端固定在导向块上,所述导向块滑动设置在导向座;所述导向块与第二油缸的活塞杆连接。
本发明采用以上技术方案后,与现有技术相比,具有以下优点:
本发明可以适用于横钢管单面设置的散热器的焊接,还可以适用于横钢管双面设置的散热器,提高了设备的适用性,应用价值增大,扩大了市场需求。
本发明通过限位块调节第一油缸的行程,以便于调节上电极的对工件的焊接压力,可以适应不同批次钢管材质的差异,提高了焊接质量。
本发明中工件举升单元、横管承托单元以及下电极槽上的第三槽的设置,并且下电极可以上下移动,这样的结构可以在焊接横钢管双面设置的散热器时,焊接完一面焊接另一面时,在工件进给过程中,通过工件举升单元将工件举起,并通过横管承托单元拖住焊接好的横钢管,以保持工件平衡;下电极上下移动可以避免工件进给过程中,下电极与工件发生碰撞。
下面结合附图和实施例对本发明进行详细说明。
附图说明
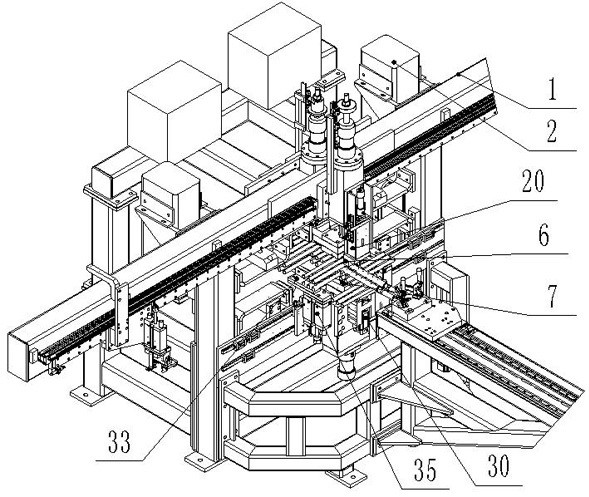
图1是本发明的结构示意图;
图2是电极动作单元的结构示意图;
图3是电极动作单元的局部示意图;
图4是电极动作单元剖视图;
图5是电极动作单元的另一剖视图;
图6是工件举升单元结构示意图;
图7是横管承托单元结构示意图;
图8是下电极及下驱动组件示意图;
图9是散热器结构示意图;
图中,
1-主支架,2-变压器,3-电源软连接,4-直导电板,5- U型导电板,6-上电极,7-下电极,8-上电极座,9-上电极连接板,10-上电极软连接,11-下电极座,12-下电极连接板,13-第一槽,14-第二槽,15-下电极软连接,16-连接块,17-第一绝缘垫,18-滑杆,19-直线轴承,20-固定套,21-连接螺套,22-第一油缸,23-导向块,24-导向座,25-活塞杆连接板,26-第二油缸,27-油缸座板,28-竖板,29-第一托板,30-第一气缸,31-气缸架,32-连接板,33-第二托板,34-支撑板,35-第二气缸,36-导轨,37-侧板,38-第三槽,39-限位块,40-第二绝缘垫。
具体实施方式
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
实施例1
如图1-8共同所示,本发明提供一种散热器钢管焊接装置,包括供电单元、电极动作单元、工件举升单元以及横管承托单元,所述供电单元和电极动作单元均设置在主支架1上,所述供电单元为电极动作单元提供电源;所述工件举升单元用于托举焊接后的工件,可以在焊接双面设置横钢管的散热器时,避免焊接好的横钢管阻碍纵钢管的进给;所述横管承托单元用于拖住焊接好的横钢管,以便于使工件在进给过程中保持平衡。
所述供电单元包括变压器2,所述变压器2数量为两个,两个变压器2具固定在主支架1上,每个变压器2上设有两个输出端,所述变压器2的每个输出端均通过电源软连接3与导电板的一端连接,所述导电板包括相互连接的直导电板4和U型导电板5。
所述电极动作单元包括相配合设置的上电极6和下电极7,所述上电极6包括大小形状相同的两个电极,两个电极之间设置有间隙。
所述上电极6的底面设置有第一槽13,所述第一槽13的截面为半圆。
所述上电极6的两个电极分别固定在一个上电极座8上,两个上电极座8分别固定在上电极连接板9上,两个上电极连接板9分别连接有一个上电极软连接10,两个上电极软连接10分别与两个变压器连接的导电板连接,从而实现上电极6的两个电极分别与两个变压器2的一个输出端连接,防止焊接时两个竖管上两个孔处的电流偏流造成焊接不良。
所述下电极7的顶面设置有两个第二槽14,所述第二槽14的横截面为半圆,所述第二槽14与第一槽13相互垂直。
所述下电极7上还设有与第二槽14相互垂直的多个第三槽38,多个第三槽38沿第二槽14的长度方向均匀间隔设置,所述第三槽38将第二槽14分割成间断的节段,所述第三槽38用于放置焊接好的横钢管,相邻两个第三槽38之间的距离与散热器上相邻两个横钢管之间的距离相对应;所述第三槽38为截面是方形的开口槽。
所述下电极7固定在下电极连接板12上,所述下电极连接板12的两侧部分别连接一个下电极软连接15,两个下电极软连接15分别与两个变压器连接的导电板连接,从而实现下电极7的两侧部与两个变压器2的另一个输出端连接。
进一步地,所述上电极连接板9绝缘安装在上驱动组件上,通过上驱动组件带动上电极6上下移动。所述上驱动组件包括连接块16,所述上电极连接板9固定在连接块16上,所述连接块16固定在滑杆18的一端,所述滑杆18通过直线轴承19滑动设置在固定套20内;所述直线轴承19固定在固定套20内;所述固定套20的侧部固定在主支架1上。
所述滑杆18的另一端通过连接螺套21与第一油缸22的伸缩杆连接,所述第一油缸22通过法兰连接固定在固定套20的顶部。
为了防止电流通过连接块16传导至滑杆、直线轴承等部件上,所述上电极连接板9与连接块16之间设置有第一绝缘垫17,通过第一绝缘垫17隔绝电流。
所述第一油缸22为可调压力油缸,所述第一油缸22的活塞杆从缸底滑动伸出,所述第一油缸22活塞杆伸出缸底的一端上设有行程调节部件,所述行程调节部件为限位块39,所述限位块39与第一油缸22的活塞杆螺纹连接,通过调节限位块39在第一油缸22活塞杆上的位置,调节第一油缸22的行程,以调节上电极的移动行程。
所述下电极连接板12绝缘安装在下驱动组件上,通过下驱动组件带动下电极7上下移动。所述下驱动组件包括下电极座11,所述下电极连接板12设置在下电极座11上;所述下电极连接板12与下电极座11之间设有第二绝缘垫40,通过第二绝缘垫隔绝电流;所述下电极座11下端固定在导向块23上,所述导向块23滑动设置在导向座24上,具体的导向座24上竖向设置有U型开槽,所述导向块23滑动设置在U型开槽内;所述导向座24对应U型开槽开口的一侧设有盖板29;所述导向座24固定在竖板28上,所述竖板28固定在主支架1上。
所述导向块23与活塞杆连接板25连接,所述活塞杆连接板25与第二油缸26的活塞杆连接;所述第二油缸26固定在油缸座板27上,所述油缸座板27固定在导向座24的下端。
所述工件举升单元设置在电极动作单元对应纵钢管进料方向一侧,所述工件举升单元包括第一托板29,所述第一托板29为方形板,所述第一托板29的上表面光滑,所述第一托板29的底部中心固定在第一气缸30的伸缩杆上,所述第一气缸30固定在气缸架31上,所述气缸架31固定在连接板32上,所述连接板32固定在主机架1上。
所述横管承托单元数量为两个,两个横管承托单元对称设置在电极动作单元对应工件举升单元的另一侧,所述横管承托单元滑动设置在导轨36上,使得两个横管承托单元之间的距离可调,可以适应不同长度的横钢管;所述横管承托单元包括第二托板33,所述第二托板33为长方形板,所述第二托板33的上表面光滑,所述第二托板33固定在支撑板34的一端,所述支撑板34的另一端固定在第二气缸35的伸缩杆上,所述第二气缸35的侧部固定在侧板37上,所述侧板37通过滑块滑动设置在导轨36上,所述导轨36设置在主支架1上。
本发明的工作原理:
焊接横钢管单面设置的散热器时,首先通过进给装置将纵钢管送至下电极的第二槽上,然后将横钢管放置在纵钢管上,使横钢管和纵钢管上的孔对齐,然后下电极位置固定不动,得到动作信号时,第一油缸通过与其活塞杆连接的连接螺套带动直线轴承下行,使上电极的第一槽压在需要焊接的工件上,接通电源,完成一次焊接。
焊接横钢管双面设置的散热器时,首先按照单面焊接的操作步骤完成一面横钢管的焊接,然后翻转工件进行另一面焊接,由于焊接好的横钢管在工件的下侧面,会在工件的进给过程中造成阻碍,并且由于焊接有横钢管,使得工件进给不稳定,故在焊接过程中,工件进给时,工件举升单元先动作,具体的,第一气缸带动第一托板上升,将工件向上托起,然后横管承托单元动作,将焊接好的横钢管拖住,使工件保持平衡,然后第二油缸通过导向座带动下电极向下移动,使工件与下电极脱开一定距离,避免进给时工件下侧面与下电极顶端相碰撞。当工件进给到下一位置时,第二油缸带动下电极上升托住工件,这时工件下侧面焊接好的横钢管正好依次卡在下电极的第三槽内,不会妨碍焊接过程;然后工件举升单元和横管承托单元恢复原位,最后上电极重复焊接动作,完成一次焊接。
本发明可以适用于横钢管单面设置的散热器的焊接,还可以适用于横钢管双面设置的散热器,提高了设备的适用性,应用价值增大,扩大了市场需求。
本发明通过限位块调节第一油缸的行程,以便于调节上电极的对工件的焊接压力,可以适应不同批次钢管材质的差异,提高了焊接质量。
本发明中工件举升单元、横管承托单元以及下电极槽上的第三槽的设置,并且下电极可以上下移动,这样的结构可以在焊接横钢管双面设置的散热器时,焊接完一面焊接另一面时,在工件进给过程中,通过工件举升单元将工件举起,并通过横管承托单元拖住焊接好的横钢管,以保持工件平衡;下电极上下移动可以避免工件进给过程中,下电极与工件发生碰撞。
以上所述为本发明最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本发明的保护范围以权利要求的内容为准,任何基于本发明的技术启示而进行的等效变换,也在本发明的保护范围之内。
- 一种散热器钢管焊接装置
- 一种可调节钢管夹持机构与立卧混合式钢管焊接装置