非焊接式金属板单电池的密封结构及密封方法
文献发布时间:2023-06-19 10:43:23
技术领域
本发明属于燃料电池技术领域,具体涉及一种非焊接式金属板单电池的密封结构及密封方法。
背景技术
氢燃料电池是一种直接将化学能转化成电能的实时发电装置,目前燃料电池在汽车领域已经有了很多成功的示范案例。相对于储能电池,燃料电池具有功率密度高、续航里程长、能量补充快、衰减小、低温性能好等显著特点。当下氢燃料电池技术路线主要分为石墨双极板和金属双极板两种。金属双极板的重量轻、强度好、体积小、冷启动因热容小而表现非常好,且批量生产的成本更低,因此在乘用车领域倍受青睐。
双极板是燃料电池电堆的核心部件,对电堆的性能和成本有着决定性的影响。双极板的主要作用是通过表面的流场运输气体,收集、传导反应产生的电流、热量和水。传统的金属双极板是将阴极流场板与阳极流场板通过激光焊接的方式加工成为一个整体。激光焊接的作用一是将两片单极板焊接成双极板传递电流,二是通过激光焊接来实现三种介质间的两两隔绝。单极的流场板大都为钛或不 SUS316L材质,厚度普遍为0.1mm或者是更薄,在焊接过程中容易出现焊穿、烧蚀、焊渣飞溅、虚焊、气孔等缺陷而导致产品报废。焊接后的双极板可能会出现翘曲、贴合不良或错位等现象,给双极板的密封圈带来很大的挑战,严重地影响燃料电池长时间的稳定运行。
双极板的涂层是双极板长期、稳定运行的保证。传统的金属双极板都是在焊接后,采用PVD和CVD的方式,在表面形成一层致密的镀层,这种加工方式成本较高(批量生产时涂层的生产成本占金属板生成成本的20-25%)。为降低燃料电池的成本,国外的一些企业开发了预涂层金属薄板,可进行压型、切割、焊接等工序加工,但涂层在加工过程中,尤其是在焊接环节容易出现不可避免的损伤,影响产品的品质。
现在的金属板燃料电池堆普遍为“半电池结构”,也就是说需要由两块双极板和一片膜电极组成“三明治结构”。与半电池结构相比,单电池结构,即膜电池与两片流场板组成一个独立的单电池,具有如下显著的优点:1)电堆的装配、拆卸和更换更便捷,效率更高,更适合大批量生产;2)避免了膜电极在拆卸和装配过程中受到污染和物理机械损伤;3)避免了阴、阳极流场受到污染;4)密封可靠性高。
双极板的密封是双极板的技术难点之一,尤其是金属双极板的密封圈性能对燃料电池堆长期运行的可靠性起到了至关重要的作用。现在双极板的密封圈主要有两种加工方式,即模压密封圈后再用胶粘的方式贴合在双极板之上,以及采用点胶的方式在双极板上点胶后再固化成型。
传统的半电池结构每块双极板上都必须贴合密封圈,才能在堆叠时与膜电极边框形成密封而单电池结构只需要在两块极板间贴合一条密封圈即可(即单电池可设计成一面有密封圈,另一面无密封圈),因此密封圈的数量可以减半,降低了生产成本同时提高了生产效率。
如上所述,因为双极板上两面都要贴合密封圈,因此每条密封圈的厚度很薄(一般都低于0.6mm)。若密封圈厚压缩量太小,容易引起密封失效;若密封圈厚压缩量太大则会导致密封圈应力过大,而橡胶的加工特性决定了其厚度会在一定范围内波动,因此密封圈的设计和加工难度很大。
若双极板密封圈采用贴合的方法加工,首先需要在极板上涂粘结胶,还必须用多个工装来保证每个密封圈的位置度,生产效率极低。若不采用工装贴合,一旦密封圈发生错位,就容易导致密封失效。
若是采用点胶的方式直接在金属板上涂胶则会存在以下几个问题:1、双极板焊接后,会存在一定的变形,如用不用工装进行约束,因为双极板自身不够平整会导致点胶后密封圈厚度的变化,影响密封的性能和可靠性;2、工装设计非常复杂,导致点胶生产效率低下、而且全套工装的制造成本也是不小的开支;3、密封圈点胶时的起胶点、收胶点以及所有的接头处密封圈的宽度和厚度会有一定程度的偏差,造成点胶难度非常大、废品率高;4、一面点胶完成后需要较长的时间固化(1-3个小时),才能进行另一面的点胶工作,需要较大的作业场地放置半成品。
金属双极板批量生产时,密封圈的生产成本占到了整个双极板制造成本的30%-35%,为了克服双极板密封圈生产过程中的种种困难,有必要对密封技术进行研究和创新设计。
发明内容
本发明的目的在于提供一种非焊接式金属板单电池的密封结构及密封方法,该密封结构及密封方法不仅可靠性高,而且生产成本低,生产效率高。
为实现上述目的,本发明采用的技术方案是:一种非焊接式金属板单电池的密封结构,包括由阳极板、膜电极和阴极板叠设在一起形成的单电池,所述膜电极由中部的膜电极主体和其外周部的膜电极边框组成,所述单电池中部为具有阳极流场、冷却流场和阴极流场的流场区域,流场区域左右两侧均设有分别与阴极流场、冷却流场和阳极流场连通的空气主通道、冷却主通道和氢气主通道;所述阳极板上的空气主通道、冷却主通道和氢气主通道周部分别设有一圈的阳极板空侧凸台、阳极板水侧凸台和阳极板氢侧凸台,所述阴极板上的空气主通道、冷却主通道和氢气主通道周部分别设有一圈的阴极板空侧凸台、阴极板水侧凸台和阴极板氢侧凸台,所述空气主通道通过阴极板与膜电极边框之间的空侧进气涵道,穿过阴极板空侧凸台与阴极流场连通,所述氢气主通道通过阳极板与膜电极边框之间的氢侧进气涵道,穿过阳极板氢侧凸台与阳极流场连通;所述阳极板空侧凸台通过第一通道与阳极板水侧凸台连通,所述阳、阴极板水侧凸台之间的膜电极边框上开设有第一连通孔,所述阴极板水侧凸台通过第二通道与阴极板氢侧凸台连通,所述阳极板空侧凸台、阳极板水侧凸台、阴极板水侧凸台或阴极板氢侧凸台上开设有第一注胶孔,所述阳极板空侧凸台、第一通道、阳极板水侧凸台、阴极板水侧凸台、第二通道和阴极板氢侧凸台内通过一体注胶形成密封圈。
进一步地,所述阳极板空侧凸台、第一通道、阳极板水侧凸台、阴极板水侧凸台、第二通道、阴极板氢侧凸台以及阴极板空侧凸台、阳极板氢侧凸台上侧均设有密封圈。
进一步地,所述阳极板空侧凸台上开设有第二连通孔,以在一体注胶时形成阳极板空侧凸台上侧的密封圈;所述阳极板水侧凸台上开设有第三连通孔,以在一体注胶时形成第一通道、阳极板水侧凸台上侧的密封圈;所述阴极板水侧凸台上开设有第四连通孔,以在一体注胶时形成阴极板水侧凸台、第二通道上侧的密封圈;所述阴极板氢侧凸台上开设有第五连通孔,以在一体注胶时形成阴极板氢侧凸台上侧的密封圈;所述第二、三、四、五连通孔之一即为第一注胶孔。
进一步地,所述单电池边缘的阳极板、阴极板上对应设有一圈的阳极板外密封凸台、阴极板外密封凸台,所述阳、阴极板外密封凸台之间的膜电极边框上开设有第六连通孔,所述阳极板外密封凸台或阴极板外密封凸台上开设有第二注胶孔,所述阳极板外密封凸台和阴极板外密封凸台内通过一体注胶形成密封圈。
进一步地,所述阳极板外密封凸台、阴极板外密封凸台上侧均设有密封圈。
进一步地,所述阳极板外密封凸台上开设有第七连通孔,以在一体注胶时形成阳极板外密封凸台上侧的密封圈;所述阴极板外密封凸台上开设有第八连通孔,以在一体注胶时形成阴极板外密封凸台上侧的密封圈,所述第七、八连通孔之一即为第二注胶孔。
进一步地,所述密封结构配设有注胶模具,所述注胶模具由分别盖设于阳极板、阴极板上的注胶上模和注胶下模组成,所述注胶上模的下侧面以及注胶下模的上侧面分别设有用于形成各凸台以及第一通道、第二通道上侧密封圈的凹槽,所述注胶模具上设有四个注胶口,所述四个注胶口分别经注胶通道与第一注胶孔、第二注胶孔、阴极板空侧凸台上侧凹槽、阳极板氢侧凸台上侧凹槽连通。
本发明还提供了一种非焊接式金属板单电池的密封方法,包括以下步骤:
将注胶模具的注胶上模、注胶下模夹设于单电池上下两侧;
从第一注胶口注入密封材料,通过一体注胶形成阳极板空侧凸台、第一通道、阳极板水侧凸台、阴极板水侧凸台、第二通道和阴极板氢侧凸台的内侧及上侧的密封圈;
分别从第二注胶口、第三注胶口注入密封材料,注胶形成阴极板空侧凸台上侧、阳极板氢侧凸台上侧的密封圈;
从第四注胶口注入密封材料,通过一体注胶形成阳极板外密封凸台和阴极板外密封凸台的内侧及上侧的密封圈。
相较于现有技术,本发明具有以下有益效果:本发明通过巧妙的连通结构设计,实现了通过一体注胶形成双极板单电池上的主要密封圈,克服了金属双极板采用焊接工艺进行介质隔绝存在的问题,由于用注胶替代焊接,可用预涂层金属板制造双极板,可减少极板的涂层工序,使双极板的生产成本大幅下降,并提高了生产效率,更重要的是提高了密封的有效性和可靠性,进而提高了双极板单电池的成品率。由于没有焊接工序,因此双极板不会产生热变形,有利于后续工序的加工和电堆的装配。此外,由于仅需几分钟就可以完成单电池的密封圈加工,省却了双极板密封圈加工过程中大量繁复的工装,大大提高了生产效率。因此,本发明具有很强的实用性和广阔的应用前景。
附图说明
图1是本发明实施例中单电池的阳极板结构示意图。
图2是本发明实施例中单电池的阴极板结构示意图。
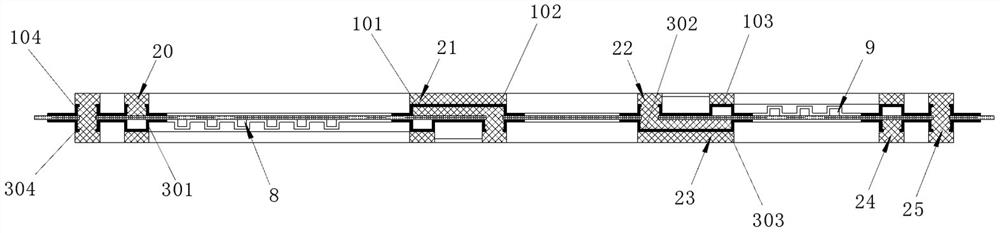
图3是本发明实施例中单电池的流场区域的截面示意图。
图4是本发明实施例中单电池的密封结构示意图。
图5是本发明实施例中单电池夹设于注胶模具中的状态示意图。
图6是本发明实施例中单电池层叠结构示意图。
图中:1-阳极板,101-阳极板空侧凸台,102-阳极板水侧凸台,103-阳极板氢侧凸台,104-阳极板外密封凸台,2-膜电极,201-膜电极主体,202-膜电极边框,3-阴极板,301-阴极板空侧凸台,302-阴极板水侧凸台,303-阴极板氢侧凸台,304-阴极板外密封凸台,4-流场区域,401-阳极流场,402冷却流场,403-阴极流场,5-空气主通道,6-冷却主通道,7-氢气主通道,8-空侧进气涵道,9-氢侧进气涵道,10-第一通道,11-第二通道,12-第一注胶孔,13-第二注胶孔,14-注胶上模,15-注胶下模,16-第一注胶口,17-第二注胶口,18-第三注胶口,19-第四注胶口,20-空侧密封圈,21-空水密封圈,22-水侧密封圈,23-氢水密封圈,24-氢侧密封圈,25-外密封圈。
具体实施方式
下面结合附图及具体实施例对本发明作进一步的详细说明。
如图1-6所示,本实施例提供了一种非焊接式金属板单电池的密封结构,包括由阳极板1、膜电极2和阴极板3叠设在一起形成的单电池,所述膜电极由中部的膜电极主体201和其外周部的膜电极边框202组成,所述单电池中部为具有阳极流场401、冷却流场402和阴极流场403的流场区域4,流场区域4左右两侧均设有分别与阴极流场、冷却流场和阳极流场连通的空气主通道5、冷却主通道6和氢气主通道7;所述阳极板1上的空气主通道、冷却主通道和氢气主通道周部分别设有一圈的阳极板空侧凸台101、阳极板水侧凸台102和阳极板氢侧凸台103,所述阴极板3上的空气主通道、冷却主通道和氢气主通道周部分别设有一圈的阴极板空侧凸台301、阴极板水侧凸台302和阴极板氢侧凸台303,所述空气主通道5通过阴极板与膜电极边框之间的空侧进气涵道8,穿过阴极板空侧凸台301与阴极流场403连通,所述氢气主通道7通过阳极板与膜电极边框之间的氢侧进气涵道9,穿过阳极板氢侧凸台103与阳极流场401连通;所述阳极板空侧凸台101通过第一通道10与阳极板水侧凸台102连通,所述阳极板水侧凸台102、阴极板水侧凸台302之间的膜电极边框上开设有第一连通孔,所述阴极板水侧凸台302通过第二通道11与阴极板氢侧凸台303连通,所述阳极板空侧凸台、阳极板水侧凸台、阴极板水侧凸台或阴极板氢侧凸台上开设有第一注胶孔12,所述阳极板空侧凸台101、第一通道10、阳极板水侧凸台102、阴极板水侧凸台302、第二通道11和阴极板氢侧凸台303内通过一体注胶形成密封圈。
所述阳极板空侧凸台101、第一通道10、阳极板水侧凸台102、阴极板水侧凸台302、第二通道11、阴极板氢侧凸台303以及阴极板空侧凸台301、阳极板氢侧凸台103上侧均设有密封圈。在本实施例中,所述阳极板空侧凸台上开设有第二连通孔,以在一体注胶时形成阳极板空侧凸台上侧的密封圈。所述阳极板水侧凸台上开设有第三连通孔,以在一体注胶时形成第一通道、阳极板水侧凸台上侧的密封圈;所述阴极板水侧凸台上开设有第四连通孔,以在一体注胶时形成阴极板水侧凸台、第二通道上侧的密封圈;所述阴极板氢侧凸台上开设有第五连通孔,以在一体注胶时形成阴极板氢侧凸台上侧的密封圈。所述第二、三、四、五连通孔之一即为第一注胶孔。
为了实现单电池边缘的密封,所述单电池边缘的阳极板1、阴极板3上对应设有一圈的阳极板外密封凸台104、阴极板外密封凸台304,所述阳极板外密封凸台104、阴极板外密封凸台304之间的膜电极边框202上开设有第六连通孔,所述阳极板外密封凸台或阴极板外密封凸台上开设有第二注胶孔13,所述阳极板外密封凸台104和阴极板外密封凸台304内通过一体注胶形成密封圈。所述阳极板外密封凸台104、阴极板外密封凸台304上侧均设有密封圈。在本实施例中,所述阳极板外密封凸台上开设有第七连通孔,以在一体注胶时形成阳极板外密封凸台上侧的密封圈;所述阴极板外密封凸台上开设有第八连通孔,以在一体注胶时形成阴极板外密封凸台上侧的密封圈,所述第七、八连通孔之一即为第二注胶孔。
通过注胶,形成如图4中所示的密封圈20-25。
在本实施例中,所述密封结构配设有注胶模具,所述注胶模具由分别盖设于阳极板1、阴极板3上的注胶上模14和注胶下模15组成,所述注胶上模的下侧面以及注胶下模的上侧面分别设有用于形成各凸台以及第一通道、第二通道上侧密封圈的凹槽,所述注胶模具上设有四个注胶口16-19,所述四个注胶口分别经注胶通道与第一注胶孔、第二注胶孔、阴极板空侧凸台上侧凹槽、阳极板氢侧凸台上侧凹槽连通。
本发明还提供了用于实现上述密封结构的密封方法,包括以下步骤:
将注胶模具的注胶上模、注胶下模夹设于单电池上下两侧;
从第一注胶口注入密封材料,通过一体注胶形成阳极板空侧凸台、第一通道、阳极板水侧凸台、阴极板水侧凸台、第二通道和阴极板氢侧凸台的内侧及上侧的密封圈;
分别从第二注胶口、第三注胶口注入密封材料,注胶形成阴极板空侧凸台上侧、阳极板氢侧凸台上侧的密封圈;
从第四注胶口注入密封材料,通过一体注胶形成阳极板外密封凸台和阴极板外密封凸台的内侧及上侧的密封圈。
本发明中所用的各种材料均为燃料电池常用材料,金属流场板采用预涂层不锈钢板,膜电极边框可采用 PI、PET或者其它材料,密封圈根据需要可以采用硅胶或三元乙丙橡胶。
介质流动方向说明:
1.氢气的流动路径:当氢气在氢气主通道流经每一块单电池时,由于电堆首末板中的末板氢气通道口是封闭的,因此气流只能流向每一片单电池。若氢气从进气涵道进入流场板,则会按流道方向从氢气出口端流出,这就是正常的氢气工作路径;若氢气没有进入进气涵道,继续向前则会遇到氢气口密封圈的阻隔,无法进入冷却流场;在气口位置,阴极流场板与膜电极的边框是没有粘合的,理论上氢气是有可能在膜电极边框和阴极板之间存在,但阴极板在氢口位置有一凸台,凸台内注满了橡胶,隔绝了氢气扩散的通路,同时与膜电极粘合成为一个整体。因此,氢气自氢气进气主通道--进气涵道--阳极流场--氢气出口就成了唯一的通路。
2.冷却液的流动路径:当电池堆叠后,两个单电池之间,在冷却液主通道口是有一个间隙的,冷却液可以从这个间隙流出,均匀布满整个冷却流场,然后从冷却流场流出。冷却液流经冷却流场时,外密封圈会阻止冷却液向外渗漏;而通道口密封圈会阻止冷却液向氢气通道口和空气通道口的渗漏;阴、阳极流场板在冷却液主通道口各有一凸台内注满橡胶,隔绝了冷却液向阴、阳极流场的渗漏的通路同时将三者粘合成为一个整体。因此,冷却液自冷却液进口主通道--冷却流场--冷却液出口主通道就成了唯一的通路。
3.空气的流动路径与氢气的流动路径原理基本一致,同样也是自进气涵道经过流场最后到达出口位置。
介质密封说明:
氢气对空气:如前所述,阴极板在氢气主通道周围有一凸台,内注满橡胶隔绝了氢气对空气的通路。
氢气对外部:在阳极流场板在最外有一条凸台的封闭环(阴极相同),凸台内注满橡胶,隔绝了在流场区域,氢气对外部渗漏的通路。
氢气对冷却液:在氢气主通道口的密封圈,隔绝了氢气向冷却液渗漏的通路。
空气对氢气:与氢气对空气原理一致。
氢气对外部:与空气对氢气原理一致。
氢气对外部:与空气对外部原理一致。
冷却液对氢、空:在氢、空主通道口的密封圈隔绝了冷却液向氢、空主通道口的渗漏;而阴、阳两块流场板在冷却液主通道口的各有一凸台,内注满橡胶,隔绝了冷却液向阴、阳极流场的渗漏。
在膜电极上开有一定数量的注胶孔,能起到连接胶路的作用,胶料从上模注胶孔注入后,通过膜电极边框上的注胶孔可以进入到下模阴极板的外密封凸台,单电池的外密封圈和极间密封就可以一次成型,由于膜电极边框的贯通,将两个腔体连接成一体;同理,胶料从上模注入阳极板因阳极板的空侧进气凸台上有注胶孔,因此胶料会填满阳极板与膜电极边框形成的封闭腔体,但因为膜电极上没有注胶孔,因此胶料进入不了阴极板的空侧进气涵道;因为阳极板空侧凸台与水侧凸台是相连的,因此胶料同样会填满水侧凸台中的腔体,并通过膜电极上的注胶孔进入到阴极板的水侧凸台,最后注满阴极板的氢侧凸台。
膜电极上开设注胶孔,能大量减少膜具注胶孔的数量,减小胶料的浪费。
以上是本发明的较佳实施例,凡依本发明技术方案所作的改变,所产生的功能作用未超出本发明技术方案的范围时,均属于本发明的保护范围。
- 非焊接式金属板单电池的密封结构及密封方法
- 非焊接式金属板单电池的密封结构