一种汇流条焊接设备及汇流条焊接方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及电池生产领域,具体地说是一种汇流条焊接设备及汇流条焊接方法。
背景技术
光伏组件的生产是一个将单片电池片模组化的过程。其中涉及的主要步骤包括:利用焊带将单片电池片(未经掰断的整片电池片或经过掰断后的半片电池片)焊接成串,然后将焊接后的电池串并行排列成电池串组,然后在电池串组的端部焊带上焊接汇流条。
现有技术中的汇流条焊接设备无法实现对电池串组的位置调整,因此必须通过人工将预定数量的待焊接的电池串铺设在焊接机台上以形成电池串组,并将电池串组调整至预定的焊接位置。
使用现有技术中汇流条焊接设备实施汇流条焊接,存在效率低下、焊接质量不稳定的缺陷。
发明内容
针对现有技术中的汇流条焊接设备存在的上述技术问题,本发明一方面提供了一种汇流条焊接设备,其具体技术方案如下:
一种汇流条焊接设备,包括电池串规整焊接平台、汇流条焊接平台、电池串供料装置、汇流条供料装置、汇流条焊接装置及电池串下料装置,其中:
电池串供料装置用于将待焊接的电池串铺设至电池串规整焊接平台上以形成第一电池串组和第二电池串组;
电池串规整焊接平台用于将承载的第一电池串组及第二电池串组调整至预定的焊接位置;
汇流条供料装置包括中间汇流条供料装置和端部汇流条供料装置,中间汇流条供料装置用于提供折弯的中间汇流条并将中间汇流条铺设至汇流条焊接平台上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合,端部汇流条供料装置用于提供端部汇流条并将端部汇流条铺设至汇流条焊接平台上,使得端部汇流条与第一电池串组的头部焊带或第二电池串组的尾部焊带叠合;
汇流条焊接装置用于将中间汇流条与第一电池串组的尾部焊带和第二电池串组的头部焊带焊接在一起,以及将端部汇流条焊接至第一电池串组的头部焊带上或第二电池串组的尾部焊带上;
电池串下料装置用于将完成焊接的电池串组从电池串规整焊接平台上下料。
通过电池串规整焊接平台、汇流条焊接平台、电池串供料装置、汇流条供料装置、汇流条焊接装置及电池串下料装置的配合,本发明能够将待焊接的电池串、汇流条自动上料至焊接平台上并完成汇流条的自动焊接,以及将焊接完的电池串组从焊接平台上自动下料。特别的,通过电池串规整焊接平台的规整,本发明能够完成对电池串组内的各电池串的位置的自动调整,从而进一步提升了汇流条焊接效率及焊接质量。
在一些实施例中,中间汇流条供料装置包括第一汇流条牵引装置,第一汇流条裁切装置、汇流条折弯装置、汇流条中转平台、第一汇流条搬运装置及汇流条抓手,其中:第一汇流条牵引装置用于从汇流条存储装置中牵引出汇流条,第一汇流条裁切装置对第一汇流条牵引装置牵引出的汇流条进行裁切,汇流条折弯装置对裁切下的汇流条进行折弯得到中间汇流条,第一汇流条搬运装置用于将中间汇流条搬运至汇流条中转平台上,汇流条抓手用于从汇流条中转平台上抓取中间汇流条并将中间汇流条铺设至汇流条焊接平台上。
通过将中间汇流条供料装置设置成第一汇流条牵引装置,第一汇流条裁切装置、汇流条折弯装置、汇流条中转平台、第一汇流条搬运装置及汇流条抓手,中间汇流条供料装置实现了中间汇流条的裁切折弯成型及上料的连续自动化处理。
在一些实施例中,汇流条折弯装置包括机架、第一折弯机构、第二折弯机构及第三折弯机构,其中:机架上设置有滑轨;第一折弯机构和第二折弯机构经滑轨滑动连接在机架上,第三折弯机构固定连接在机架上并位于第一折弯机构和第二折弯机构之间;各折弯机构均包括承载台、压紧件及折弯件,其中:承载台用于承载被第一汇流条裁切装置裁切下的汇流条,压紧件用于压紧承载台上的汇流条,折弯件用于将承载台上的汇流条向上折弯以形成中间汇流条。
通过设置第一折弯机构、第二折弯机构和第三折弯机构,汇流条折弯装置能够实现对四段汇流条的折弯操作。特别的,第一折弯机构、第二折弯机构与第三折弯机构之间的距离可灵活调节,因此,本发明能够实现对不同长度的汇流条的压弯操作。
在一些实施例中,端部汇流条供料装置包括第二汇流条牵引装置、第二汇流条裁切装置、第二汇流条搬运装置,其中:第二汇流条牵引装置用于从汇流条存储装置内牵引出汇流条,第二汇流条裁切装置对第二汇流条牵引装置牵引出的汇流条进行裁切得到端部汇流条,第二汇流条搬运装置用于将端部汇流条铺设至汇流条焊接平台上。
通过将端部汇流条供料装置设置成第二汇流条牵引装置、第二汇流条裁切装置和第二汇流条搬运装置,端部汇流条供料装置实现了端部汇流条的裁切成型及上料的连续自动化处理。
在一些实施例中,汇流条供料装置设置为两组,两组汇流条供料装置设置在汇流条焊接平台的相对的两侧,其中:第一组汇流条供料装置中的端部汇流条供料装置将端部汇流条铺设至汇流条焊接平台上,使得端部汇流条与第一电池串组的头部焊带叠合;第二组汇流条供料装置中的端部汇流条供料装置将端部汇流条铺设至汇流条焊接平台上,使得端部汇流条与第二电池串组的尾部焊带叠合;第一组汇流条供料装置中的中间汇流条供料装置和第二组汇流条供料装置中的中间汇流条供料装置交替地将中间汇流条铺设至汇流条焊接平台上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合。
通过设置两组汇流条供料装置,实现了对端部汇流条的并行供料及对中间汇流条的交替供料,从而显著提升了汇流条的供料效率。
在一些实施例中,电池串规整焊接平台包括沿第一水平方向并排设置的第一电池串规整焊接平台和第二电池串规整焊接平台,第一电池串规整焊接平台、第二电池串规整焊接平台均包括若干沿垂直于第一水平方向的第二水平方向并行排列的规整机台,每个规整机台用于承载一串电池串,第一电池串组被铺设于第一电池串规整焊接平台上,第二电池串组被铺设于第二电池串规整焊接平台上。汇流条焊接平台包括第一端汇流条焊接平台、第二端汇流条焊接平台、中间汇流条焊接平台,其中:第一端汇流条焊接平台位于第一电池串规整焊接平台的外侧,第二端汇流条焊接平台位于第二电池串规整焊接平台的外侧,中间汇流条焊接平台位于第一电池串规整焊接平台和第二电池串规整焊接平台之间,端部汇流条被铺设于第一端汇流条焊接平台或第二端汇流条焊接平台上,中间汇流条被铺设于中间汇流条焊接平台上。
通过将电池串规整焊接平台设置为并排的第一电池串规整焊接平台和第二电池串规整焊接平台,并将汇流条焊接平台设置为第一端汇流条焊接平台、第二端汇流条焊接平台及中间汇流条焊接平台,本发明能够同步地将中间汇流条及端部汇流条焊接至电池串组,从而提升汇流条焊接效率。
在一些实施例中,第一电池串规整焊接平台及第二电池串规整焊接平台均包括沿第二水平方向延伸的第一导轨,第一电池串规整焊接平台及第二电池串规整焊接平台的规整机台均滑动连接在对应的第一导轨上并能沿第一导轨在第二水平方向上平移。规整机台包括调整机构及电池串承载板,其中:电池串承载板连接在调整机构的驱动端上,调整机构用于驱动电池串承载板在第一水平方向上平移,以及驱动电池串承载板在水平方向上转动。
控制电池串调整机台沿第一导轨移动,可实现对电池串在第二水平方向的位置调节。通过调整机构和电池串承载板的配合,则能实现对电池串在第一水平方向上的位置调节及电池串在水平方向上的角度调节。可见,本发明中的电池串规整焊接平台实现了对电池串组的位置及角度的自动调整,从而保证电池串组被调整至预定位置。
在一些实施例中,调整机构包括第一安装板、第二安装板及旋转驱动机构,其中:第一安装板滑动连接在第一导轨上,第一安装板上设置有沿第一水平方向延伸的第二导轨;第二安装板滑动连接在第二导轨上并能沿第二导轨在第一水平方向上平移;旋转驱动机构设置在第二安装板上,电池串承载板连接在旋转驱动机构的驱动端上,旋转驱动机构用于驱动电池串承载板在水平方向上转动。
通过第一安装板、第二安装板及旋转驱动机构的配合,调整机构实现了电池串在第一水平方向上的位置调节及电池串在水平方向上的角度调节。
在一些实施例中,电池串供料装置包括电池串规整上料装置和电池串上料搬运装置,其中,电池串规整上料装置用于将承载有待焊接的电池串的玻璃板调节至预定的上料位置,电池串上料搬运装置用于从上料位置处的玻璃板上拾取待焊接的电池串并将拾取的电池串铺设至电池串规整焊接平台上;电池串下料装置包括电池串规整下料装置和电池串下料搬运装置,其中,电池串规整下料装置用于将玻璃板调节至预定的下料位置,电池串下料搬运装置用于从电池串规整焊接平台上拾取完成焊接的电池串组并将拾取的电池串组搬运至下料位置处的玻璃板上。汇流条焊接设备还包括玻璃板流转装置,玻璃板流转装置设置在电池串规整上料装置和电池串规整下料装置之间,玻璃板流转装置用于将位于电池串规整上料装置上的被电池串上料搬运装置搬空的玻璃板转运至电池串规整下料装置上。
通过电池串规整上料装置和电池串上料搬运装置的配合,本发明中的电池串供料装置能够高效地将待焊接的电池串铺设至电池串规整焊接平台上以形成电池串组。通过电池串规整下料装置和电池串下料搬运装置的配合,本发明的电池串下料装置能够高效地将完成焊接的电池串组从电池串规整焊接平台上下料。而通过设置玻璃板流转装置,能够实现将电池串规整上料装置上被搬空的玻璃板转运至电池串规整下料装置上,以使用该玻璃板承接电池串下料搬运装置从电池串规整焊接平台上拾取的完成焊接的电池串组。
在一些实施例中,电池串规整上料装置和电池串规整下料装置均包括固定支架、升降支架、输送机构及阻挡限位机构,其中:输送机构设置在升降支架上,输送机构被配置驱动玻璃板平移;升降支架设置在固定支架上,升降支架被配置在竖直方向上升降以带动输送机构上的玻璃板同步升降;阻挡限位机构设置在升降支架上并位于输送机构的输送路径上,阻挡限位机构被配置为实现对玻璃板的阻挡限位。
通过对电池串规整上料装置和电池串规整下料装置进行设置,电池串规整上料装置、电池串规整下料装置能够将其上的玻璃板调整至预定的上料位置、下料位置,并能够完成玻璃板在竖直方向的高度调节,从而方便电池串上料搬运装置的上料及电池串下料搬运装置的下料。
本发明另一方面提供了一种汇流条焊接方法,其包括:
电池串供料装置将待焊接的电池串铺设至电池串规整焊接平台上,以形成第一电池串组和第二电池串组;
电池串规整焊接平台将第一电池串组、第二电池串组调整至预定的焊接位置;
汇流条供料装置中的中间汇流条供料装置提供折弯的中间汇流条并将中间汇流条铺设至汇流条焊接平台上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合,汇流条供料装置中的端部汇流条供料装置提供端部汇流条并将端部汇流条铺设至汇流条焊接平台上,使得端部汇流条与第一电池串组的头部焊带或第二电池串组的尾部焊带叠合;汇流条焊接装置将中间汇流条与第一电池串组的尾部焊带和第二电池串组的头部焊带焊接在一起,以及将端部汇流条焊接至第一电池串组的头部焊带上或第二电池串组的尾部焊带上;电池串下料装置将完成焊接的电池串组从电池串规整焊接平台上下料。
本发明的汇流条焊接方法能够将待焊接的电池串、汇流条自动上料至焊接平台上并完成汇流条的自动焊接,以及将焊接完的电池串组从焊接平台上自动下料。特别的,通过电池串规整焊接平台的规整,本发明能够完成对电池串组内的各电池串的位置的自动调整,从而进一步提升了汇流条焊接效率及焊接质量。
附图说明
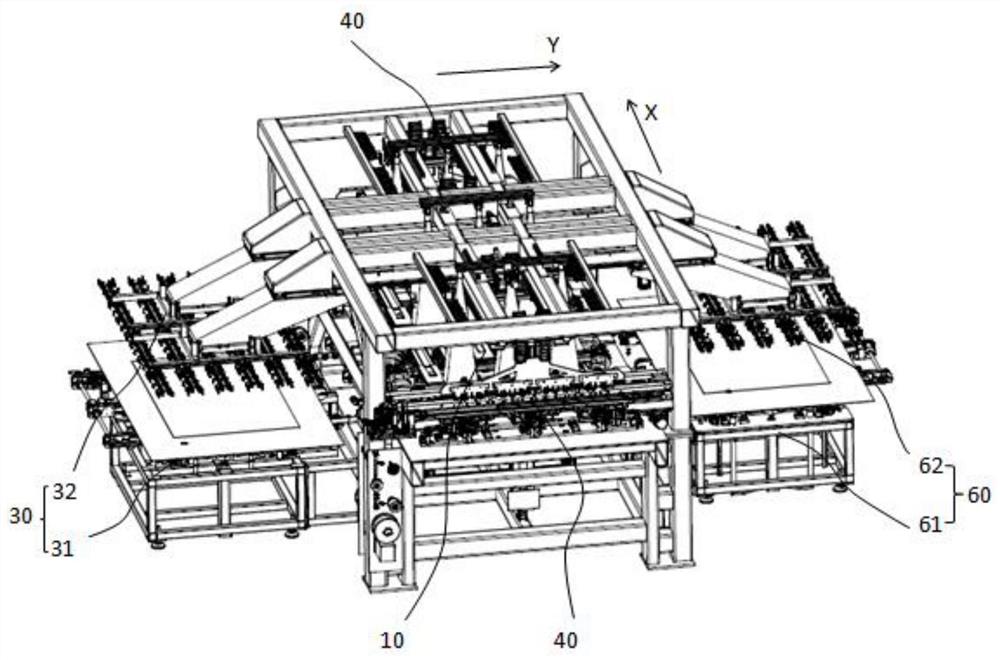
图1为本发明提供的汇流条焊接设备在第一个视角下的结构示意图;
图2为本发明提供的汇流条焊接设备在第二个视角下的结构示意图;
图3为本发明提供的汇流条焊接设备在第三个视角下的结构示意图;
图4为本发明提供的汇流条焊接设备在省去电池串供料装置、电池串下料装置等组件后在第一个视角下的结构示意图;
图5为本发明提供的汇流条焊接设备在省去电池串供料装置、电池串下料装置等组件后在第二个视角下的结构示意图;
图6为本发明提供的汇流条焊接设备在省去电池串供料装置、电池串下料装置等组件后在第三个视角下的结构示意图;
图7为本发明中的电池串规整焊接平台和汇流条焊接平台在一些实施例中的结构示意图;
图8为本发明中的电池串规整上料装置在一些实施例中的结构示意图;
图9为本发明中的电池串规整焊接平台在一些实施例中的结构示意图;
图10为本发明中的第一电池串规整焊接平台在一些实施例中的结构示意图;
图11为本发明中的规整机台在一些实施例中的结构示意图;
图12为本发明中的汇流条折弯装置在一些实施例中的结构示意图;
图13为本发明中的第一折弯机构在一些实施例中的结构示意图;
图14为本发明一个实施例中提供的中间汇流条与电池串组焊接后的示意图;
图1至图14中包括:
电池串规整焊接平台10、第一电池串规整焊接平台11、第二电池串规整焊接平台12、第一导轨111、规整机台112、电池串承载板1121、第一安装板1122、第二安装板1123、旋转驱动机构1124;
汇流条焊接平台20、第一端汇流条焊接平台21、第二端汇流条焊接平台22、中间汇流条焊接平台23;
电池串供料装置30、电池串规整上料装置31、电池串上料搬运装置32、固定支架311、升降支架312、输送机构313、阻挡限位机构314;
汇流条供料装置40、汇流条折弯装置41、汇流条中转平台42、汇流条抓手43、机架411、第一折弯机构412、第二折弯机构413、第三折弯机构414、承载台4121、压紧件4122、折弯件4123;
汇流条焊接装置50、第一端汇流条焊接装置51、第二端汇流条焊接装置52、中间汇流条焊接装置53;
电池串下料装置60、电池串规整下料装置61、电池串下料搬运装置62。
具体实施方案
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
在一些汇流条焊接实例中,待焊接的电池串组中的各电池串由预定数量的经过掰断的半片电池片串焊形成,这些电池串的长度仅为标准电池串(由预定数量的整片电池串焊形成)的一半。因此,为了保证焊接完汇流条的电池串组件的整体长度满足预定要求,在后道的汇流条焊接过程中,需要使用中间汇流条将两组待焊接的电池串组首尾相连形成具有预定长度的标准电池串组,并在标准电池串组的头部、尾部分别焊接端部汇流条。
在焊接汇流条之前,需要将两组电池串组内的各电池串调节至预定的焊接位置。现有技术中的汇流条焊接设备无法实现对电池串组的位置调整,因此必须通过人工将预定数量的待焊接的电池串铺设在焊接机台上以形成电池串组,并将电池串组调整至预定的焊接位置。
鉴于此,本发明提供了一种汇流条焊接设备,其能够将待焊接的电池串、汇流条自动上料至焊接平台上并完成汇流条的自动焊接,以及将焊接完的电池串组从焊接平台上自动下料。特别的,本发明能够完成对电池串组内的各电池串的位置的自动调整,从而提升了汇流条焊接效率及焊接质量。
如图1至图7所示,本发明提供的汇流条焊接设备包括电池串规整焊接平台10、汇流条焊接平台20、电池串供料装置30、汇流条供料装置40、汇流条焊接装置50及电池串下料装置60。其中:
电池串供料装置30用于将待焊接的电池串铺设至电池串规整焊接平台10上以形成第一电池串组和第二电池串组;
电池串规整焊接平台10用于将承载的第一电池串组及第二电池串组调整至预定的焊接位置。
汇流条供料装置40包括中间汇流条供料装置和端部汇流条供料装置,中间汇流条供料装置用于提供折弯的中间汇流条并将中间汇流条铺设至汇流条焊接平台20上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合,端部汇流条供料装置用于提供端部汇流条并将端部汇流条铺设至汇流条焊接平台20上,使得端部汇流条与第一电池串组的头部焊带或第二电池串组的尾部焊带叠合。
汇流条焊接装置50用于将中间汇流条与第一电池串组的尾部焊带和第二电池串组的头部焊带焊接在一起,以及将端部汇流条焊接至第一电池串组的头部焊带上或第二电池串组的尾部焊带上;
电池串下料装置60用于将完成焊接的电池串组从电池串规整焊接平台上下料。
可见,通过电池串规整焊接平台10、汇流条焊接平台20、电池串供料装置30、汇流条供料装置40、汇流条焊接装置50及电池串下料装置60的配合,本发明能够将待焊接的电池串、汇流条自动上料至对应的焊接平台上并完成汇流条的自动焊接,以及将焊接完的电池串组从焊接平台上自动下料。特别的,通过电池串规整焊接平台20的规整,本发明能够完成对两组电池串组内的各电池串的位置的自动调整,从而进一步提升了汇流条焊接效率及焊接质量。
为了是实现对第一电池串组和第二电池串组的焊接,中间汇流条需要被折弯。举例来说,如图14所示,在将第一电池串组和第二电池串组焊接时,需要采用四根中间汇流条,分别为第一汇流条h1、第二汇流条h2、第三汇流条h3和第四汇流条h4,其中:第一汇流条h1用于焊接电池串a1和电池串b1,第二汇流条h2用于焊接电池串a2和电池串b2,以及用于焊接电池串a3和电池串b3,第三汇流条h3用于焊接电池串a4和电池串b4,以及用于焊接电池串a5和电池串b5,第四汇流条h4用于焊接电池串a6和电池串b6。第一汇流条h1靠近第二汇流条h2的端部需要接引线x1,因此需要被向上折弯,经弯折后的第一汇流条h1大致呈L型。第二汇流条h2和第三汇流条h3的两个端部均需要接接线盒JX,因此也均需要被向上折弯,经弯折后的第二汇流条h2和第三汇流条h3大致呈U型。第四汇流条h4靠近第三汇流条h3的端部需要接引线x2,因此也需要被向上折弯,经弯折后的第四汇流条h4大致呈L型。第一汇流条h1和第二汇流条h2相互靠近的端部可以接同一个引线x1,第二汇流条h2和第三汇流条h3相互靠近的端部可以接同一个接线盒JX,第三汇流条h3和第四汇流条h4相互靠近的端部可以接同一个引线x2。
为了实现中间汇流条的制作、供料,可选的,如图4所示,中间汇流条供料装置包括第一汇流条牵引装置,第一汇流条裁切装置、汇流条折弯装置41、汇流条中转平台42、第一汇流条搬运装置及汇流条抓手43,其中:第一汇流条牵引装置用于从汇流条存储装置中牵引出汇流条,第一汇流条裁切装置对第一汇流条牵引装置牵引出的汇流条进行裁切,汇流条折弯装置41对裁切下的汇流条进行折弯得到中间汇流条,第一汇流条搬运装置用于将中间汇流条搬运至汇流条中转平台42上,汇流条抓手43用于从汇流条中转平台42上抓取中间汇流条并将中间汇流条铺设至汇流条焊接平台20上。
可见,通过将中间汇流条供料装置设置成第一汇流条牵引装置,第一汇流条裁切装置、汇流条折弯装置41、汇流条中转平台42、第一汇流条搬运装置及汇流条抓手43,中间汇流条供料装置实现了中间汇流条的裁切、折弯成型及上料的连续自动化处理。
如本领域技术人员所了解的,针对不同的焊接实施例,所需的中间汇流条的长度并不相同。为了实现对不同长度的汇流条的折弯以产生相应长度的中间汇流条,可选的,如图12和图13所示,汇流条折弯装置41包括有三个折弯机构,第一折弯机构用于折弯第一汇流条h1和第二汇流条h2相互靠近的端部,第二折弯机构用于折弯第三汇流条h3和第四汇流条h4相互靠近的端部,第三折弯机构用于折弯第二汇流条h2和第三汇流条h3相互靠近的端部。具体的,汇流条折弯装置41包括机架411、第一折弯机构412、第二折弯机构413及第三折弯机构414,其中:机架411上设置有滑轨;第一折弯机构412和第二折弯机构413经滑轨滑动连接在机架411上,第三折弯机构414连接在机架411上并位于第一折弯机构412和第二折弯机构413之间。
可选的,三个折弯机构的结构相同,以第一折弯机构412为例,其包括承载台4121、压紧件4122及折弯件4123,其中:承载台4121用于承载汇流条,压紧件4123用于压紧承载台4121上的汇流条,折弯件4123用于将承载台4121上的汇流条向上折弯。
汇流条折弯装置41在一个实施例中的工作过程如下:
调整:根据第二汇流条h2、第三汇流条h3的长度,调整好第一折弯机构412和第二折弯机构413的位置并将第一折弯机构412和第二折弯机构413固定至导轨上。
上料:将第一汇流条h1的尾部置于第一折弯机构412的承载台4121上;将第二汇流条h2的头部置于第一折弯机构412的承载台4121上,将第二汇流条h2的尾部置于第三折弯机构414的承载台4121上;将第三汇流条h3的头部置于第三折弯机构414的承载台4121上,将第三汇流条h3的尾部置于第二折弯机构413的承载台4121上;将第四汇流条h4的头部置于第二折弯机构413的承载台4121上。
压紧:控制第一折弯机构412的压紧件4122压紧第一汇流条h1的尾部及第二汇流条h2的头部。控制第三折弯机构414的压紧件4122压紧第二汇流条h2的尾部及第三汇流条h3的头部。控制第二折弯机构413的压紧件4122压紧第三汇流条h3的尾部及第四汇流条h4的头部。
折弯:控制第一折弯机构412、第二折弯机构413及第三折弯机构414的折弯件4123同步向上移动。在此过程中,第一汇流条h1的尾部及第二汇流条h2的头部被第一折弯机构412的折弯件4123向上折弯。第二汇流条h2的尾部及第三汇流条h3的头部被第三折弯机构414的压紧件4122向上折弯。第三汇流条h3的尾部及第四汇流条h4的头部被第二折弯机构413的压紧件4122向上折弯。折弯操作后的第一汇流条h1、第四汇流条h4大致呈L型;折弯操作后的第二汇流条h2、第三汇流条h3大致呈U型。
可见,通过第一折弯机构412、第二折弯机构413及第三折弯机构414的配合,汇流条折弯装置41能够实行对四条汇流条的同步弯折,特别的,通过调节第一折弯机构412、第二折弯机构413的位置,本发明能够实现对不同长度的第二汇流条h2、第三汇流条h3的弯折操作。
与中间汇流条不同,端部汇流条无需弯折,可选的,端部汇流条供料装置包括第二汇流条牵引装置、第二汇流条裁切装置、第二汇流条搬运装置,其中:第二汇流条牵引装置用于从汇流条存储装置内牵引出汇流条,第二汇流条裁切装置对第二汇流条牵引装置牵引出的汇流条进行裁切得到端部汇流条,第二汇流条搬运装置用于将端部汇流条铺设至汇流条焊接平台上。可见,通过将端部汇流条供料装置设置成第二汇流条牵引装置、第二汇流条裁切装置和第二汇流条搬运装置,端部汇流条供料装置实现了端部汇流条的裁切成型及上料的连续自动化处理。
为了节省设备空间,降低设备成本,可选的,第二汇流条搬运装置和第一汇流条搬运装置可以设置为同一搬运装置44,该搬运装置44交替地将将端部汇流条搬运至第一端汇流条焊接平台/第二端汇流条焊接平台和中转平台42上。
可选的,为了提升汇流条的上料效率,汇流条供料装置设置为两组,两组汇流条供料装置40分设在汇流条焊接平台20的相对的两侧,其中:第一组汇流条供料装置40中的端部汇流条供料装置将端部汇流条铺设至汇流条焊接平台20上,使得端部汇流条与第一电池串组的头部焊带叠合。同步的,第二组汇流条供料装置40中的端部汇流条供料装置将端部汇流条铺设至汇流条焊接平台20上,使得端部汇流条与第二电池串组的尾部焊带叠合,第一组汇流条供料装置40中的中间汇流条供料装置和第二组汇流条供料装置40中的中间汇流条供料装置则交替地将中间汇流条铺设至汇流条焊接平台20上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合。
为了实现对第一电池串组和第二组电池串组的规整及汇流条焊接,可选的,如图4至图6、图7及图9至图10所示的,电池串规整焊接平台10包括沿第一水平方向(如图中的X轴方向)并排设置的第一电池串规整焊接平台11和第二电池串规整焊接平台12。第一电池串规整焊接平台11、第二电池串规整焊接平台12均包括若干沿垂直于第一水平方向的第二水平方向(如图中的Y轴方向)并行排列的规整机台112,每个规整机台112用于承载一串电池串。第一电池串组被铺设于第一电池串规整焊接平台11上,第二电池串组被铺设于第二电池串规整焊接平台12上。
对应的,为了实现对端部汇流条、中间汇流条的支撑及焊接,如图7所示,汇流条焊接平台20包括第一端汇流条焊接平台21、第二端汇流条焊接平台22、中间汇流条焊接平台23,其中:第一端汇流条焊接平台21位于第一电池串规整焊接平台11的外侧,第二端汇流条焊接平台22位于第二电池串规整焊接平台12的外侧,中间汇流条焊接平台23位于第一电池串规整焊接平台11和第二电池串规整焊接平台12之间。
在一些可选实施例中,第一组汇流条供料装置40的端部汇流条供料装置将端部汇流条铺设至第一端汇流条焊接平台21上,使得该端部汇流条与承载于第一端汇流条焊接平台21上的第一电池串组的头部焊带叠合。同步的,第二组汇流条供料装置40将端部汇流条铺设至第二端汇流条焊接平台22上,使得该端部汇流条与承载于第二端汇流条焊接平台22上的第二电池串组的尾部焊带叠合。中间汇流条焊接平台23被设置为可升降,第一组汇流条供料装置40和第二组汇流条供料装置40交替地将中间汇流条铺设至中间汇流条焊接平台23上,中间汇流条焊接平台23向上顶升从而使得中间汇流条与第一电池串组的尾部焊带、第二电池串组的头部焊带叠合。
为了实现对两端的端部汇流条及中间汇流条的同步焊接,提升焊接效率,可选的,如图4至图6所示的,汇流条焊接装置50包括第一端汇流条焊接装置51、第二端汇流条焊接装置52及中间汇流条焊接装置53,其中:第一端汇流条焊接装置51用于将第一端汇流条焊接平台21上的端部汇流条焊接至第一电池串组的头部焊带上。第二端汇流条焊接装置52用于将第二端汇流条焊接平台22上的端部汇流条焊接至第二电池串组的尾部焊带上。中间汇流条焊接装置53用于将中间汇流条焊接平台23上的中间汇流条焊接至第一电池串组的尾部焊带和第二电池串组的头部焊带上。
可见,通过将电池串规整焊接平台10设置为并排的第一电池串规整焊接平台11和第二电池串规整焊接平台12,将汇流条焊接平台20设置为第一端汇流条焊接平台21、第二端汇流条焊接平台22及中间汇流条焊接平台23,以及将汇流条焊接装置50设置为第一端汇流条焊接装置51、第二端汇流条焊接装置52及中间汇流条焊接装置53,本发明的汇流条焊接设备能够同步地将中间汇流条及端部汇流条焊接至电池串组上,从而提升汇流条焊接效率。
如图9和图10所示,可选的,第一电池串规整焊接平台11及第二电池串规整焊接平台12均包括沿第二水平方向延伸的第一导轨111,第一电池串规整焊接平台11及第二电池串规整焊接平台12的规整机台112均滑动连接在对应的第一导轨111上并能沿第一导轨111在第二水平方向上平移。
如图11所示,可选的,规整机台112包括调整机构及电池串承载板1121,其中:电池串承载板1121连接在调整机构的驱动端上,调整机构用于驱动电池串承载板1121在第一水平方向上平移,以及驱动电池串承载板1121在水平方向上转动。可选的,调整机构包括第一安装板1122、第二安装板1123及旋转驱动机构1124,其中:第一安装板1122滑动连接在第一导轨111上,第一安装板1122上设置有沿第一水平方向延伸的第二导轨。第二安装板1123滑动连接在第二导轨上并能沿第二导轨在第一水平方向上平移。旋转驱动机构1124设置在第二安装板1123上,电池串承载板1121连接在旋转驱动机构1124的驱动端上,旋转驱动机构1124用于驱动电池串承载板1121在水平方向上转动。
继续参考图1至图3所示,电池串供料装置30包括电池串规整上料装置31和电池串上料搬运装置32,其中,电池串规整上料装置31用于将承载有待焊接的电池串的玻璃板调节至预定的上料位置,电池串上料搬运装置32用于从上料位置处的玻璃板上拾取待焊接的电池串并将拾取的电池串铺设至电池串规整焊接平台10上。
待焊接的电池串被放置在玻璃板上,电池串规整上料装置31将玻璃板输送至预定的上料位置处,并将玻璃板升降至预定的高度,从而使得电池串上料搬运装置32能够方便、快捷地从玻璃板上拾取待焊接的电池串并将电池串搬运至电池串规整焊接平台10。
同理,电池串下料装置60包括电池串规整下料装置61和电池串下料搬运装置62,其中,电池串规整下料装置61用于将玻璃板调节至预定的下料位置,电池串下料搬运装置62用于从电池串规整焊接平台10上拾取完成焊接的电池串组并将拾取的电池串组搬运至下料位置处的玻璃板上。
可选的,电池串规整上料装置31和电池串规整下料装置61的结构相同,因此,本说明书仅对电池串规整上料装置31的结构进行描述。如图8所示,电池串规整上料装置31包括固定支架311、升降支架312、输送机构313及阻挡限位机314构,其中:输送机构313设置在升降支架312上,输送机构313被配置驱动玻璃板平移。升降支架312设置在固定支架312上,升降支架312被配置在竖直方向上升降以带动输送机构313上的玻璃板同步升降。阻挡限位机构314设置在升降支架312上并位于输送机构313的输送路径上,阻挡限位机构314被配置为实现对玻璃板的阻挡限位。
可见,通过输送机构313、阻挡限位机构314和升降支架312的配合,电池串规整上料装置31能够实现对承载有电池串的玻璃板的在水平方向上的位置及竖直方向上的高度的调整,从而使得电池串上料搬运装置32能够便捷地从玻璃板上拾取待焊接的电池串并将拾取的电池串铺设至电池串规整焊接平台10上。
可选的,输送机构313包括若干安装在升降支架312上的输送皮带,承载有电池串的玻璃板支撑在由这些输送皮带构成的承载面上,并在这些输送皮带的带动下平移。图8实施例中,共设置有三根输送皮带。阻挡限位机构314设置为两组,两组阻挡限位机构314均设置在相邻的两根输送皮带之间,当承载有电池串的玻璃板被输送机构313输送至上料位置时,两组阻挡限位机构314同步向上伸出输送皮带,从而实现对玻璃板的阻挡定位。
可选的,本发明的汇流条焊接设备还包括玻璃板流转装置(未图示),该玻璃板流转装置设置在电池串规整上料装置31和电池串规整下料装置61之间,其用于:将位于电池串规整上料装置31上的被电池串上料搬运装置32搬空的玻璃板转运至电池串规整下料装置61上,以使用该玻璃板承接电池串下料搬运装置62从电池串规整焊接平台10上拾取的完成焊接的电池串组。
本发明还提供了一种汇流条焊接方法,其包括:
电池串供料装置30将待焊接的电池串铺设至电池串规整焊接平台10上,以形成第一电池串组和第二电池串组。
电池串规整焊接平台10将第一电池串组、第二电池串组调整至预定的焊接位置。
汇流条供料装置40中的中间汇流条供料装置提供折弯的中间汇流条并将中间汇流条铺设至汇流条焊接平台20上,使得中间汇流条的两端分别与第一电池串组的尾部焊带和第二电池串组的头部焊带叠合,汇流条供料装置40中的端部汇流条供料装置提供端部汇流条并将端部汇流条铺设至汇流条焊接平台20上,使得端部汇流条与第一电池串组的头部焊带或第二电池串组的尾部焊带叠合;汇流条焊接装置50将中间汇流条与第一电池串组的尾部焊带和第二电池串组的头部焊带焊接在一起,以及将端部汇流条焊接至第一电池串组的头部焊带上或第二电池串组的尾部焊带上;电池串下料装置60将完成焊接的电池串组从电池串规整焊接平台上下料。
上文对本发明进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本发明的真实精神和范围的前提下做出所有改变都应该属于本发明的保护范围。本发明所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
- 一种汇流条焊接设备及汇流条焊接方法
- 一种汇流条焊接装置和汇流条焊接设备