一体成型鞋底及其制作工艺
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及一体成型鞋底及其制作工艺。
背景技术
运动鞋或者休闲鞋的鞋底通常包括中底和复合在中底上的大底,传统大底与中底的连接方式一般采用贴合,贴合方法流程较长,人工成本较高,另外大底脱落的风险也相对较大。
鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
发明内容
本发明的目的在于提供一种结构更加稳定的一体成型鞋底,本发明的另一目的在于提出一体成型鞋底的制作工艺,其能够降低人工成本、丰富大底的造型、增强大底的稳定性。
为了达到上述目的,本发明采用这样的技术方案:
一体成型鞋底,包括鞋底本体,鞋底本体包括中底和大底,中底具有上表面、下表面以及形成在上表面与下表面之间的侧壁,大底一体成型在中底上,大底具有复合在中底的下表面的支撑部和复合在中底的侧壁上的边墙部。
作为本发明的一种优选方式,所述中底的侧壁包括第一连接壁和第二连接壁,第一连接壁的上端与所述中底的上表面连接,第一连接壁的下端与第二连接壁的上端连接,第二连接壁的下端与所述中底的下表面连接,第一连接壁与第二连接壁之间的夹角小于180°。
作为本发明的一种优选方式,所述第一连接壁上设有卡槽,所述边墙部靠近所述中底的侧壁的一侧设有卡接部,卡接部嵌设在卡槽中。
作为本发明的一种优选方式,所述边墙部环绕所述中底的侧壁设置,所述中底的硬度为邵氏硬度38C至42C,所述大底的硬度为邵氏硬度43C至47C,所述边墙部的厚度在1mm至1.5mm。
作为本发明的一种优选方式,所述大底为PU大底,所述中底为PU中底或者EVA中底,所述大底为透明或者半透明大底,所述中底为彩色中底。
作为本发明的一种优选方式,所述中底的上表面设有多个定位孔,定位孔为从所述中底的上表面向下表面延伸的盲孔,所述中底的上表面的周沿还设有环形槽。
一体成型鞋底的制作工艺,鞋底包括鞋底本体,鞋底本体包括中底和大底,中底具有上表面、下表面以及形成在上表面与下表面之间的侧壁,大底一体成型在中底上,大底具有复合在中底的下表面的支撑部和复合在中底的侧壁上的边墙部,鞋底采用如下制作工艺:
将中底放置在模具中并进行固定,向模具中灌注大底原料,并使大底原料一体成型在中底的下表面和侧壁上。
作为本发明的一种优选方式,所述模具包括模具本体,模具本体包括相互配合的下模和上模,下模上设有型腔,上模的下表面设有与中底形状对应的模块,上模中对应模块设有与抽气装置连接的抽气腔室,模块的下表面设有用于吸附中底的吸附孔,吸附孔与抽气腔室连通,通过抽气装置使抽气腔室形成负压,从而将中底吸附在模块的下表面,上模盖合在下模后,模块伸入型腔并与型腔围成用于注入大底物料的成型腔室,模具本体上设有与成型腔室连通的注料口。
作为本发明的一种优选方式,所述模块的下表面设有多个与所述中底配合的定位柱,所述模块的下表面还设有与所述中底配合的环形定位凸缘,所述中底的上表面对应所述定位柱设有定位孔,所述中底的上表面对应所述环形定位凸缘设有环形槽。
作为本发明的一种优选方式,所述大底原料为PU料,温度为40摄氏度,所述模具的温度为60摄氏度。
采用本发明的技术方案后,大底具有支撑部和边墙部,支撑部和边墙部分别一体成型在中底的下表面和侧壁,大底对中底能够进行无缝立体包裹,鞋底整体性更强,稳定性更好。本发明的制作工艺,通过灌注大底,并使得大底一体成型在中底上,能够减少人工贴合流程,同时大底能够进行各种造型设计。
附图说明
图1为本发明上模仁配合模块的结构示意图。
图2为本发明上模仁配合模块的另一角度的结构示意图。
图3为本发明中盖板的结构示意图。
图4为本发明中中框的结构示意图。
图5为本发明中下模的结构示意图。
图6为本发明中底的结构示意图。
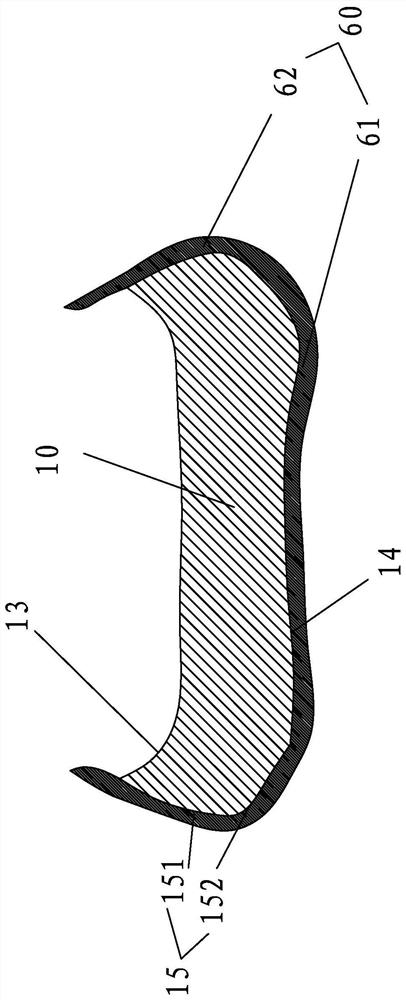
图7为本发明中底配合大底第一种实施方式的结构示意图。
图8为本发明中底配合大底第二种实施方式的结构示意图。
图中:
中底10 定位孔11
环形槽12 中底的上表面13
中底的下表面14 侧壁15
第一连接壁151 第二连接壁152
卡槽16
盖板21 模仁22
注料口23 出料口24
密封圈25
模块30 吸附孔31
定位柱32 环形定位凸缘33
抽气腔室34
下模40 型腔41
凹槽42 中框50
导向孔51 大底60
支撑部61 边墙部62
卡接部63
具体实施方式
为了进一步解释本发明的技术方案,下面结合实施例进行详细阐述。
参照图1至图8,一体成型鞋底,包括鞋底本体,鞋底本体包括中底10和大底60,中底10具有上表面、下表面以及形成在上表面与下表面之间的侧壁15,大底60一体成型在中底10上,大底60具有复合在中底的下表面14的支撑部61和复合在中底10的侧壁15上的边墙部62,在实施例中,支撑部61和边墙部62围成上端开口的槽体结构,通过一体成型的方式,能够使得大底60依照中底10的侧壁15的走向无缝包裹在中底10的侧壁15上。
作为本发明的一种优选方式,所述中底10的侧壁15包括第一连接壁151和第二连接壁152,第一连接壁151的上端与所述中底的上表面13连接,第一连接壁151的下端与第二连接壁152的上端连接,第二连接壁152的下端与所述中底的下表面14连接,第一连接壁151与第二连接壁152之间的夹角小于180°,第一连接壁151和第二连接壁152的夹角例如可以为120°,第一连接壁151和第二连接壁152的连接部位离鞋底本体的中部(鞋底在左右方向的中部)最远,采用这种包裹结构,形成倒扣结构,第一连接壁151可以限制边墙部62下滑,整个边墙部62的包覆性更强。
作为本发明的一种优选方式,所述第一连接壁151上设有卡槽16,卡槽16向鞋底的中部方向(鞋底在左右方向的中部)凹陷,所述边墙部62靠近所述中底10的侧壁15的一侧设有卡接部63,卡接部63嵌设在卡槽16中,卡槽16和卡接部63的设置可以使得边墙部62更好地搭接在中底10的侧壁15上。
作为本发明的一种优选方式,所述中底10硬度小于所述大底60的硬度,中底10较为柔软,触感较为舒适,大底60硬度较大,能够提升支撑效果,所述中底10的硬度为邵氏硬度38C至42C,所述大底60的硬度为邵氏硬度43C至47C,所述边墙部62的厚度在1mm至1.5mm。
作为本发明的一种优选方式,所述大底60为PU大底60,所述中底10为PU中底10或者EVA中底10,所述大底60为透明或者半透明大底60,所述中底10为彩色中底10。采用这种结构,虽然大底60包覆在中底10外,但中底10的颜色可以从大底60中透出来,呈现出朦胧的视觉效果,丰富中底10的款式。
本发明还提出一体成型鞋底的制作工艺,鞋底包括鞋底本体,鞋底本体包括中底10和大底60,中底10具有上表面、下表面以及形成在上表面与下表面之间的侧壁15,大底60一体成型在中底10上,大底60具有复合在中底的下表面14的支撑部61和复合在中底10的侧壁15上的边墙部62,鞋底采用如下制作工艺:
将中底10放置在模具中并进行固定,向模具中灌注大底60原料,并使大底60原料一体成型在中底的下表面14和侧壁15上。本发明采用中底10预先制作好,再放到模具中,再灌注大底原料的方式。相比于先制造好大底,再灌注中底的方式,由于大底通常较薄,相对容易形变,在模具中不容易定位,特别是大底要做边墙部时,其定位难度更大,在灌注中底过程中,大底位移的风险较大。
上述的模具为闭模灌注一体成型鞋底制作模具,其包括模具本体,模具本体包括相互配合的下模40和上模,下模40和上模的外形大体呈扁平的长方体结构,其连接方式采用制鞋模具中常用的铰接盖合方式,下模40上设有型腔41,上模的下表面设有与中底10形状对应的模块30,上模中对应模块30设有与抽气装置连接的抽气腔室34,通过抽气装置进行抽气,使得抽气腔室34形成低压或者负压状态。模块30的下表面设有用于吸附中底10的吸附孔31,吸附孔31与抽气腔室34连通。上模盖合在下模40后,模块30伸入型腔41并与型腔41围成用于注入大底60物料的成型腔室41,模具本体上设有与成型腔室41连通的注料口23,本发明模具本体还设有出料口24,出料口24可以用于排气或者使多余的物料排出。
作为本发明的一种优选方式,所述吸附孔31为多个,多个吸附孔31沿所述模块30的下表面的周沿布设,本发明还可以在模块30的其它位置设置吸附孔31,以使得中底10更加稳定地吸附在模块30上。
作为本发明的一种优选方式,所述模块30的下表面设有多个与所述中底10配合的定位柱32。作为本发明的一种优选方式,所述模块30的下表面还设有与所述中底10配合的环形定位凸缘33。作为本发明的一种优选方式,所述中底10上对应所述定位柱32设有定位孔11,所述中底10上对应所述环形定位凸缘33设有环形槽12。通过上述限位结构,中底10能够稳定地吸附在模块30上,在成型过程中不易偏移。
作为本发明的一种优选方式,所述上模包括模仁22和盖设在模仁22上的盖板21,所述抽气腔室34从模仁22的上表面贯穿至所述模块30中,盖板21与模仁22之间设有密封圈25。
作为本发明的一种优选方式,还包括设置在所述上模和所述下模40之间的中框50,中框50上设有供所述模块30穿置的导向孔51。作为本发明的一种优选方式,所述上模、所述中框50以及所述下模40通过导向孔51和导向柱配合在一起,实现三者的准确配合。
作为本发明的一种优选方式,所述型腔41的侧壁15向所述下模40的外周壁方向凹陷并形成凹槽42,凹槽42用于形成于第一连接壁151和第二连接壁152配合的边墙部62。
本发明中可以选用抗收缩性能符合灌注一体成型的流程、较轻且软弹适合穿着运动的材料,例如采用EVA材料,大底60可以选用耐磨、止滑、且成型温度不会过高的材料,例如PU材料。中底10和大底60可以采用相同材料,也可以采用不同材料。
作为本发明的一种优选方式,所述大底60原料为PU料,温度为40摄氏度,所述模具的温度为60摄氏度,抽气腔室34的压力为负0.8Pa。
本发明的产品形式并非限于本案实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
- 一体成型鞋底及其制作工艺
- 一种模内一体成型鞋底及其制作工艺