一种用于高硬度金属垫片的研磨夹具
文献发布时间:2023-06-19 10:57:17
技术领域
本发明涉及一种研磨夹具,特别是涉及一种用于高硬度金属垫片的研磨夹具。
背景技术
垫片是一种常见用于垫在两个物体之间的零件,用来让两个工件彼此接合或者隔离开来,垫片的厚度也能控制两个配合表面的距离,一些场合下想要精密的控制两个物体配合平面间的距离时,就需要确定厚度的垫片,要获得特定厚度且精度较高的垫片,就必须要给定加工方预先的要求,当需要调节垫片厚度时,就需要加工方重新加工,这种方法耗资较大,且加工周期长,效率不高。目前能精密控制研磨量的研磨工具的相关报道较少,如有一份中国发明专利申请号为201520243530.9,申请日期为2015年4月21日,发明名称为一种电磁参数测试样品厚度修整装置,但是修整装置只适用于电磁参数测试样品的厚度修整,对于硬度较大的金属垫片修整时则可能造成钢制平台的磨损,从而修整的精度受到影响,并且钢制平台受到磨损后,垫片或者样品的修整表面平面度无法得到保证。
发明内容
本发明所要解决的问题是,提供一种用于高硬度金属垫片的研磨夹具,克服现有技术的缺点,提供一种用于高硬度金属垫片的研磨夹具,可以快速精确的研磨高硬度金属垫片至特定的厚度,提高高硬度金属垫片厚度调整的精确性和工作效率。
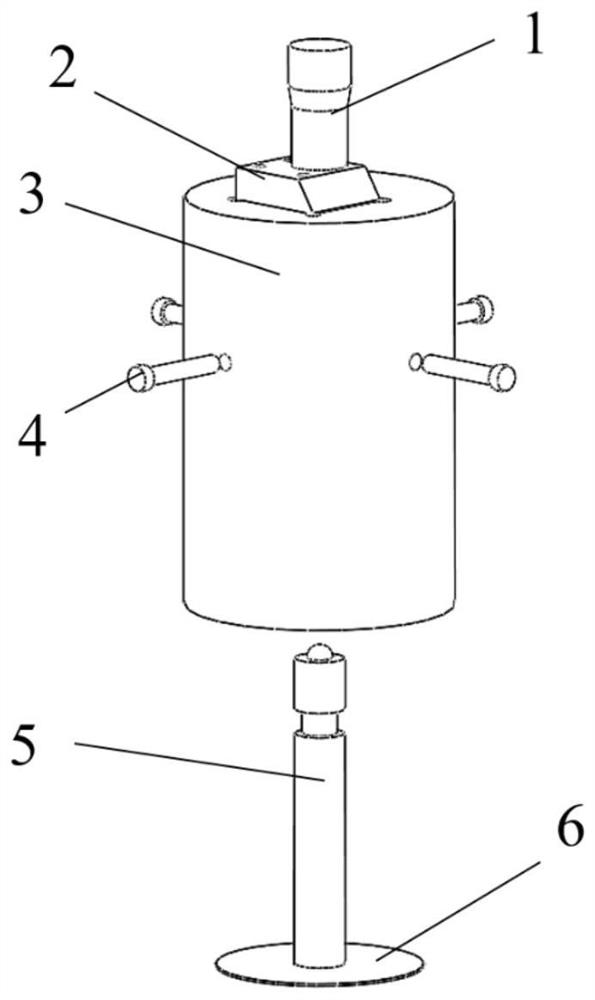
一种用于高硬度金属垫片的研磨夹具,包括微分头1、微分头固定块2、研磨基座3、延长顶杆5、宝石片6,所述微分头固定块2上设置有一垂直通孔,微分头1通过螺钉紧固的方式安装在微分头固定块2的垂直通孔内,研磨基座3上方开有一方形槽,底部开有一圆形槽,圆形槽内还开有一尺寸及外形与所要研磨的垫片尺寸及外形相配合的垫片限位槽7,垫片限位槽7的底部有一环形槽,环形槽的宽度为0.5mm~1mm,深度为1mm~2mm,上方方形槽底部设置有四个螺纹孔,螺纹孔内设置有内螺纹,上方方形槽尺寸与微分头固定块2尺寸配合,微分头固定块2安装在方形槽内通过螺钉与研磨基座3连接,宝石片6通过胶粘的方式安装在研磨基座3的底部圆形槽内,安装后宝石片下表面凸出研磨基座下表面0.1~0.2mm。研磨基座3中心位置还有一垂直通孔,研磨基座3上的通孔与微分头固定块2上的通孔同轴对齐,研磨基座3上部开有四个对称布置的螺纹孔,限位螺杆4通过螺纹孔卡在延长顶杆5的上部环形槽内,起到限制延长顶杆5移动的作用。延长顶杆5安装在研磨基座3上的通孔内,与通孔紧配合,延长顶杆3上方为一光滑半球体,与微分头1的侧头接触,延长顶杆外表面粗糙度优于0.8μm,延长顶杆5中上部位开有一环形槽,环形槽的宽度为3~6mm,所述延长顶杆5的下方与要研磨的高硬度垫片接触,研磨基座3采用不锈钢合金,所述延长顶杆5采用不锈钢合金。
所述的延长顶杆5外表面粗糙度优于0.8μm,延长顶杆5上部为一光滑半球体或圆锥体,延长顶杆5中部开有一环形槽,环形槽的宽度为3~6mm,延长顶杆5的材料采用不锈钢合金。
所述的宝石片6中心有一通孔,通孔的外形及大小与所要研磨的垫片外形及大小相匹配,安装后所述宝石片6下表面凸出研磨基座3下表面0.1~0.2mm,所述宝石片6的材料采用耐磨的蓝宝石。
所述的垫片限位槽7的开口大小和形状与所要研磨的垫片大小和形状相配合,垫片限位槽7的底部设有一环形槽,环形槽的宽度为0.5mm~1mm,深度为1mm~2mm。
本发明有三个显著特点:一是本发明中的微分头,量程为0~10mm,精度为0.01mm,它能够设定研磨垫片时每一次需要磨掉的厚度,达到垫片厚度精确可控的目的,并且操作简单方便。二是在研磨基座上粘接了耐磨的宝石片,能够研磨任何硬度小于蓝宝石的垫片,并且不会在研磨垫片时对研磨夹具造成磨损,从而提高了研磨夹具的可靠性以及适用性。三是本发明夹具结构简单,价格低,操作简单方便,适用范围广,具有良好的经济效益。
附图说明
图1一种高硬度金属垫片的研磨夹具示意图;
图2研磨基座的剖视图;
1微分头 2微分头固定块 3研磨基座 4限位螺杆 5延长顶杆
6宝石片 7垫片限位槽。
具体实施方式:
一种用于高硬度金属垫片研磨夹具,包括微分头1、微分头固定块2、研磨基座3、延长顶杆5、宝石片6,研磨基座3的高度为10mm,直径为65mm,大小方便用手持的方式进行研磨。微分头1安装在微分头固定块2的通孔中,微分头固定块2通过3个不均匀分布的螺钉连接安装在研磨基座3上表面的方形槽内,直径为8mm的延长顶杆5通过紧密配合安置于研磨基座3中心的直径为8mm的圆形通孔中,延长顶杆5的上表面为一半径为3mm的半球体,半球体上表面与微分头1下表面滑动配合,延长顶杆5的中上部分有一宽度为6mm,深度为2mm的环形槽,研磨基座3中上部分开有一螺纹孔,直径4mm的限位螺杆4穿过螺纹孔卡在延长顶杆5的环形槽内,在起始状态时卡住延长顶杆5,使之不会发生滑动。直径为50mm的蓝宝石片6使用胶粘的方式安装在研磨基座3下表面的直径为50.1mm的圆形槽内。圆形槽的深度为0.5mm,蓝宝石片6的厚度为0.6mm,蓝宝石片6的下表面凸出研磨基座3下表面0.1mm,在研磨垫片的时候宝石片6就能够保护研磨基座3不受到磨损,宝石片6中心开有一直径为12mm通孔,所要研磨的垫片为厚度1.2mm,直径12mm,材料为钨铜的圆形垫片,研磨基座3下部的垫片限位槽7的直径为12mm,深度为1.2mm,垫片限位槽7的底部有一宽度为0.5mm,深度为1mm的环形槽,用于收集研磨时所产生的碎屑,防止碎屑进入研磨基座3的中心通孔内,对通孔内壁产生磨损,所要研磨的钨铜垫片放置在垫片限位槽7内。
研磨时,先将限位螺杆4拧松,使延长顶杆5处于活动状态,然后将要研磨的垫片放置在宝石片6中心的孔中,与延长顶杆5的下表面接触,调节微分头1使垫片的下表面与宝石片6的下表面处于同一平面,然后预调节微分头1,设定步进距离为0.01mm,即控制需要研磨的厚度为0.01mm,然后研磨垫片至垫片的下表面再次与宝石片的下表面处于同一平面时,研磨结束,得到厚度为1.19mm的钨铜垫片。
- 一种用于高硬度金属垫片的研磨夹具
- 一种用于高硬度高精度的金属零件内孔外圆研磨材料