聚合物涂覆的纸和纸板
文献发布时间:2023-06-19 10:58:46
技术领域
本公开内容涉及包含聚乙烯涂层的涂覆的纸和纸板。
背景技术
经常用塑料涂覆纸和纸板,以用于将纸板的机械性质与塑料膜的阻隔和密封性质结合起来。甚至提供有相对较少量的合适塑料材料的纸板就可提供使纸板适合于许多苛刻应用所需的性质。
纸或纸板本身通常适合于干燥产品的包装。但是,未经处理的纸板与潮湿或油腻的产品直接接触的用途有限,因为水分会影响包装的机械性质,并且吸收的油脂会导致纸的污染。这些影响会损害保护功能以及包装的外观。纸和纸板的聚乙烯(PE)涂覆通常适合于水分阻隔性质很重要的包装应用。实例包括用于新鲜和冷冻食品(例如蔬菜、肉、鱼和冰淇淋)的包装。PE涂覆的纸板的一项重要应用是用于制造防水纸杯。
挤出涂覆是一种将熔融的塑料材料施加至基底(例如纸或纸板)以形成非常薄、光滑且均匀的层的方法。涂层可由挤出的塑料本身形成,或者可将熔融的塑料用作胶粘剂以将固体塑料膜层压到基底上。在挤出涂覆中使用的常见的塑料树脂包括聚乙烯(PE)、聚丙烯(PP)和聚对苯二甲酸乙二酯(PET)。
挤出涂覆可用于实现,例如,防潮,对水蒸气、氧气、香气等的阻隔性质,耐污垢或耐油脂性,热密封性,和/或赋予基底表面期望的光洁度(finish)或质地。
挤出涂覆极大地扩展了纸和纸板的应用范围。薄的塑料层赋予了对油脂和水分的抗性,并且在某些情况下还具有耐热性。塑料涂层也可用于热密封。根据应用,纸或纸板可在一侧或两侧上进行挤出涂覆。
出于环境和经济原因,通常期望保持塑料涂层尽可能薄,只要将阻隔和保护性质保持在可接受的水平即可。然而,在许多情况下,塑料涂层的厚度(或克重)的进一步降低受到粘附性和在挤出过程中的成膜稳定性的损害以及针孔的形成的限制。例如,PE典型地被挤出涂覆至15-25g/m
在纸和纸板与塑料的挤出涂覆和层压中,获得令人满意的塑料对基底的粘附性是非常重要的。塑料的粘附性主要取决于基底的表面性质以及当施加至纸板时塑料熔体的热含量。塑料涂层和纸或纸板之间的粘附性不足是一个普遍而持续的问题。
针孔是在涂覆过程期间可在塑料膜中形成的微小孔。出现针孔的主要原因包括基底表面的不规则性(例如,高表面粗糙度或松散的纤维)、不均匀的涂层分布或太低的涂层克重。
可通过对基底进行表面处理(例如用电晕放电或臭氧)来改进粘附性,但是仍然需要用于在PE的挤出涂覆中降低塑料涂层克重的改进的解决方案,同时保持良好的粘附性、热密封性和在挤出过程中的成膜稳定性。
发明内容
本公开内容的目的是降低实现足够的粘附性、热密封性和/或在挤出涂覆中的成膜稳定性所需的PE树脂的最小克重。
本公开内容的另一个目的是提供一种PE树脂涂覆的纸或纸板,所述纸或纸板允许降低的PE树脂的总克重,例如小于12g/m
本公开内容的另一个目的是提供一种制造PE树脂涂覆的纸或纸板的方法,所述纸或纸板允许降低的PE树脂的克重,例如小于12g/m
本公开内容的另一个目的是提供一种制造PE树脂涂覆的纸或纸板的方法,所述纸或纸板允许在低克重的PE树脂下的改进的在挤出过程中的成膜稳定性。
上述目的以及本领域技术人员根据本公开内容将意识到的其他目的通过本公开内容的各个方面来实现。
根据本文所示的第一方面,提供了一种包括聚合物涂层的纸或纸板,所述聚合物涂层包括:
附着至纸或纸板表面的第一涂层,所述第一涂层包含以下的共混物:
高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物,以及
低密度聚乙烯(LDPE);以及
附着至第一涂层的第二涂层,所述第二涂层基本上由低密度聚乙烯(LDPE)组成;
其中第一和第二涂层的组合克重小于12g/m
纸通常是指由木材浆或包含纤维素纤维的其他纤维状物质以薄片形式制造的材料,用于在其上书写、绘图或印刷,或用作包装材料。
纸板通常是指包含纤维素纤维的坚固、厚的纸或卡纸板(cardboard),用于箱子和其他类型的包装。根据最终用途的要求,纸板可为漂白的或未漂白的、涂覆的或未涂覆的,并且可以各种厚度生产。
如本文所使用,术语涂覆是指这样的操作,其中用组合物覆盖基底的表面以赋予基底期望的性质、光洁度或质地。涂覆可为多层涂覆,其中PE涂料树脂可以一层或多层使用。涂覆可施加至纸或纸板的一侧或两侧。
在较低克重下的PE涂层的粘附性差和针孔形成的问题在纸和纸板的涂覆中尤其明显。基于纤维的基底及其自然空隙和表面粗糙度在这里可能起重要作用。现有的防水纸杯是由具有聚烯烃层(例如密度在0.910-0.940g/cm
本发明人现已发现,使用不同PE类型的特定组合,具体地包含高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物和低密度聚乙烯(LDPE)的共混物的第一涂层,实现足够的粘附性和在纸和纸板的挤出涂覆中的成膜稳定性所需的PE的最小克重可大大降低。在许多转换操作(例如印刷和热密封)中,足够的粘附性是重要的。
本发明人已经出人意料地发现,通过具有作为粘附层的包含高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物和低密度聚乙烯(LDPE)的共混物的第一涂层以及作为顶层的基本上由低密度聚乙烯(LDPE)组成的第二涂层的本发明的涂层结构体,与用仅包含所述共混物的涂层结构体的可能的总涂层克重相比,以及进一步地与用其中层的顺序相反的类似结构体(即,所述共混物作为顶层和LDPE作为粘附层)的可能的总涂层克重相比,总涂层克重可进一步降低。这显示不仅共混物组成,而且层的顺序也影响涂覆方法和所获得的涂层。
第一涂层包含高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物和低密度聚乙烯(LDPE)的共混物。
低密度聚乙烯(LDPE)具有适合于通过挤出生产膜的流变性质。LDPE具有一些长支链和许多短支链。典型地,每个分子可具有三个长支链和30个短支链。分子量相对较低,并且具有宽的分子量分布。LDPE的熔体强度和剪切稀化性质增强了加工性。LDPE膜具有相对较低的拉伸强度,但具有良好的冲击强度。LDPE膜显示出良好的清晰度(clarity,透明度)和光泽。良好的清晰度和光泽源于相对较低的结晶度。LDPE通过高压自由基聚合工艺获得,典型地在高压釜或管式反应器中。高压釜通常产生更多的支链和更宽的分子量分布。LDPE具有宽的熔程(melting range,熔化范围),峰值熔化温度为110℃。LDPE的密度典型地在0.910至0.940g/cm
高密度聚乙烯(HDPE)具有线性结构,几乎没有支链或没有支链。HDPE典型地通过Ziegler-Natta、Phillips或Unipol工艺制备。这些工艺涉及相对较低的压力,并且由具有过渡金属的有机金属络合物催化。聚合通常在浆料中与液体(例如庚烷)一起进行,或者在气相中与催化剂一起以流化床形式进行。HDPE的密度典型地在0.930至0.970g/cm
中密度聚乙烯(MDPE)是HDPE的一种变体,其中一些短支链通过与1-烯烃(例如1-丁烯、1-己烯或1-辛烯)共聚而引入。MDPE的密度典型地在0.926至0.940g/cm
HDPE和MDPE显示出比LDPE更大的牛顿流变性,因此不太适合于挤出加工。HDPE和MDPE比LDPE具有更高的结晶度,因此具有更高的拉伸强度,尽管它们的冲击强度对于许多应用而言可为不足的。
线性低密度聚乙烯(LLDPE)是乙烯和1-烯烃(典型地1-丁烯、1-己烯或1-辛烯)的共聚物,尽管也使用了支链烯烃(例如4-甲基-1-戊烯)。这些聚合物的密度在0.918-0.940g/cm
技术人员将预期,由于LDPE在挤出涂覆过程期间的应变硬化行为,因此其将表现出最低的针孔敏感性。由于膜中的缺陷以及基于纤维的基底的不均匀性,预期该行为将保护涂层免受针孔形成的影响。出人意料地,本发明人现已发现,将HDPE、MDPE或LLDPE引入到LDPE中可显着减少针孔形成,因此使在用于纸或纸板的第一挤出涂层中所需的涂料量最低。
在一些实施方案中,除了第一涂层和第二涂层之外,聚合物涂层不包括任何其他涂层,即,聚合物涂层由第一涂层和第二涂层组成。在一些实施方案中,除了第一涂层和第二涂层之外,聚合物涂层还包括一个或多个其他涂层。
在一些实施方案中,第一涂层基本上由以下的共混物组成:
1-49重量%的高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物,以及
51-99重量%的低密度聚乙烯(LDPE)。
在一些实施方案中,第一涂层基本上由以下的共混物组成:
1-39重量%,例如1-29重量%,例如1-19重量%的高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物,以及
61-99重量%,例如71-99重量%,例如81-99重量%的低密度聚乙烯(LDPE)。
如本文所使用,措词“基本上由……组成”意指涂层由至少95重量%、优选至少98重量%的所讨论的组分组成。其余部分可为其他聚合物或添加剂。
涂料树脂的配制物可根据涂料和涂覆的纸或纸板的预期用途而有很大差异。涂料组合物可包括各种量的宽范围的成分,以改进产品的最终性能或涂料的加工。在一些实施方案中,PE涂料包含至少一种选自以下的另外的组分:不同于PE的聚合物,颜料(例TiO
在一些实施方案中,第一涂层通过挤出涂覆到纸或纸板表面上而形成。挤出涂覆的PE共混物涂层可用于促进随后施加或共挤出的聚合物涂层的粘附。挤出涂覆的PE共混物层可例如用于促进随后施加或共挤出的基本上由低密度聚乙烯(LDPE)组成的第二涂层的粘附。
在一些实施方案中,第二涂层通过挤出涂覆到第一涂层上而形成。优选地,第一和第二涂层通过共挤出涂覆同时形成。
在本发明的第一涂层中使用的PE共混物允许生产这样的涂覆的纸或纸板,所述纸或纸板具有在低总克重(例如小于12g/m
第一和第二涂层的组合克重小于12g/m
在一些实施方案中,第一涂层的克重小于5g/m
在一些实施方案中,第二涂层的克重小于10g/m
第一涂层包含高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物和低密度聚乙烯(LDPE)的共混物。HDPE的密度在0.930-0.970g/cm
在一些实施方案中,第一涂层包含MDPE和LDPE的共混物。MDPE优选包含高级α-烯烃分支,优选辛烯。
在一些实施方案中,第二涂层比第一涂层具有更低的密度。
在一些实施方案中,第二涂层是聚合物涂层的顶层。
在一些实施方案中,与具有相同总克重的LDPE涂层相比,聚合物涂层对纸或纸板表面具有更好的粘附性。
本发明的纸或纸板在密封纸或纸板产品例如防水纸杯的制造中特别有用。根据本文所示的第二方面,提供了一种包括根据本文所述的第一方面的纸或纸板的密封纸或纸板产品。在一个优选的实施方案中,产品是纸杯。
根据本文所示的第三方面,提供了制造聚乙烯(PE)涂覆的纸或纸板基底的方法,所述方法包括:
a)提供纸或纸板基底,
b)通过挤出涂覆将至少一层熔融的第一聚合物树脂施加至所述基底的表面以形成第一聚合物涂层,所述第一聚合物树脂包含以下的共混物:
高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或线性低密度聚乙烯(LLDPE)或其混合物,以及
低密度聚乙烯(LDPE),
c)通过挤出涂覆将至少一层熔融的第二聚合物树脂施加至所述第一聚合物涂层的表面以形成第二聚合物涂层,所述第二聚合物树脂基本上由低密度聚乙烯(LDPE)组成,
d)使第一和第二涂层冷却并且固化,以及
e)收取PE涂覆的纸或纸板基底。
第三方面的第一和第二涂层可如以上参考第一方面所述进一步定义。
在一些实施方案中,第一和第二涂层通过共挤出涂覆同时形成。
在一些实施方案中,除了第一涂层和第二涂层之外,该方法不包括施加任何其他涂层,即,所形成的PE涂覆的基底的聚合物涂层由第一涂层和第二涂层组成。在其他实施方案中,除了第一涂层和第二涂层之外,该方法包括施加一个或多个其他涂层。
尽管已经参考各种示例性实施方案描述了本发明,但是本领域技术人员将理解,在不脱离本发明的范围的情况下,可进行各种改变并且可用等同物代替其元素。另外,在不脱离本发明的实质范围的情况下,可做出许多修改以使特定情况或材料适应本发明的教导。因此,意图是本发明不限于作为预期用于进行本发明的最佳模式而公开的特定实施方案,而是本发明将包括落入所附权利要求书范围内的所有实施方案。
附图说明
图1是示出涂层结构体1的涂层厚度在约11g/m
图2是示出涂层结构体1的粘附性质随着降低的涂层重量变化的图。
图3是示出涂层结构体1的针孔性质随着降低的涂层重量变化的图。
图4是示出涂层结构体2的涂层厚度在涂层重量约10g/m
图5是示出涂层结构体2的粘附性质随着降低的涂层重量变化的图。
图6是示出涂层结构体2的针孔性质随着降低的涂层重量变化的图。
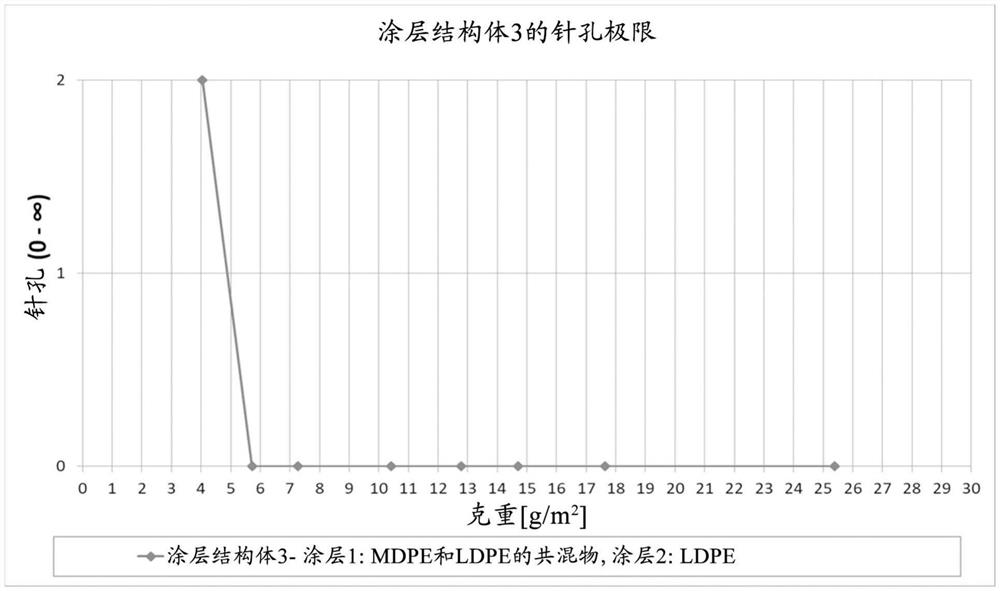
图7是示出涂层结构体3的涂层厚度在涂层重量约5.5g/m
图8是示出涂层结构体3的粘附性质随着降低的涂层重量变化的图。
图9是示出涂层结构体3的针孔性质随着降低的涂层重量变化的图。
图10是示出涂层结构体4的涂层厚度在涂层重量约9g/m
图11是示出涂层结构体4的粘附性质随着降低的涂层重量变化的图。
图12是示出涂层结构体4的针孔性质随着降低的涂层重量变化的图。
图13是示出涂层结构体5的涂层厚度在涂层重量约12g/m
图14是示出涂层结构体5的粘附性质随着降低的涂层重量变化的图。
图15是示出涂层结构体5的针孔性质随着降低的涂层重量变化的图。
实施例
现在将借助于五种不同的低密度聚乙烯(LDPE)的涂层结构体来解释本发明,使用相同的挤出涂层设备和相同的优化处理参数设置将所述涂层结构挤出涂覆到相同类型的纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。通过共混实验研究了添加MDPE/DOWLEX 2062GC,密度939kg/m
具有两个单螺杆挤出机(1和2)并且具有典型的冷却和夹辊布置的试验线构造在以下的实施例1-5的挤出涂覆程序中使用。使用具有边缘加热器、内定边器(innerdeckles)和封装系统的常规宽锥形地模(land die)。根据标准EN ISO 536测量挤出涂覆的结构体的涂层重量(克重)。在每种线速度下完成五(5)个平行测量。在涂覆的纸板样品上的实际膜层厚度在Axioskop 40偏振显微镜(Carl Zeiss Light Microscopy,德国)上测定。
使用手动涂层剥离评估方法来评估涂覆的聚合物层对纸板基底的粘附性。在基底上的涂覆的膜层中切割X-图,然后在机器和横向方向上剥离出涂层膜。如果纤维从基底上撕裂,则可通过确定撕裂的纤维的量来评估粘附性。被撕裂的纤维覆盖的剥离的膜的涂层表面区域(表面积)的尺寸是粘附性值的视觉测量。当没有纤维附着在剥离的涂层上时,涂层未粘附到基底上,即,粘附性值为一(1)。当仅少量基底纤维覆盖剥离的涂层表面时,粘附性值为二(2)。当小于50%的剥离的涂层区域被撕裂的基底纤维覆盖时,粘附性值为三(3)。当大于50%的剥离的涂层区域被撕裂的基底纤维覆盖时,粘附性值为四(4)。当剥离的涂层完全(100%)被撕裂的纤维覆盖时,粘附性为五(5)。当涂层根本不粘附至基底(即,其是释放的)时,粘附性值为零(0)。
使用如下的彩色松节油溶液渗透法测量涂层结构体中的针孔量:
-针孔溶液成分:1)松节油(L-松节油)作为溶剂,2)苏丹III(苏丹G)作为红色着色剂(1%),3)无水氯化钙(5%)。
-通过刷子在聚合物涂覆的卡纸板上施加彩色松节油溶液。
-将溶液保持在表面上10min,使其渗透通过涂层中的可能的针孔并且干燥。
-计算涂覆的结构体的相反侧的100cm
-制造三个(3)平行测量,所有这些都必须在所讨论的克重下显示没有针孔,以符合无针孔。
使用固定处理参数设置将由作为第一涂层(1)的低密度聚乙烯(LDPE,BorealisCA7230)和作为第二涂层(2)的相同的低密度聚乙烯(LDPE)组成的涂层结构体1共挤出涂覆到纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。第二涂层(2)是涂层结构体中的顶层。
可用涂层结构体1获得的最低涂层重量为7g/m
粘附强度是完美的(值5)直至最低涂层重量为7g/m
低于约11g/m
使用固定处理参数设置将由作为第一涂层(1)的低密度聚乙烯(LDPE,BorealisCA7230)和作为第二涂层(2)的中密度聚乙烯(MDPE,DOWLEX 2062GC)和相同的低密度聚乙烯(LDPE)的共混物组成的涂层结构体2共挤出涂覆到纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。共混物由80重量%的LDPE和20重量%的MDPE组成。第二涂层(2)是涂层结构体中的顶层。
可用涂层结构体2获得的最低涂层重量为6.5g/m
粘附强度是完美的(值5)直至最低涂层重量为6.5g/m
低于约10g/m
使用固定处理参数设置将由作为第一涂层(1)的中密度聚乙烯(MDPE,DOWLEX2062GC)和低密度聚乙烯(LDPE,Borealis CA7230)的共混物和作为第二涂层(2)的相同的低密度聚乙烯(LDPE)组成的涂层结构体3共挤出涂覆到纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。共混物由80重量%的LDPE和20重量%的MDPE组成。第二涂层(2)是涂层结构体中的顶层。
可用涂层结构体2获得的最低涂层重量为3.8g/m
粘附强度是完美的(值5)直至最低涂层重量为3.8g/m
低于约5.5g/m
使用固定处理参数设置将由作为第一涂层(1)的中密度聚乙烯(MDPE,DOWLEX2062GC)和低密度聚乙烯(LDPE,Borealis CA7230)的共混物和作为第二涂层(2)的中密度聚乙烯(MDPE)和低密度聚乙烯(LDPE)的相同的共混物组成的涂层结构体4共挤出涂覆到纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。共混物由80重量%的LDPE和20重量%的MDPE组成。第二涂层(2)是涂层结构体中的顶层。
可用涂层结构体2获得的最低涂层重量为4.8g/m
粘附强度是完美的(值5)直至最低涂层重量为4.8g/m
低于约9.0g/m
使用固定处理参数设置将由仅作为单一涂层的低密度聚乙烯(LDPE,BorealisCA7230)组成的涂层结构体5挤出涂覆到纸板(Cupforma Natura 195gsm,Stora Enso Oy)上。
可用涂层结构体1获得的最低涂层重量为3.6g/m
粘附强度是完美的(值5)直至最低涂层重量为3.6g/m
低于约12g/m
- 生产涂覆的纸、纸板或膜的方法以及涂覆的纸、纸板或膜
- 聚合物涂覆的纸和纸板