用于生产A级防火保温板的布网装置
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及一种用于生产A级防火保温板的布网装置。
背景技术
随着安全意识的逐步提高,在建筑设计过程中,对所采用的保温材料的防火等级已普遍不再满足于传统的B级的要求,越来越多的建筑在设计建造的过程中灰采用防火等级达到A级不燃的保温材料。目前A级防火保温材料大致分为纯无机类(如:岩棉保温板/带、泡沫玻璃板等)和有机无机复合类(如:硅墨烯保温板、无机改性聚苯板等)。由于材料的抗压、抗拉、弯曲变形、抗弯荷载等刚性指标直接关系了上墙后的安全性。往往会通过保温材料生产过程中,在材料内部加设加强网/筋的方式来提高保温板的刚度。但由于受到加工工艺的限制,目前使用的加强网都是采用片网通过人工的方式实现布网操作,效率低,且布网位置、高度无法控制,对产品质量造成极大的影响。
发明内容
本发明的目的是为了克服现有存在的上述不足,本发明提供一种用于生产A级防火保温板的布网装置。
本发明是通过以下技术方案实现的:
一种用于生产A级防火保温板的布网装置,其包括:
摊平滚轮组,用于缠绕放置加强网;
推进机构,用于将所述摊平滚轮组上的加强网向前推进并通过所述摊平滚轮组将加强网拉直摊平;
侧托,用于放置加强网;
切网机构,位于所述侧托与所述推进机构之间并用于对加强网进行切断,以使切断后的加强网置入所述侧托上;
放置组件,用于将所述侧托上的加强网置入至模具内。
进一步地,所述用于生产A级防火保温板的布网装置还包括传动机构,所述传动机构用于输送装有原料组合物的模具至所述侧托的正下方。
进一步地,所述放置组件位于所述侧托的上方,所述放置组件包括升降机构和联动机构,所述升降机构连接于所述联动机构的顶部并用于驱动所述联动机构上下升降移动,所述联动机构的底部具有若干个顶杆,所述顶杆的外周面上具有向外凸起的挡部,所述顶杆向下移动穿过加强网并伸入至模具内,所述挡部抵靠于加强网的顶面并带动所述加强网向下移动至模具内。
进一步地,所述挡部能够在所述顶杆的外周面上升降移动调节,以改变所述挡部与所述顶杆的底端之间的距离,所述顶杆的底端抵靠于所述模具内的底面。
进一步地,所述用于生产A级防火保温板的布网装置还包括第一检测部件,所述第一检测部件电连接于所述升降机构,所述第一检测部件设置于所述放置组件的预定移动路径上并用于检测所述放置组件,以控制所述联动机构停止向下移动。
进一步地,所述用于生产A级防火保温板的布网装置还包括第二检测部件,所述第二检测部件电连接于所述推进机构和所述切网机构,所述第二检测部件设置于所述推进机构和/或所述侧托上并用于检测加强网向前推进的长度,以控制所述推进机构的停止以及所述切网机构的开启。
进一步地,所述用于生产A级防火保温板的布网装置还包括控制器,所述控制器电连接于所述切网机构、放置组件和所述推进机构。
进一步地,所述用于生产A级防火保温板的布网装置还包括动力机构,所述动力机构连接于所述侧托并用于驱动所述侧托的活动,以使所述侧托向外张开并与放置在所述侧托上的加强网相脱离。
进一步地,所述用于生产A级防火保温板的布网装置还包括若干个辅助滚动部件,所述辅助滚动部件置于所述侧托上和/或所述侧托与所述推进机构之间,所述辅助滚动部件用于输送加强网。
进一步地,所述推进机构包括至少一个推进滚轮,所述推进滚轮压设抵靠于加强网并通过所述推进滚轮的转动将带动加强网向前推进。
本发明的有益效果在于:通过对加强网拉直摊平,实现了利用“卷网”代替“片网”的目的,极大的降低了加强网的原料成本与相对应的运输成本;且实现了自动化代替现有人工布网;同时实现了精准布网的效果,进一步提升了成品的质量稳定性,提高生产效率。
附图说明
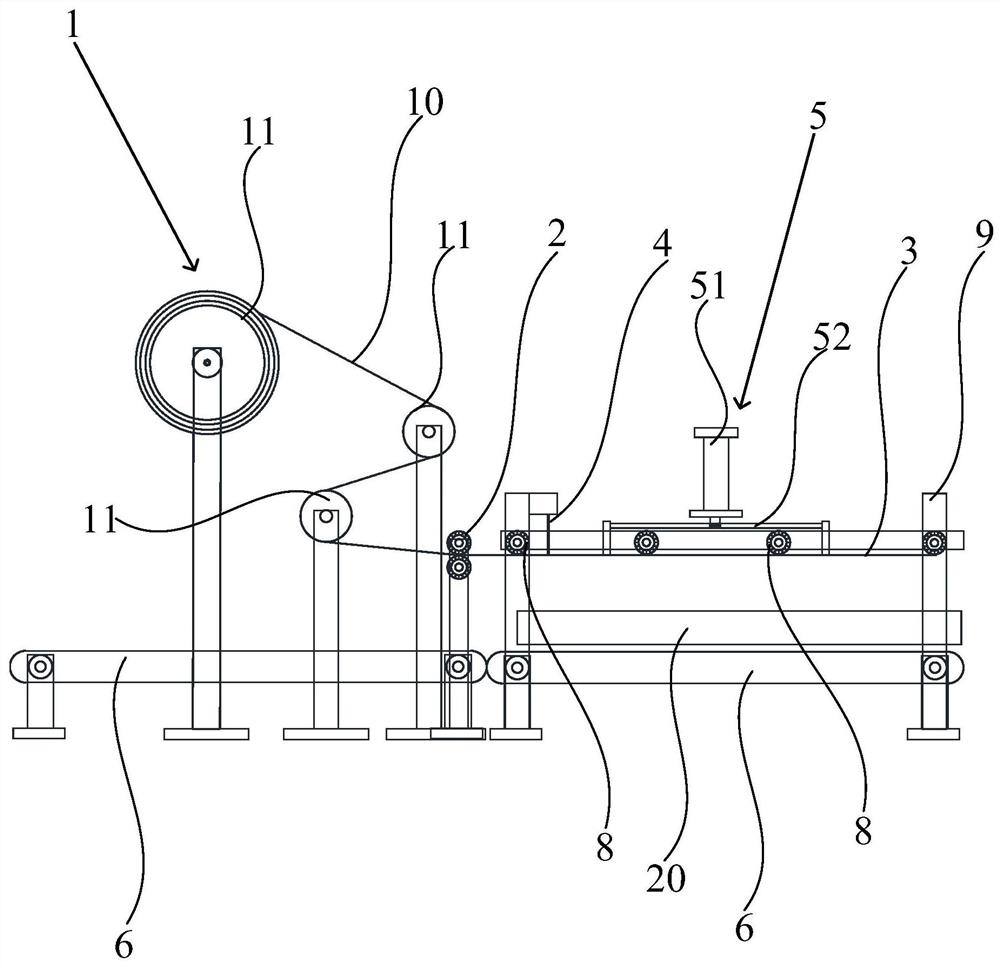
图1为本发明实施例的用于生产A级防火保温板的布网装置的主视结构示意图。
图2为本发明实施例的用于生产A级防火保温板的布网装置的俯视结构示意图。
图3为本发明实施例的用于生产A级防火保温板的布网装置的右视结构示意图。
图4为本发明实施例的用于生产A级防火保温板的布网装置的联动机构的使用状态示意图。
图5为本发明实施例的用于生产A级防火保温板的布网装置的联动机构的部分结构示意图。
附图标记说明:
摊平滚轮组1
卷轮11
推进机构2
侧托3
切网机构4
放置组件5
升降机构51
联动机构52
顶杆521
挡部522
传动机构6
动力机构7
辅助滚动部件8
安装支架9
加强网10
模具20
具体实施方式
以下各实施例的说明是参考附图,用以示例本发明可以用以实施的特定实施例。
如图1、图2、图3、图4和图5所示,本实施例公开了一种用于生产A级防火保温板的布网装置,该用于生产A级防火保温板的布网装置包括:摊平滚轮组1,用于缠绕放置加强网10;推进机构2,用于将摊平滚轮组1上的加强网10向前推进并通过摊平滚轮组1将加强网10拉直摊平;侧托3,用于放置加强网10;切网机构4,位于侧托3与推进机构2之间并用于对加强网10进行切断,以使切断后的加强网10置入侧托3上;放置组件5,用于将侧托3上的加强网10置入至模具20内。
加强网10将缠绕放置在摊平滚轮组1上,从而实现了利用“卷网”代替“片网”的目的,在使用时则通过推进机构2将加强网10向前推进,摊平滚轮组1将会转动,从而通过摊平滚轮组1将加强网10拉直摊平。通过对加强网10拉直摊平,实现了利用“卷网”代替“片网”的目的,极大的降低了加强网10的原料成本与相对应的运输成本。
通过切网机构4将用于切断加强网10,切断后的加强网10将会放置在侧托3上,之后通过放置组件5将侧托3上的加强网10置入至模具20内,而实现了自动化代替现有人工布网;同时实现了精准布网的效果,进一步提升了成品的质量稳定性,提高生产效率。
在本实施例中,摊平滚轮组1包括若干个卷轮11,加强网10将分别缠绕或者绕过若干个卷轮11。摊平滚轮组1的作用为通过若干个卷轮11之间的配合实现将加强网10所采用的卷网拉直摊平的功能,结构简单,使用方便。
推进机构2包括至少一个推进滚轮,推进滚轮压设抵靠于加强网10并通过推进滚轮的转动将带动加强网10向前推进。推进滚轮将提供驱动力,通过推进滚轮的旋转摩擦力将会带动加强网10向前推进,使得推进机构2的作用为将摊平后的加强网10推送进至安装支架9内,安装支架9上安装有侧托3和切网机构4。在本实施例中,推进滚轮的数量可以为一个,推进滚轮的下方可以设置一个从动轮;推进滚轮的数量也可以为两个,两个推进滚轮通过带动加强网10向前推进。
侧托3的作用为将从侧面自下而上的撑托住操作区中的加强网10,使得加强网10将在未进入操作步骤前停留在操作区中,也就是模具20未到达指定位置时,放置组件5不会将侧托3上的加强网10置入至模具20内,通过侧托3将对加强网10起到停留放置作用。
用于生产A级防火保温板的布网装置还包括传动机构6,传动机构6用于输送装有原料组合物的模具20至侧托3的正下方。通过传动机构6将模具20运输至切断后的加强网10的正下方,便于将加强网10放置入模具20内。
放置组件5位于侧托3的上方,放置组件5包括升降机构51和联动机构52,升降机构51连接于联动机构52的顶部并用于驱动联动机构52上下升降移动,联动机构52的底部具有若干个顶杆521,顶杆521的外周面上具有向外凸起的挡部522,顶杆521向下移动穿过加强网10并伸入至模具20内,挡部522抵靠于加强网10的顶面并带动加强网10向下移动至模具20内。
在放置加强网10时,升降机构51将驱动联动机构52向下移动,使得若干个顶杆521将会向下移动并穿过加强网10,而向外凸起的挡部522将无法穿过加强网10并会抵靠于加强网10的顶面,从而对加强网10施加向下作用力,使得加强网10在受到向下作用力下脱离于侧托3并向下移动,从而放置入正下方的模具20内。结构简单,使用非常方便;同时,顶杆521的底端将会向下移动并会抵靠于模具20内的底面,通过若干个顶杆521上的挡部522将会带动加强网10深入至模具20内并位于原料组合物内部,实现布网垂直高度的限定,从而精确控制了加强网10在A级防火保温板内的位置达到预设的要求,从而保证了A级防火保温板的整体结构强度,提高了A级防火保温板的稳定性。
其中,挡部522能够在顶杆521的外周面上升降移动调节,以改变挡部522与顶杆521的底端之间的距离,顶杆521的底端抵靠于模具20内的底面。通过挡部522能够在顶杆521的外周面上升降移动调节,使得挡部522与顶杆521的底端之间的距离能够实现调节,从而能够调节控制加强网10在A级防火保温板内的位置并达到预设的要求;同时,通过调节控制使得联动机构52能够在一个A级防火保温板内精确设置多层不同位置的加强网10,对应垂直高度不同的多层加强网10的布置需求,保证了A级防火保温板的整体结构强度,大大提高了A级防火保温板的稳定性,延长其使用寿命。
在本实施例中,可以通过调节挡部522在顶杆521的位置来调节控制加强网10的预设位置,当然,也可以通过升降机构51来调节控制加强网10的预设位置。用于生产A级防火保温板的布网装置还包括第一检测部件,第一检测部件电连接于升降机构51,第一检测部件设置于放置组件5的预定移动路径上并用于检测放置组件5,以控制联动机构52停止向下移动。第一检测部件将用于检测放置组件5的下降距离,从而来控制升降机构51的关闭,使得加强网10的下降距离得到精确控制,保证了加强网10在A级防火保温板内的位置达到预设要求。
切网机构4的作用为当加强网10达到设定的规格长度后将对加强网10进行切断,使得加强网10的大小能够刚好放入至模具20内,实现对A级防火保温板成品的加强。
用于生产A级防火保温板的布网装置还包括第二检测部件,第二检测部件电连接于推进机构2和切网机构4,第二检测部件设置于推进机构2和/或侧托3上并用于检测加强网10向前推进的长度,以控制推进机构2的停止以及切网机构4的开启。通过第二检测部件将设置在安装支架9并用于检测加强网10向前推进的长度,从而来检测加强网10到达指定位置之后将控制推进机构2的停止以及切网机构4的开启,实现加强网10的大小能够刚好放入至模具20内,实现切网机构4对加强网10的切断更为精确。在本实施例中,第二检测部件安装在推进滚轮上,通过推进滚轮的转动圈数来计算出加强网10向前推进的长度。
用于生产A级防火保温板的布网装置还包括控制器,控制器电连接于切网机构4、放置组件5和推进机构2。通过控制器来控制切网机构4、推进机构2以及升降机构51的开关,实现自动化控制,操作控制非常方便,且精度更高。
用于生产A级防火保温板的布网装置还包括动力机构7,动力机构7连接于侧托3并用于驱动侧托3的活动,以使侧托3向外张开并与放置在侧托3上的加强网10相脱离。当加强网10足够柔软时,通过放置组件5向下移动将会带动加强网10向下移动,当加强网10存在不易变形时,通过动力机构7将会使得侧托3向外张开,使得放置在侧托3上的加强网10相脱离掉落,保证了加强网10向下移动且不会变形,大大提高了用于生产A级防火保温板的布网装置的稳定性。在本实施例中,动力机构7的数量为两个,两个动力机构7分别设置在侧托3的两侧并分别驱动侧托3移动。动力机构7可以为气缸。
用于生产A级防火保温板的布网装置还包括若干个辅助滚动部件8,辅助滚动部件8置于侧托3上和/或侧托3与推进机构2之间,辅助滚动部件8用于输送加强网10。通过若干个辅助滚动部件8将会辅助带动加强网10向前推进,保证了加强网10向前推进的稳定性,大大提高了用于生产A级防火保温板的布网装置的稳定性。
其中,辅助滚动部件8上具有驱动电机,通过驱动电机将会带动辅助滚动部件8转动,从而提高加强网10向前推进的效率。推进滚轮和辅助滚动部件8的外周面上可以设置于加强网10的孔径、丝径相对应的卡扣,实现加强网10推进效率的提升。
用于生产A级防火保温板的布网装置还包括第三检测部件,第三检测部件设置在安装支架9并用于检测侧托3上的加强网10。当监测到经切断的加强网10离开操作区后,第三检测部件将用于控制推进机构2和辅助滚动部件8的启动,从而将加强网10推进至操作区内。
以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
- 用于生产A级防火保温板的布网装置
- 用于生产A级防火保温板的加压定型装置和生产设备