一种防水保温一体板及其施工工艺和在线复合生产工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及建筑的技术领域,具体涉及一种防水保温一体板及其施工工艺和在线复合生产工艺。
背景技术
屋面作为建筑物最为重要的部位之一,其最重要的功能就是防水和保温隔热,传统的防水系统和保温隔热系统独立施工,导致出现窜水问题,防水保温效果大打折扣,近年,防水保温一体化系统被逐渐推广使用,将上层防水卷材、中层保温材料及下层防水卷材经过特殊生产工艺复合形成防水保温一体板,防水保温一体板铺设在屋面上形成防水保温一体化系统,防水和保温两种功能主材结合,功能互相强化,既保证了屋面防水效果,消除了保温层与基层、保温层与防水层之间的窜水问题,一站式解决了保温隔热和防水的问题,简化了施工工艺,降低了系统风险,极大地提高了综合节能效果。
目前,防水保温一体板的生产工艺一般是在防水卷材与保温材料通过高压发泡成型,形成防水保温一体板,比如申请人在先申请CN102806745B公开了一种防水保温一体化板的生产工艺,包括如下步骤:首先在防水卷材的一侧复合增强隔离材料;再通过预热设备对复合有增强隔离材料的防水卷材进行预热;预热后,在防水卷材复合有增强隔离材料的一面复合保温材料,最后在保温材料表面覆盖另一经预热处理的所述防水卷材,该生产工艺保温材料与防水卷材通过发泡复合成型,需要用到专用的生产设备,比如喷涂聚氨酯设备、预热设备、高压发泡设备等,生产流程繁琐,生产成本高,且防水卷材的胶料会渗出油脂,即使在设有增强隔离材料的情况下,防水卷材渗出的油脂仍可透过增强隔离材料至保温材料的表面上,降低粘接性,时间久了导致防水卷材与保温材料剥离,防水保温一体板的稳定性差,降低防水保温效果。
发明内容
为了解决上述技术问题,本发明的目的之一在于提供一种防水保温一体板的在线复合生产工艺,其包括步骤1:对保温板进行粗糙化处理或/和界面剂处理;步骤2:在保温板的其中一个表面涂覆水泥基粘接剂;步骤3:在保温板的另外一个表面覆盖薄膜;步骤4:保温板堆叠放置在恒温的环境中;步骤5:在防水卷材生产的过程中,仅在防水卷材的其中一个表面覆盖薄膜;步骤6:待水泥基粘接剂固化后,将保温板与防水卷材在线复合,并冷却复合后的产品;步骤7:复合后的产品堆叠成型;该防水保温一体板的在线复合生产工艺具有保证防水保温一体板的稳定性、保证防水保温一体板的防水保温性能、简化生产流程、降低生产成本、利于销售与推广的优点。
为实现上述发明目的,本发明采取的技术方案如下:
步骤1:对保温板的表面进行粗糙化处理或/和界面剂处理;
步骤2:在保温板的至少一个表面涂覆水泥基粘接剂;
步骤3:在保温板的涂覆有水泥基粘接剂的表面覆盖薄膜;
步骤4:保温板堆叠放置在恒温的环境中;
步骤5:在防水卷材生产的过程中,仅在防水卷材的其中一个表面覆盖薄膜;
步骤6:待水泥基粘接剂固化后,揭除保温板的薄膜,并将保温板涂覆有水泥基粘接剂的表面与防水卷材未覆盖薄膜的表面在线复合;
步骤7:保温板与防水卷材复合后的产品堆叠加压成型,形成防水保温一体板。
作为优选,步骤1还包括步骤1.1:
在对保温板的表面进行界面剂处理前,对保温板的至少一个表面进行钻孔处理;
在步骤2中,在保温板至少一个且经过钻孔处理的表面涂覆水泥基粘接剂,在步骤6中,将保温板涂覆有水泥基粘接剂且经过钻孔处理的表面与防水卷材在线复合,通过这样设置,增大保温板的表面积,增大水泥基粘接剂与保温板的接触面积,而且使得水泥基粘接剂与保温板产生咬合力,极大的提高保温板与水泥基粘接剂的粘接强度,从而保证防水保温一体板的稳定性。
作为优选,步骤1还包括步骤1.1:
在对保温板的表面进行界面剂处理前,对保温板的至少一个表面进行开槽处理;
在步骤2中,在保温板至少一个且经过开槽处理的表面涂覆水泥基粘接剂,在步骤6中,将保温板涂覆有水泥基粘接剂且经过开槽处理的表面与防水卷材在线复合,通过这样设置,增大保温板的表面积,增大水泥基粘接剂与保温板的接触面积,而且使得水泥基粘接剂与保温板产生咬合力,极大的提高保温板与水泥基粘接剂的粘接强度,从而保证防水保温一体板的稳定性。
作为优选,步骤2还包括步骤2.1:
在保温板的至少一个表面涂覆水泥基粘接剂后,在保温板涂覆有水泥基粘接剂的表面上覆盖复合水泥基卷材、玻纤网格布或增强纤维,通过这样设置,复合水泥基卷材、玻纤网格布或增强纤维能增强水泥基粘接剂的抗拉扯强度。
作为优选,步骤6还包括步骤6.1:
保温板与防水卷材在线复合后的产品进行保温处理,通过这样设置,保温处理可以加快水泥基粘接剂和防水卷材胶料的水分挥发,从而加快水泥基粘接剂和防水卷材胶料的凝固效率,从而加快保温板与防水卷材的粘接效率,即加快生产效率。
作为优选,粗糙化处理包括拉毛处理,通过这样设置,增大保温板表面的粗糙度,从而增大保温板的表面积,增大水泥基粘接剂与保温板的接触面积,提高保温板与水泥基粘接剂的粘接强度,保证防水保温一体板的稳定性。
作为优选,水泥基粘接剂包括水性聚合物水泥砂浆、水性聚合物水泥浆、反应固化型水泥砂浆或反应固化型水泥浆,通过这样设置,水性聚合物水泥砂浆、水性聚合物水泥浆、反应固化型水泥砂浆或反应固化型水泥浆具有良好的粘接性且物料成本低,进一步降低生产成本,同时无机的水泥基粘接剂在生产施工过程中无溶剂、挥发性物质的产生,既保障了施工人员的健康安全,又为客户提供了绿色健康的环境条件。
作为优选,防水卷材包括改性沥青防水卷材、自粘防水卷材或高分子防水卷材
作为优选,保温板包括石墨聚苯板、挤塑聚苯板、聚氨酯板、聚苯乙烯泡沫板、挤塑聚苯乙烯泡沫板或真金板。
作为优选,步骤7还包括步骤7.1:
在堆叠保温板与防水卷材复合后的产品前,对复合后的防水保温一体板的表面进行纵向及横向切缝,通过这样设置,由于防水保温一体板铺设的施工面可能存在凹凸不平的情况,在防水保温一体板的保温板表面进行纵向及横向切缝,当防水保温一体板铺设在凹凸不平的施工面时,防水保温一体板在切缝位置处作为应力释放空间释放应力,从而可以根据施工面进行调整,避免防水保温一体板铺设在施工面后出现起鼓、拱起的情况,避免破坏防水保温性能。
本发明的目的之二在于提供一种采用上述的在线复合生产工艺制成的防水保温一体板。
本发明的目的之三在于提供一种采用上述的防水保温一体板的施工工艺,包括以下步骤:
S1:在基面上涂覆防水涂料;
S2:在固化后的防水涂料表面或防水保温一体板的表面涂覆水泥砂浆;
S3:将防水保温一体板铺设在基面上,接着对防水保温一体板进行振捣或对相邻两块防水保温一体板之间的缝隙进行灌缝处理,并且对相邻的两块防水保温一体板之间进行搭接边处理;
S4:在相邻的两块防水保温一体板之间的缝隙处进行密封处理。相对于现有技术,本发明取得了有益的技术效果:
1、本发明的在线复合生产工艺仅在防水卷材的一面覆盖薄膜,降低物料的使用,降低生产成本,防水卷材与保温板通过防水卷材的胶料进行在线复合,无需采用喷涂聚氨酯设备、预热设备、高压发泡设备等进行生产,而且由于防水卷材在生产过程中温度较高,防水卷材与保温板复合过程中无需预热处理,简化了生产流程,降低了生产成本,利于销售与推广。
2、本发明的在线复合生产工艺对保温板的表面进行粗糙化处理或/和界面剂处理,增大保温板表面的表面积,从而增大保温板与水泥基粘接剂的接触面积,且界面剂可与水泥基粘接剂反应,提高保温板与水泥基粘接剂的粘接强度,保温板与水泥基粘接剂能很好的粘接在一起,而且防水卷材通过其胶料与水泥基粘接剂粘接,防水卷材与水泥基粘接剂也能很好的粘接在一起,使得保温板、水泥基粘接剂及防水卷材形成一个整体,并且水泥基粘接剂固化后形成的粘接层,能有效的阻断防水卷材渗出的油脂渗透至保温板的表面上,保证保温板与水泥基粘接剂的粘接性,防水卷材渗出的油脂并不影响防水卷材与水泥基粘接剂的粘接性,从而保证防水保温一体板具有良好的稳定性,保证防水保温一体板具有良好的防水保温性。
3、在步骤4中,保温板堆叠放置在恒温的环境中进行养护,保温板充分变形收缩,保证保温板的尺寸稳定,避免防水卷材与保温板复合后因变形收缩而降低粘接强度,从而进一步保证防水保温一体板的稳定性,保证防水保温一体板的防水保温性。
4、通过本发明的在线复合生产工艺生产的防水保温一体板的稳定性好,保温板只在其中一个表面复合防水卷材即可保证防水保温一体板的防水保温性,因此水泥基粘接剂的用量少,物料成本低,进一步降低生产成本,利于销售与推广。
附图说明
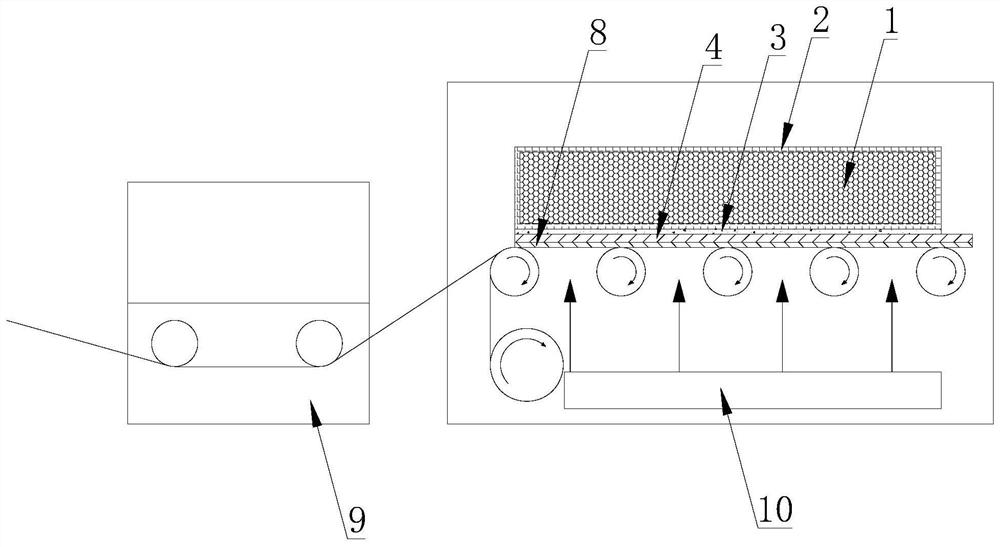
图1是本发明实施例的在线复合生产工艺的示意图;
图2是本发明实施例防水保温一体板的层次结构示意图;
图3是本发明实施例关于图2的仰视示意图;
图4是本发明实施例孔洞结构的剖面示意图;
图5是本发明实施例凹槽结构的剖面示意图。
其中,各附图标记所指代的技术特征如下:
1、保温板;2、界面剂层;3、粘接层;4、防水卷材;5、纵向切割缝;6、横向切割缝;7、孔洞;8、薄膜;9、油池;10、红外加热装置;71、第一柱体;72、第二柱体。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例对本发明进行进一步详细说明,但本发明要求保护的范围并不局限于下述具体实施例。
实施例1:
参考图1-5,本实施例公开了一种防水保温一体板的在线复合生产工艺,包括以下步骤:
步骤1:对保温板1的表面进行粗糙化处理或/和界面剂处理;
步骤2:在保温板1的至少一个表面涂覆水泥基粘接剂;
步骤3:在保温板1涂覆有水泥基粘接剂的表面覆盖薄膜8,薄膜8包括PE膜,起到隔离保护的作用;
步骤4:保温板1堆叠放置在恒温的环境中;
步骤5:在防水卷材生产的过程中,仅在防水卷材的其中一个表面覆盖薄膜8;
步骤6:待水泥基粘接剂固化后,揭除保温板上的薄膜,并将保温板1涂覆有水泥基粘接剂的表面与防水卷材未覆盖薄膜8的一面在线复合,若保温板1的两个表面均涂覆有水泥基粘接剂,则选择其中保温板1的其中一个涂覆有水泥基粘接剂的表面与防水卷材4未覆盖薄膜的表面在线复合,在线复合指的是在防水卷材4的生产线上,保温板1在水泥基粘接剂已固化且涂覆有水泥粘接剂的一面与防水卷材4进行复合,使保温板1已充分陈化、收缩,避免保温板1与防水卷材4复合后产生变形而降低粘接性,且无需另外设置保温板1与防水卷材4复合的生产线,降低生产成本;
步骤7:保温板1与防水卷材4复合后的产品堆叠加压成型,形成防水保温一体板,形成防水保温一体板,加压是指通过堆叠后防水保温一体板自身的重力所产生的的压力或通过外力加压,一般堆叠24~48小时,使得防水卷材的胶料达到的粘接强度满足技术要求。
本发明的在线复合生产工艺仅在防水卷材的一面覆盖薄膜8,降低物料的使用,降低生产成本,防水卷材与保温板1通过防水卷材的胶料进行在线复合,无需采用喷涂聚氨酯设备、预热设备、高压发泡设备等进行生产,而且由于防水卷材在生产过程中温度较高,防水卷材与保温板1复合过程中无需预热处理,简化了生产流程,降低了生产成本;
本发明的在线复合生产工艺对保温板1的表面进行粗糙化处理或/和界面剂处理,增大保温板1表面的表面积,从而增大保温板1与水泥基粘接剂的接触面积,且界面剂可与水泥基粘接剂反应,提高保温板1与水泥基粘接剂的粘接强度,保温板1与水泥基粘接剂能很好的粘接在一起,而且防水卷材通过其胶料与水泥基粘接剂粘接,防水卷材与水泥基粘接剂也能很好的粘接在一起,使得保温板1、水泥基粘接剂及防水卷材形成一个整体,并且水泥基粘接剂固化后形成的粘接层3,能有效的阻断防水卷材渗出的油脂渗透至保温板1的表面上,保证保温板1与水泥基粘接剂的粘接性,防水卷材渗出的油脂并不影响防水卷材与水泥基粘接剂的粘接性,从而保证防水保温一体板具有良好的稳定性,保证防水保温一体板具有良好的防水保温性;
在步骤4中,保温板1堆叠放置在恒温的环境中进行养护,保温板1充分变形收缩,保证保温板1的尺寸稳定,避免防水卷材与保温板1复合后因变形收缩而降低粘接强度,从而进一步保证防水保温一体板的稳定性,保证防水保温一体板的防水保温性;
通过本发明的在线复合生产工艺生产的防水保温一体板的稳定性好,保温板1只在其中一个表面复合防水卷材即可保证防水保温一体板的防水保温性,因此水泥基粘接剂的用量少,物料成本低,进一步降低生产成本,利于销售与推广。
粗糙化处理包括拉毛处理,拉毛处理指的是采用磨刷设备对保温板1的上表面及下表面进行磨刷,粗糙化处理增大保温板1表面的粗糙度,从而增大保温板1表面的表面积,增大水泥基粘接剂与保温板1的接触面积,提高保温板1与水泥基粘接剂的粘接强度,保证防水保温一体板的稳定性。
对保温板1进行界面剂处理后形成界面剂层2,界面剂包括聚合物水泥防水涂料,对保温板1进行界面剂处理的工艺为将保温板1浸泡在界面剂中或将界面剂喷涂在保温板1的上表面及下表面上,界面剂处理不仅能增大保温板1表面的粗糙度,从而增大保温板1表面的表面积,增大水泥基粘接剂与保温板1的接触面积,提高保温板1与水泥基粘接剂的粘接强度,而且界面剂与水泥基粘接剂的性质相同,根据相似相融原理,界面剂与水泥基粘接剂能更好的粘接在一起,界面剂还可与水泥基粘接剂反应,进一步提高保温板1与水泥基粘接剂的粘接强度,从而进一步保证防水保温一体板的稳定性。
防水卷材4包括改性沥青防水卷材、自粘防水卷材或高分子防水卷材,其中,改性沥青防水卷材优选SBS改性沥青防水卷材,自粘防水卷材优选采用BAC自粘防水卷材。
表1防水保温一体板抗拉强度测试数据表
其中,BAC为BAC自粘防水卷材,SBS为SBS改性沥青防水卷材,TPS为真金板,EPS为聚苯乙烯板,SEPS为石墨聚苯板,XPS为挤塑聚苯板,JS-2为水泥基粘接剂,PRU为聚氨酯保温材料,根据申请人的企业验收标准,防水保温一体板的抗拉强度不少于0.07Mpa,通过表1中不同防水保温一体板经不同生产工艺生产后的三次抗拉强度测试数据得知,经过拉毛处理或/和界面剂处理后的防水保温一体板的抗拉强度均达到抗拉强度的验收标准,在线复合生产工艺不仅简化了生产流程,降低了生产成本,而且达到了企业的验收标准,本实施例中,在保温板1生产的过程中对保温板1的上表面及下表面依次进行拉毛处理及界面剂处理,经过拉毛处理及界面剂处理的防水保温一体板的抗力强度明显增高,稳定性好,并且经拉毛处理及界面剂处理的防水保温一体板的抗力强度与经过高压发泡的防水保温一体板的抗拉强度相当甚至更高。
表2防水保温一体板吸水率测试数据表
根据申请人的企业验收标准,当保温芯材采用挤塑聚苯板时,吸水率不大于1.5%,当保温芯材采用聚氨酯保温材料时,吸水率不大于3%,通过表2不同防水保温一体板经过不同生产工艺生产后的三次吸水率测试数据得知,在线复合生产工艺生产的防水保温一体板达到吸水率的验收标准,而且在线复合生产工艺生产的防水保温一体板的吸水率比经过聚氨酯高压发泡成型的防水保温一体板的吸水率低,即在线复合生产工艺生产的防水保温一体板的防水性好。
表3防水保温一体板导热系数测试数据表
根据申请人的企业验收标准,当保温芯材采用挤塑聚苯板时,导热系数不大于0.031W/(m·K),当保温芯材采用聚氨酯保温材料时,导热系数不大于0.024W/(m·K),通过表3不同防水保温一体板经过不同生产工艺生产后的三次导热系数测试数据得知,在线复合生产工艺生产的防水保温一体板达到导热系数的验收标准,而且在线复合生产工艺生产的防水保温一体板的导热系数与经过聚氨酯高压发泡成型的防水保温一体板的导热系数相当,即在线复合生产工艺生产的防水保温一体板的保温性好。
在一实施例中,步骤1还包括步骤1.1:
在对保温板1的表面进行界面剂处理前,对保温板1的至少一个表面进行钻孔处理,钻孔处理包括热熔钻孔,使得保温板1的表面上形成多个孔洞7,每平方厘米内孔洞7的数量不低于25个,且孔洞7的深度不大于1mm,孔洞7包括两个柱体形成,两个柱体分别为第一柱体71及第二柱体72,第一柱体71的直径比第二柱体72的直径小,第一柱体71的直径不大于1mm,第二柱体72的直径不大于2mm,第一柱体71的一端与保温板1的表面连接,第一柱体71的另一端与第二柱体72的一端同轴连接;
在步骤2中,在保温板1至少一个且经过钻孔处理的表面涂覆水泥基粘接剂,在步骤6中,将保温板1涂覆有水泥基粘接剂且经过钻孔处理的表面与防水卷材4在线复合。
在一实施例中,步骤1还包括步骤1.1:
在对保温板1的表面进行界面剂处理前,对保温板1的至少一个表面进行开槽处理,使得保温板1的表面上形成多道凹槽,凹槽的长度与保温板1的长度方向或宽度方向平行设置,凹槽从保温板1的一端延伸至相对的另一端,凹槽的截面形状为梯形,凹槽的截面形状包括上底及下底,且上底比下底的长度短,上底与保温板1的表面连接;
在步骤2中,在保温板1至少一个且经过开槽处理的表面涂覆水泥基粘接剂,在步骤6中,将保温板1涂覆有水泥基粘接剂且经过开槽处理的表面与防水卷材4在线复合。
钻孔处理或开槽处理均能增大保温板1表面的表面积,增大水泥基粘接剂与保温板1的接触面积,而且使得水泥基粘接剂与保温板1产生咬合力,极大的提高保温板1与水泥基粘接剂的粘接强度,从而保证防水保温一体板的稳定性。
在一实施例中,若仅在保温板1的一个表面上涂覆水泥基粘接剂时,水泥基粘接剂的涂覆的方式为在保温板1的上方设有一个储存有水泥基粘接剂的容器,容器的底部设有喷涂口,当保温板1经过时,水泥基粘接剂从喷涂口流出并涂覆在保温板1的表面上,控制水泥基粘接剂的喷涂流量及保温板1的输送速度,则可以在保温板1的一个表面上均匀涂覆水泥基粘接剂;在一实施例中,若在保温板1的两个表面上涂覆水泥基粘接剂时,则涂覆水泥基粘接剂的方式为将保温板1输送至储存有水泥基粘接剂的容器内,即使得保温板1浸泡在水泥基粘接剂内,能在保温板1的两个表面上快速涂覆水泥基粘接剂,将涂覆水泥基粘接剂工序与保温板生产线组合在一起,简化生产流程。
步骤2中还包括步骤2.1:
在保温板1的至少一个表面涂覆水泥基粘接剂后,在保温板1涂覆有水泥基粘接剂的表面上覆盖复合水泥基卷材、玻纤网格布或增强纤维,复合水泥基卷材、玻纤网格布或增强纤维能增强水泥基粘接剂的抗拉扯强度。
水泥基粘接剂固化后形成粘接层3,水泥基粘接剂包括水性聚合物水泥砂浆、水性聚合物水泥浆、反应固化型水泥砂浆或反应固化型水泥浆,水性聚合物水泥砂浆、水性聚合物水泥浆、反应固化型水泥砂浆或反应固化型水泥浆具有良好的粘接性且物料成本低,进一步降低生产成本,而且水性聚合物水泥砂浆、水性聚合物水泥浆、反应固化型水泥砂浆或反应固化型水泥浆固化后形成的粘接层3能有效的阻断防水卷材渗出的油脂渗透至保温板1的表面上,提高防水保温一体板的稳定性,同时无机的水泥基粘接剂在生产施工过程中无溶剂、挥发性物质的产生,既保障了施工人员的健康安全,又为客户提供了绿色健康的环境条件。
水泥基粘接剂优选反应固化型水泥砂浆,即快干水泥,由于保温板1涂覆水泥基粘接剂后进行堆叠放置进行陈化收缩,快干水泥具有挥发快、凝结硬化快、小时强度高及长期强度稳定正常的优点,采用快干水泥进行能在保温板1堆叠是加快固化效率,从而加快保温板1的陈化收缩效率。
水泥基粘接剂的厚度不大于1cm,本实施例中,水泥基粘接剂的厚度为5mm,在满足保温板1与防水卷材粘接强度、保证防水保温一体板稳定性的前提下,减少水泥基粘接剂的用量,节省成本,若水泥基粘接剂的厚度大于1cm,虽然能满足保温板1与防水卷材粘接强度和保证防水保温一体板稳定性,但是采用多余的水泥基粘接剂,提高了生产成本。
步骤5及步骤6中,在防水卷材生产的过程中,防水卷材在油池9浸油后,仅在防水卷材的底面覆盖薄膜8,将水泥基粘接剂固化后的保温板1涂覆有水泥基粘接剂的一面与防水卷材的顶面在线复合,省去了防水卷材除膜的步骤,并且也不需要对防水卷材或保温板1进行预热处理,简化了工序;
进一步的,步骤6还包括步骤6.1:
对保温板1与防水卷材4在线复合后的产品通过红外加热装置10进行保温处理,保温处理可以加快防水卷材4胶料的水分挥发,从而防水卷材4胶料的凝固效率,从而加快保温板与防水卷材的粘接效率,即加快生产效率。
进一步的,在步骤6还包括步骤6.2:
采用双履带输送保温板1与防水卷材4复合后的产品,双履带指的是在保温板1与防水卷材4复合后的产品上下两侧均设有履带,不仅可以输送产品,而且对保温板1与防水卷材4施加一定的压力,使得保温板1与防水卷材4复合更加牢固。保温板1包括石墨聚苯板、挤塑聚苯板、聚氨酯板、聚苯乙烯板或真金板,本实施例中,保温板1采用挤塑聚苯板,参考表1,虽然采用挤塑聚苯板复合成的防水保温一体板的抗拉强度不是最高,但是挤塑聚苯板复合成的防水保温一体板的抗拉强度达到施工要求,而且保温板1采用挤塑聚苯板,挤塑聚苯板强度高,成本合适,性能稳定,导热系数相对较低,批量生产技术成熟。
步骤7还包括步骤7.1:
在堆叠保温板1与防水卷材4复合后的产品前,对防水保温一体板表面进行纵向及横向切缝,切缝完成后,裁切防水保温一体板再进行堆叠加压成型,具体的,在防水保温一体板的保温板表面进行纵向及横向切缝,沿防水保温一体板的长度方向切割出多道间隔设置的纵向切割缝5,纵向切割缝5的长度方向与防水保温一体板的宽度方向平行,纵向切割缝5的深度方向与防水保温一体板的厚度方向平行,沿防水保温一体板的宽度方向切割出多道间隔设置的横向切割缝6,横向切割缝6的长度方向与防水保温一体板的长度方向平行,横向切割缝6的深度方向与防水保温一体板的厚度方向平行,纵向切割缝5与横向切割缝6切割深度小于防水保温一体板的厚度,即纵向切割缝5与横向切割缝6没有贯穿防水保温一体板,相邻的两条纵向切割缝5或相邻的两条横向切割缝6之间的间距在1cm-100cm之间,本实施例中,相邻的两条纵向切割缝5或相邻的两条横向切割缝6之间的距离为30cm,纵向切割缝5与横向切割缝6相互垂直并将防水保温一体版的保温板1表面切割出多个矩形,由于防水保温一体板铺设的施工面可能存在凹凸不平的情况,在防水保温一体板的保温板1表面切割出多道纵向切割缝5及横向切割缝6,当防水保温一体板铺设在凹凸不平的施工面时,防水保温一体板以纵向切割缝5及横向切割缝6作为应力释放空间释放应力,从而可以根据施工面进行调整,避免防水保温一体板铺设在施工面后出现起鼓、拱起的情况,避免破坏防水保温性能。
进一步的,纵向切割缝5及横向切割缝6从保温板1的表面朝内切入,纵向切割缝5及横向切割缝6的划痕终线与保温板1粘接防水卷材的一面的距离H,3mm 实施例2: 参考图2-3,本实施例公开了一种采用上述的在线复合生产工艺制成的防水保温一体板。 实施例3: 本实施例公开了一种采用上述的防水保温一体板的施工工艺,包括以下步骤: S1:在基面上涂覆防水涂料; S2:在固化后的防水涂料表面或防水保温一体板的表面涂覆水泥砂浆,水泥砂浆包括聚合物水泥砂浆或普通水泥砂浆; S3:将防水保温一体板铺设在基面上,接着对防水保温一体板进行振捣或对相邻两块防水保温一体板之间的缝隙进行灌缝处理,并且对相邻的两块防水保温一体板之间进行搭接边处理; S4:在相邻的两块防水保温一体板之间的缝隙处进行密封处理。 进一步的,S1包括以下步骤: S1.1:基面处理:屋面即为基面,用铁铲、扫帚等工具清除基面上的垃圾,若基面上存在污渍,采用清洁溶剂对污渍进行清洗,若基面有缺损或跑砂现象,对基面进行修复,基面阴阳角部位在找平时做成圆弧形; S1.2:涂刷基层处理剂:将聚合物乳液与水混合后涂敷在基面上形成基层; S1.3:涂覆防水涂料:将水泥干粉与聚合物乳液均匀混合的防水涂料涂覆在基层形成防水涂料层,避免后续倒入的聚合物水泥砂浆在未与防水保温一体板粘结前水分已被吸走,保证聚合物水泥砂浆与防水保温一体板的粘结强度,防水涂料层的厚度在0.5-3mm之间,对于节点部位,需要加强处理,即防水涂料层的厚度在2-3mm之间; 防水涂料的制备过程为在桶体内加入聚合物乳液及水泥干粉,聚合物乳液与水泥干粉的配比为1:0.8~1:2,采用电动搅拌器充分搅拌5min以上,直至形成均匀细微、不含团或粒的防水涂料,根据实际情况选择聚合物乳液与水泥干粉的配比,聚合物乳液的成分越高,防水涂料层的拉伸性越好,不易产生裂痕,防水性能好;水泥干粉的成分越高,防水涂料层的刚性好;在一实施例中,当防水涂料需要加水稀释时,加入水的量不超过聚合物乳液的10%,保证防水性能。 在基层上涂覆防水涂料的过程为将上述制备好的防水涂料纵向遍涂、横向遍涂交替的在基层上涂覆,具体的,采用胶刮板将防水涂料以纵向在基层上进行第一遍涂覆,相邻涂覆的搭接宽度为30-50mm,即相邻两次涂覆之间存在重叠的面积,施工缝的搭接宽度大于100mm,保证完整、充分的涂覆,使防水涂料渗透至基层、密实毛孔,待第一遍涂覆的防水涂料不粘手时,采用胶刮板将防水涂料在第一遍涂覆的基础上以横向进行第二遍涂覆,依次交替,直至防水涂料层的厚度达到要求,最后一遍涂覆后进行抹平压实。 S1.4:检查及修补:抹平压实后,若防水涂料层的表面存在孔洞7或裂缝,清楚干净杂质,涂刷、加抹防水涂料以进行修补;若防水涂料层的表面存在起鼓现象,排出起鼓内的气体后,涂刷、加抹防水涂料以进行修补。 S2的具体过程为:将水泥砂浆倒在防水涂料层或防水保温一体板的保温板1表面上并均匀涂覆形成水泥砂浆层,水泥砂浆层的厚度在3-7mm之间,本实施例中,水泥砂浆层的厚度未5mm,确保水泥砂浆与防水保温一体板的粘结强度。 S3中在振捣的方式为采用自动机器人或人工操作平板振动器在防水保温一体板的表面均匀振捣,直至所有缝隙中冒出水泥砂浆或者对相邻两块防水保温一体板之间的缝隙进行灌缝处理,灌缝处理的意思指的是在缝隙处填充水泥砂浆或普通水泥砂浆或有机防水涂料。 S3中搭接边处理的方式为:将其中一块防水保温一体板的防水卷材的搭接边覆盖在相邻的防水保温一体板的防水卷材上,并且对防水卷材的搭接边进行热风焊接,进一步提高防水性能。 S4中在相邻的两块防水保温一体板的缝隙处进行密封处理为,首先清理缝隙处多余的水泥砂浆,揭除或热熔薄膜8,在缝隙处涂覆第一沥青层,接着,在第一沥青层上涂覆增强层,增强层包括无纺布,最后,在增强层上涂覆第二沥青层形成密封层,密封层的厚度在2-6mm之间,密封层与水泥砂浆相配合可以很好的填充相邻的两块防水保温一体板之间的缝隙,起到较好的密封效果。 若相邻的两块防水保温一体板的缝隙处于节点部位,例如女儿墙等,则S4中填充密封层的过程为首先清理缝隙处多余的水泥砂浆,揭除或热熔薄膜8,在缝隙处涂覆第一沥青层,其次,在第一沥青层上涂覆第一增强层,再次,在第一增强层上涂覆第二沥青层,接着,在第二沥青层上涂覆第二增强层,增强层包括无纺布,最后在第二增强层上涂覆第三沥青层,对节点部位进行加强密封处理,保证节点部位的密封性。 根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
- 一种防水保温一体板及其施工工艺和在线复合生产工艺
- 一种防水保温一体板的在线复合生产工艺