一种磁芯工装治具
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及磁芯生产技术领域,特指一种磁芯工装治具。
背景技术
现有的跑道型磁芯在工装过程的作业方法是在夹具内塞入磁芯,然后安装内模,退火后需要人手直接从夹具中取出磁芯,但是在取出磁芯的过程中,会使磁芯容易出现掉片、松脱或破损等不良情况,而且现有的夹具的内腔呈矩形,不能很好地适应跑道型的形状,实际退火后部分磁芯形状会发生变化,变化后的形状趋向于矩形,而且此变形在后工序中会影响磁芯装盒,导致不良情况的出现。
发明内容
本发明的发明目的在于:为了解决现有技术中所存在的在取出磁芯时,容易出现退火后形状变化以及使磁芯容易出现掉片、松脱或破损等不良情况的问题,本发明提供了一种磁芯工装治具。
为了解决现有技术中所存在的问题,本发明采用以下技术方案:
一种磁芯工装治具,包括有相互配合使用的夹具和取出治具,所述夹具上设置有若干个用于放置磁芯的磁芯容置孔,且所述磁芯内设置有内模,所述内模的形状与所述磁芯内壁的形状相适配;所述取出治具上设置有若干个第一顶出部,所述第一顶出部和所述磁芯容置孔一一对应。
作为本发明磁芯工装治具的技术方案的一种改进,所述磁芯容置孔的形状与所述磁芯的形状相适配。
作为本发明磁芯工装治具的技术方案的一种改进,所述若干个磁芯容置孔呈矩阵式排列设置在所述夹具上,所述第一顶出部和所述磁芯容置孔的形状、位置和数量相适配。
作为本发明磁芯工装治具的技术方案的一种改进,横向排列的所述磁芯容置孔之间设置有通槽,所述通槽连通两个相邻的所述磁芯容置孔;横向排列的所述第一顶出部之间设置有第二顶出部,所述第二顶出部的两端连接两个相邻的所述第一顶出部,所述通槽和所述第二顶出部相适配。
作为本发明磁芯工装治具的技术方案的一种改进,所述夹具和/或所述取出治具的侧壁上设置有定位部件。
作为本发明磁芯工装治具的技术方案的一种改进,所述夹具和/或所述取出治具的水平截面均呈方形,所述定位部件设置在所述夹具和/或所述取出治具的顶角处。
作为本发明磁芯工装治具的技术方案的一种改进,所述磁芯容置孔的深度大于所述磁芯的高度。
作为本发明磁芯工装治具的技术方案的一种改进,所述磁芯内设置有两个所述内模,两个所述内模为斜对半的两个内模。
本发明的有益效果:
在本发明中,通过在夹具上设置有若干个用于放置磁芯的磁芯容置孔,且磁芯内设置有内模,内模的形状与磁芯的内壁的形状相适配;取出治具上设置有若干个用于取出磁芯的第一顶出部,当在夹具中取出磁芯时,通过第一顶出部对应地顶出磁芯和内模,避免了通过人手直接从夹具中取出磁芯,造成磁芯变形的情况出现。同时,由于内模置于磁芯中,通过内模和磁吸容置孔的内侧壁向内模提供支撑的力量,解决了现有技术中所存在的在取出磁芯时,容易出现磁芯变形的情况的问题。
附图说明
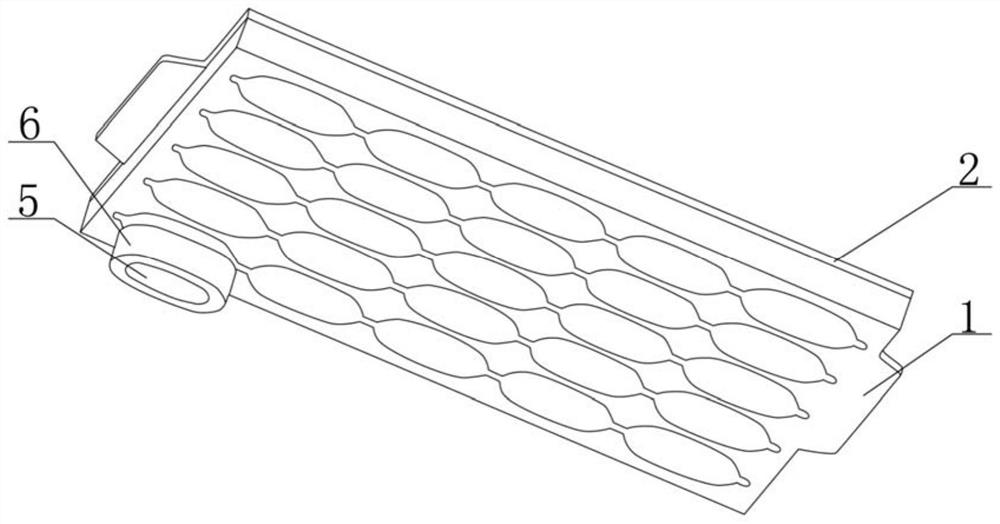
图1为本发明的结构示意图;
图2为本发明中夹具的结构示意图;
图3为本发明中取出治具的结构示意图;
图4为本发明中磁芯和内模的结构示意图。
附图标记说明:1-夹具;2-取出治具;3-磁芯容置孔;4-第一顶出部;5-内模;6-磁芯;7-通槽;8-第二顶出部;9-定位部件。
具体实施方式
为使本发明的发明目的、技术方案和有益效果更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明中的磁芯6,以跑道型磁芯为主,一般呈扁平圆环状,且磁芯6的内侧壁呈通孔状。一种磁芯工装治具,如图1至图4所示,包括有相互配合使用的夹具1和取出治具2,夹具1上设置有若干个用于放置磁芯6的磁芯容置孔3,且磁芯6内设置有内模5,内模5的形状与磁芯6内壁的形状相适配;取出治具2上设置有若干个第一顶出部4,第一顶出部4和磁芯容置孔3一一对应。
在使用的时候,把内模5和磁芯6组装,把设置有内模5的磁芯6放入到夹具1的磁芯容置孔3中进行退火处理,退火结束后,通过取出治具2上抵在夹具1端面,通过第一顶出部4对应地把磁芯容置孔3中的磁芯6和内模5顶出,使磁芯6连内模5一起脱模,然后取出内模5,获得跑道型磁芯,完成工装退火作业,避免了人手直接从夹具1中取出磁芯6时所出现的磁芯6变形的问题。
详细地说,由于磁芯6内设置有与磁芯6内壁形状相适配的内模5,通过内模5向磁芯6提供支撑的力量,避免了在取出磁芯6的过程中,磁芯6发生变形的情况出现。同时,在退火的时候,由于夹具1上设置有若干个磁芯容置孔3,通过磁芯容置孔3放置磁芯6,在退火后,通过取出治具2中的第一顶出部4把磁芯6连同内模5从磁芯容置孔3中顶出,避免了人工取出磁芯6时,磁芯6容易发生变形的情况出现。
优选的,磁芯6内设置有多个内模5。作为本发明的一种实施方式,磁芯6内设置有两个内模5,两个内模5为斜对半的两个内模5,方便在磁芯6中放入和取出内模5。
进一步的,磁芯容置孔3的形状与磁芯6的形状相适配。由于现有的夹具1的内腔呈矩形,不能很好地适应跑道型磁芯的形状,实际退火后部分磁芯6形状会发生变化。在本发明中,由于磁芯容置孔3的形状与磁芯6的形状相适配,即可以实现磁芯6的外侧与磁芯容置孔3的孔壁相贴紧的效果,可以通过磁芯容置孔3的孔壁和内模5同时限制了磁芯6的变形,更有效地避免了磁芯6变形的情况出现。
作为本发明的一种实施方式,若干个磁芯容置孔3呈矩阵式排列设置在夹具1上,第一顶出部4和磁芯容置孔3的形状、位置和数量相适配。由于在退火后,通过取出治具2上的第一顶出部4,对应地把磁芯容置孔3中的磁芯6和内模5顶出,这样可以通过第一顶出部4和磁芯容置孔3的形状、位置和数量相适配实现一次取出多个磁芯6的同时,保证磁芯6不变形的效果。
优选的,横向排列的磁芯容置孔3之间设置有通槽7,通槽7连通两个相邻的磁芯容置孔3;横向排列的第一顶出部4之间设置有第二顶出部8,第二顶出部8的两端连接两个相邻的第一顶出部4,通槽7和第二顶出部8相适配,通槽7和第二顶出部8的作用如导轨作用,可以更好地对准磁芯容置孔3和第一顶出部4,以便对齐取出磁芯6。
夹具1和/或取出治具2的侧壁上设置有定位部件9,可以通过定位部件9对准夹具1和取出治具2的位置,提高取出磁芯6的效率。优选的,夹具1和/或取出治具2的水平截面均呈方形,定位部件9设置在夹具1和/或取出治具2的顶角处,在顶角处不容易对使用者在拿取夹具1和取出治具2时造成阻碍。
磁芯容置孔3的深度大于磁芯6的高度,使磁芯6完全置于磁芯容置孔3中,更有效地避免了磁芯6发生形变的现象出现。
在本发明中,解决了跑道型磁芯退火脱模后,由于夹具1所出现的导致形状变形的问题,以及在手工取出作业过程中,避免了对磁芯6产生掉片松脱破损等不良情况,提高了产品外观合格率,提高了作业生产效率,还改善了跑道型磁芯因变形导致后续装盒无法装进的问题,降低后工序返工处理,提高成品合格率。
基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
- 一种磁芯工装治具
- 一种变压器磁芯焊锡治具中的磁芯安装结构