二次电池用电极板和使用了其的二次电池
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及二次电池用电极板和使用了其的二次电池。
背景技术
在电动汽车(EV)、混合电动汽车(HEV、PHEV)等的驱动用电源中,使用碱二次电池、非水电解质二次电池等二次电池。
这些二次电池具有在电池壳体内一并收纳有电解质以及由正极板、负极板和分隔件构成的电极体的构成。电池壳体由具有开口的外包装体和封闭外包装体的开口的封口板构成。封口板安装有正极端子和负极端子。正极端子借助正极集电体而与正极板电连接,负极端子借助负极集电体而与负极板电连接。
作为这种二次电池,提出了在电极体中的封口板侧的端部设置有由多个正极极耳构成的正极极耳组和由多个负极极耳构成的负极极耳组的二次电池(下述专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开2016-115409号公报
发明内容
本发明的一个目的是提供可靠性高的二次电池。
本发明的一个形态所述的二次电池用电极板是具有金属制的芯体和在前述芯体的两面形成的活性物质层的二次电池用电极板,
前述电极板具有第一端边和从前述第一端边突出的极耳,
在前述第一端边处的前述芯体的端面形成有包含氟的覆膜。
本发明的一个形态所述的二次电池具备前述电极板、以及极性与前述电极板不同的其它电极板。
根据本发明,可提供可靠性高的二次电池。
附图说明
图1是实施方式所述的二次电池的立体图。
图2是沿着图1中的II-II线的截面图。
图3的(a)是正极原板的俯视图,图3的(b)是形成极耳后的正极原板的俯视图,图3的(c)是正极板的俯视图。
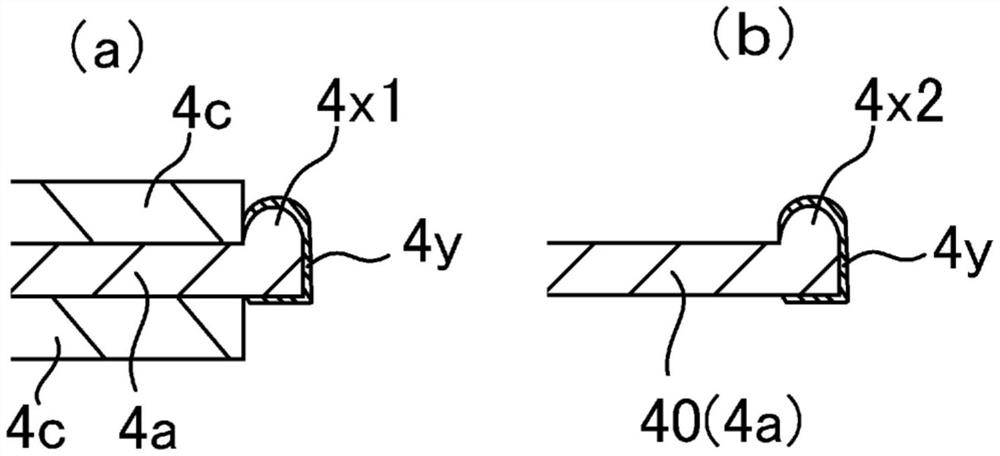
图4的(a)是沿着图3的(c)中的a-a线的截面图,图4的(b)是沿着图3的(c)中的b-b线的截面图。
图5的(a)是负极原板的俯视图,图5的(b)是形成极耳后的负极原板的俯视图,图5的(c)是负极板的俯视图。
图6是实施方式所述的电极体的俯视图。
图7是表示将正极极耳组连接于第二正极集电体、将负极极耳组连接于第二负极集电体的状态的图。
图8是表示安装第一正极集电体和第一负极集电体后的封口板的电极体侧的面的图。
图9是表示将第二正极集电体安装于第一正极集电体,将第二负极集电体安装于第一负极集电体后的封口板的电极体侧的面的图。
具体实施方式
以下说明作为实施方式所述的二次电池的方形二次电池20的构成。需要说明的是,本发明不限定于以下的实施方式。
如图1和图2所示那样,方形二次电池20具备电池壳体100,所述电池壳体100由具有开口的有底方筒状的方形外包装体1和封闭方形外包装体1的开口的封口板2构成。方形外包装体1和封口板2分别优选为金属制。在方形外包装体1内一并收纳有电解质以及包含正极板和负极板的电极体3。
在电极体3的封口板2侧的端部设置有由多个正极极耳40构成的正极极耳组40A和由多个负极极耳50构成的负极极耳组50A。正极极耳组40A借助第二正极集电体6b和第一正极集电体6a而与正极端子7电连接。负极极耳组50A借助第二负极集电体8b和第一负极集电体8a而与负极端子9电连接。第一正极集电体6a和第二正极集电体6b构成了正极集电体6。需要说明的是,也可以将正极集电体6制成一个部件。第一负极集电体8a和第二负极集电体8b构成了负极集电体8。需要说明的是,也可以将负极集电体8制成一个部件。
第一正极集电体6a、第二正极集电体6b和正极端子7优选为金属制,更优选为铝或铝合金制。在正极端子7与封口板2之间配置有树脂制的外部侧绝缘部件10。在第一正极集电体6a和第二正极集电体6b与封口板2之间配置有树脂制的内部侧绝缘部件11。
第一负极集电体8a、第二负极集电体8b和负极端子9优选为金属制,更优选为铜或铜合金制。此外,优选使负极端子9具有由铝或铝合金形成的部分和由铜或铜合金形成的部分。此时,优选将由铜或铜合金形成的部分连接于第一负极集电体8a,并使由铝或铝合金形成的部分比封口板2更向外部侧突出。在负极端子9与封口板2之间配置有树脂制的外部侧绝缘部件12。在第一负极集电体8a和第二负极集电体8b与封口板2之间配置有树脂制的内部侧绝缘部件13。
在电极体3与方形外包装体1之间配置有由树脂制的树脂片构成的电极体支架14。电极体支架14优选将树脂制的绝缘片折弯成形为袋状或箱状而得。封口板2设置有电解液注液孔15,电解液注液孔15被密封部件16密封。封口板2设置有在电池壳体100内的压力达到规定值以上时发生断裂而将电池壳体100内的气体向电池壳体100外排出的气体排出阀17。
接着,说明方形二次电池20的制造方法和各构成的详情。
[正极板]
首先,说明正极板的制造方法。
[正极活性物质层浆料的制作]
将作为正极活性物质的锂镍钴锰复合氧化物、作为粘结材料的聚偏二氟乙烯(PVdF)、作为导电材料的碳材料和作为分散介质的N-甲基-2-吡咯烷酮(NMP)以锂镍钴锰复合氧化物:PVdF:碳材料的质量比达到97.5:1:1.5的方式进行混炼,制作正极活性物质层浆料。
[正极保护层浆料的制作]
将氧化铝粉末、作为导电材料的碳材料、作为粘结材料的聚偏二氟乙烯(PVdF)和作为分散介质的N-甲基-2-吡咯烷酮(NMP)以氧化铝粉末:碳材料:PVdF的质量比达到83:3:14的方式进行混炼,制作保护层浆料。
[正极活性物质层和正极保护层的形成]
利用模涂机在作为正极芯体的厚度15μm的铝箔的两面涂布利用上述方法制作的正极活性物质层浆料和正极保护层浆料。此时,在正极芯体的宽度方向的中央涂布正极活性物质层浆料。此外,在要涂布正极活性物质层浆料的区域的宽度方向的两端涂布正极保护层浆料。
使涂布有正极活性物质层浆料和正极保护层浆料的正极芯体干燥,去除正极活性物质层浆料和正极保护层浆料所含的NMP。由此形成正极活性物质层和保护层。其后,通过使其在一对加压辊之间穿过而将正极活性物质层压缩,制成正极原板400。
图3的(a)是利用上述方法制作的正极原板400的俯视图。在带状的正极芯体4a的两面,沿着正极芯体4a的长度方向形成有正极活性物质层4b。在正极芯体4a中,在形成有正极活性物质层4b的区域的宽度方向的两端部形成有正极保护层4c。并且,在正极原板400的宽度方向的两端部,沿着正极原板400的长度方向形成有正极芯体露出部4d。需要说明的是,正极活性物质层4b的厚度优选大于正极保护层4c的厚度。在正极芯体的一面形成的正极保护层4c的厚度优选为10~100μm、更优选为15~50μm。
图3的(b)是形成极耳后的正极原板401的俯视图。通过将正极原板400的正极芯体露出部4d切割成规定形状,从而制作形成极耳后的正极原板401。在切割正极原板400而形成极耳时,优选通过照射激光等能量射线来切割正极原板400。
作为激光切割,优选使用连续震荡(CW)激光。激光的输出功率优选为500W~1200W、更优选为550W~1000W、进一步优选为600W~1000W。激光的扫描速度优选为100mm/s~5000mm/s。但不限定于此。需要说明的是,可以使用脉冲激光。
在形成极耳后的正极原板401中,在形成极耳后的正极原板401的宽度方向的两端形成多个正极极耳40。需要说明的是,正极极耳40包含正极芯体露出部4d。如图3的(b)所示那样,能够在正极极耳40的根部、以及邻接的正极极耳40彼此之间形成的形成极耳后的正极原板401的端边,以残留正极保护层4c的方式切割正极原板400。
图3的(c)是正极板4的俯视图。首先,沿着形成极耳后的正极原板401的长度方向,将形成极耳后的正极原板401在宽度方向上的中央部进行切割。其后,在形成极耳后的正极原板401的长度方向上,将形成极耳后的正极原板401以规定间隔进行切割,由此制作正极板4。对形成极耳后的正极原板401进行切割时,可以使用激光切割、使用了模具和/或切割器的切割等。对形成极耳后的正极原板401进行切割优选使用模具和/或切割器。
图4的(a)是沿着图3的(c)的a-a线的截面图,是正极板4中的正极极耳40突出的第一端边4A的截面图。图4的(b)是沿着图3的(c)的b-b线的截面图,是正极极耳40的端部的截面图。
如图4的(a)所示那样,正极板4沿着第一端边4A具有正极芯体4a上未形成正极活性物质层4b的活性物质层未形成部。在活性物质层未形成部中,与正极活性物质层4b邻接的部分形成有正极保护层4c。在活性物质层未形成区域的端部形成有从正极芯体4a的一面(图4的(a)中的上表面)向正极芯体4a的厚度方向突出的突出部4x1。因此,第一端边4A处的正极芯体4a的端部的厚度大于正极芯体4a中在表面形成有正极活性物质层4b的部分的厚度。需要说明的是,正极芯体4a中在表面形成有正极活性物质层4b的部分的厚度与正极芯体4a中在表面形成有正极保护层4c的部分的厚度大致相同。突出部4x1是进行激光切割时正极芯体4a发生熔融并凝固的部分。突出部4x1容易出现在激光切割时正极芯体4a中照射激光的一侧的面。
在第一端边4A处的正极芯体4a的端面形成有包含氟的覆膜4y。因此,能够抑制正极芯体4a的端面露出的部分与分隔件接触而使分隔件损伤。需要说明的是,更优选在突出部4x1的表面也形成有覆膜4y。此外,即便在正极芯体4a的端面与负极板5接触的情况下,也能够抑制大电流流通。需要说明的是,优选第一端边4A处的正极芯体4a的端面的大致整体形成有覆膜4y。例如,优选在相对于第一端边4A处的正极芯体4a的端面的全部面积为90%以上、更优选为95%以上、进一步优选为99%以上的区域形成有覆膜4y。需要说明的是,在正极板4中,在除第一端边4A之外的3个端边,也可以不在正极芯体4a的端面形成覆膜4y。
包含氟的覆膜4y可以制成树脂膜。由此,能够更有效地防止分隔件的损伤。此外,即便在正极芯体4a的端面与负极板5接触的情况下,也能够有效地抑制大电流流通。此外,覆膜4y不易从正极芯体4a的端面剥离。
切割正极原板400时,可以使正极芯体4a中的第一端边4A的端面形成包含氟的覆膜4y。例如,可以使熔融的包含氟的树脂附着于正极芯体4a的端面。此外,也可以考虑对包含氟的树脂照射激光等能量射线,使树脂熔融,并将该熔融的树脂吹附于正极芯体4a的端面。
包含氟的覆膜4y可以制成包含氟化铝的覆膜。由此,能够更有效地防止分隔件的损伤。此外,即便在正极芯体4a的端面与负极板5接触的情况下,也能够有效地抑制大电流流通。包含氟的覆膜4y可以制成以氟化铝作为主成分的覆膜。例如,覆膜4y的60质量%可以由氟化铝构成。覆膜4y也可以由氟化铝和树脂构成。
切割正极原板400时,可以使熔融铝制或铝制的正极芯体4a与包含氟的气体发生反应,从而使正极芯体4a的端面产生氟化铝。例如,可以考虑在包含氟的气体中对正极原板400进行激光切割。由此,能够在正极芯体4a的端面形成包含氟化铝的覆膜。
需要说明的是,如图4的(b)所示那样,优选在正极极耳40的端面也形成覆膜4y。优选在正极极耳40中的宽度方向(图3的(c)的左右方向上的端面)形成覆膜4y。优选在正极极耳40中的正极极耳40的突出方向上的端面(图3的(c)中的上端面)形成覆膜4y。优选在正极极耳40的端部形成有从正极芯体4a的一面(图4的(b)中的上表面)向正极芯体4a的厚度方向突出的突出部4x2。优选在突出部4x2的表面也形成覆膜4y。
突出部4x1从正极芯体4a的一面(图4的(a)中的上表面)向正极芯体4a的厚度方向突出。此处,将从正极芯体4a的一面(图4的(a)中的上表面)起至突出部4x1的上端为止的高度记作突出部4x1的突出高度。突出部4x1的突出高度优选小于正极保护层4c的厚度。若为这种构成,则能够更有效地抑制突出部4x1与分隔件接触而导致分隔件损伤。突出部4x1的突出高度优选为正极保护层4c的厚度的2/3以下,更优选为1/3以下。其中,也可以使突出部4x1的突出高度大于正极保护层4c的厚度。正极保护层4c不是必须构成。正极板4也可以不设置正极保护层4c。
需要说明的是,突出部4x1的突出高度优选为正极芯体4a中在两面形成有正极活性物质层的部分的厚度的1/4以下。
正极芯体4a中,优选在与形成有突出部4x1的面相反一侧的面、即另一面(图4的(a)中的下表面)不形成从另一面向正极芯体4a的厚度方向突出的突出部。或者,正极芯体4a中,优选虽然在与形成有突出部4x1的面相反一侧的面、即另一面(图4的(a)中的下表面)形成有从另一面向正极芯体4a的厚度方向突出的突出部,但其突出高度小于突出部4x1的突出高度。通过这种构成,能够更有效地防止正极板4与负极板5发生短路。在另一面形成的突出部的突出高度优选为突出部4x1的突出高度的1/3以下、更优选为1/5以下。
[负极板]
接着,说明负极板的制造方法。
[负极活性物质层浆料的制作]
将作为负极活性物质的石墨、作为粘结材料的丁苯橡胶(SBR)和羧甲基纤维素(CMC)、以及作为分散介质的水以石墨:SBR:CMC的质量比达到98:1:1的方式进行混炼,制作负极活性物质层浆料。
[负极活性物质层的形成]
利用模涂机在作为负极芯体的厚度8μm的铜箔的两面涂布利用上述方法制作的负极活性物质层浆料。
使涂布有负极活性物质层浆料的负极芯体干燥,去除负极活性物质层浆料所含的水。由此形成负极活性物质层。其后,通过使其在一对加压辊之间穿过而将负极活性物质层压缩,制成负极原板500。
图5的(a)是利用上述方法制作的负极原板500的俯视图。在带状的负极芯体5a的两面,沿着负极芯体5a的长度方向形成有负极活性物质层5b。并且,在负极原板500的宽度方向的两端部,沿着负极原板500的长度方向形成有负极芯体露出部5c。
图5的(b)是形成极耳后的负极原板501的俯视图。通过将形成极耳后的负极原板501的负极芯体露出部5c切割成规定形状,从而制作形成极耳后的负极原板501。负极原板500的切割可通过照射激光等能量射线、模具或切割机等来进行。在形成极耳后的负极原板501中,在形成极耳后的负极原板501的宽度方向的两端,沿着形成极耳后的负极原板501的长度方向而形成多个负极极耳50。需要说明的是,负极极耳50包含负极芯体露出部5c。需要说明的是,优选通过照射能量射线来切割负极原板500,从而形成负极极耳50。
图5的(c)是负极板5的俯视图。首先,沿着形成极耳后的负极原板501的长度方向,将形成极耳后的负极原板501在宽度方向上的中央部进行切割。其后,在形成极耳后的负极原板501的长度方向上,将形成极耳后的负极原板501以规定间隔进行切割,由此制作负极板5。
[电极体的制作]
将通过上述方法制作的正极板4和负极板5隔着分隔件进行层叠,制造层叠型的电极体3。图6是电极体3的俯视图。在电极体3的一个端部设置有由多个正极极耳40构成的正极极耳组40A和由多个负极极耳50构成的负极极耳组50A。
需要说明的是,俯视正极板4中形成有正极活性物质层4b的区域时的面积优选小于俯视负极板5中形成有负极活性物质层5b的区域时的面积。并且,俯视电极体3时,正极板4中形成有正极活性物质层4b的区域优选全部配置在负极板5中形成有负极活性物质层5b的区域内。
电极体3中,形成在正极极耳40上的正极保护层4c的正极极耳40的前端侧端部与负极板5中形成有负极极耳50的端边相比优选位于正极极耳40的前端侧。即,在负极板5中形成有负极极耳50的端边的与正极极耳40相对的区域,呈现在构成正极极耳40的正极芯体4a与负极板5之间存在正极保护层4c的构成。由此,能够更有效地防止正极板4与负极板5发生短路。
作为分隔件,优选使用聚烯烃制的多孔膜。此外,更优选使用在聚烯烃制的多孔膜的表面形成有包含陶瓷的耐热层的分隔件。
[集电体与极耳的连接]
如图7所示那样,将两个电极体3的正极极耳组40A连接于第二正极集电体6b,并将两个电极体3的负极极耳组50A连接于第二负极集电体8b。正极极耳组40A焊接连接于第二正极集电体6b而形成焊接连接部60。负极极耳组50A焊接连接于第二负极集电体8b而形成焊接连接部61。
第二正极集电体6b形成有薄壁部6c,在薄壁部6c内形成有集电体开口6d。在该薄壁部6c中,第二正极集电体6b连接于第一正极集电体6a。第二正极集电体6b中,在与封口板2的电解液注液孔15相对的位置形成有集电体贯通孔6e。
第二负极集电体8b形成有薄壁部8c,在薄壁部8c内形成有集电体开口8d。在该薄壁部8c中,第二负极集电体8b连接于第一负极集电体8a。
正极极耳组40A与第二正极集电体6b的连接可通过超声波焊接、电阻焊接、激光焊接等来进行。
[对封口板安装各部件]
图8是表示安装有各部件的封口板2的电池内部侧的面的图。对封口板2安装各部件可如下操作来进行。
在封口板2的正极端子插入孔2a的周围的电池外面侧配置外部侧绝缘部件10。在封口板2的正极端子插入孔2a的周围的电池内面侧配置内部侧绝缘部件11和第一正极集电体6a。并且,将正极端子7从电池外部侧插入至外部侧绝缘部件10的贯通孔、封口板2的正极端子插入孔2a、内部侧绝缘部件11的贯通孔和第一正极集电体6a的贯通孔中,将正极端子7的前端嵌紧在第一正极集电体6a上。由此,正极端子7和第一正极集电体6a被固定于封口板2。需要说明的是,优选将正极端子7中被嵌紧的部分与第一正极集电体6a进行焊接连接。
在封口板2的负极端子插入孔2b的周围的电池外面侧配置外部侧绝缘部件12。在封口板2的负极端子插入孔2b的周围的电池内面侧配置内部侧绝缘部件13和第一负极集电体8a。并且,将负极端子9从电池外部侧插入至外部侧绝缘部件12的贯通孔、封口板2的负极端子插入孔2b、内部侧绝缘部件13的贯通孔和第一负极集电体8a的贯通孔中,将负极端子9的前端嵌紧在第一负极集电体8a上。由此,负极端子9和第一负极集电体8a被固定于封口板2。需要说明的是,优选将负极端子9中被嵌紧的部分与第一负极集电体8a进行焊接连接。
内部侧绝缘部件11中,在与设置于封口板2的电解液注液孔15相对的部分设置有注液开口11a。此外,在注液开口11a的边缘部设置有筒状部11b。
[第一集电体与第二集电体的连接]
图9是表示对第一正极集电体6a安装第二正极集电体6b,并对第一负极集电体8a安装第二负极集电体8b后的封口板2的电池内部侧的面的图。
使连接有正极极耳组40A的第二正极集电体6b的一部分与第一正极集电体6a重叠,并配置在内部侧绝缘部件11上。并且,通过对薄壁部6c进行激光照射而将第二正极集电体6b与第一正极集电体6a焊接连接,形成焊接连接部62。此外,使连接有负极极耳组50A的第二负极集电体8b的一部分与第一负极集电体8a重叠,并配置在内部侧绝缘部件13上。并且,通过对薄壁部8c进行激光照射而将第二负极集电体8b与第一负极集电体8a焊接连接,形成焊接连接部63。
[二次电池的制作]
以使图9中的一个电极体3的上表面(图9中的眼前侧的面)与另一个电极体3的上表面(图9中的眼前侧的面)直接接触和/或借助其它部件接触的方式,使两个正极极耳组40A和两个负极极耳组50A弯曲。由此,将两个电极体3汇聚成一个。并且,将两个电极体3配置在成形为箱状和/或袋状的由绝缘片构成的电极体支架14内。
一个正极极耳组40A与另一个正极极耳组40A沿着互不相同的朝向弯曲。此外,一个负极极耳组50A与另一个负极极耳组50A沿着互不相同的朝向弯曲。
将被电极体支架14包裹的两个电极体3插入至方形外包装体1中。并且,对封口板2和方形外包装体1进行焊接,利用封口板2对方形外包装体1的开口进行封口。并且,通过设置于封口板2的电解液注液孔15,向方形外包装体1内注入电解液。其后,利用空心铆钉等密封部件来密封电解液注液孔15。由此完成方形二次电池20。
包含氟的覆膜的厚度可以设为0.05μm~5μm。需要说明的是,包含氟的覆膜的厚度优选小于1μm、优选为0.1μm~0.8μm。通过使包含氟的覆膜的厚度较小,能够抑制包含氟的覆膜自芯体的端面剥落。
包含氟的覆膜以氟化铝作为主成分时,覆膜的厚度优选小于1μm、更优选为0.05μm~0.8μm、进一步优选为0.1μm~0.6μm。通过使覆膜的厚度较小,即便在芯体的端面与其它具有极性的电极板接触的情况下,芯体的端面也未完全绝缘,能够使芯体的端面与其它具有极性的电极板之间流通电流。由此,避免仅通过覆膜来维持正极板与负极板保持绝缘的状态,也可以认为:在芯体的端面与其它具有极性的极板接触的情况下,能量会被释放。
设置于电极板的保护层优选为导电性比构成电极板的芯体低的层。此外,保护层优选为导电性比活性物质层低的层。需要说明的是,上述实施方式中,例示出对正极板设置保护层的例子,但也可以对负极板设置保护层。
此外,保护层优选含有陶瓷和粘结剂。作为陶瓷,可以使用氧化物、氮化物、硼化物、碳化物、硅化物、硫化物等。作为陶瓷,可以使用氧化铝、勃姆石、氧化钛、氧化硅、氧化钨等。但不限定于它们。作为粘结剂,优选为树脂系的粘结剂。但不限定于它们。需要说明的是,保护层也可以不含陶瓷。例如,也可以将保护层设为树脂层。保护层可以包含由碳材料等构成的导电材料。需要说明的是,保护层也可以不含导电材料。
正极芯体优选为铝制或者以铝作为主成分的铝合金制。需要说明的是,作为铝合金,优选铝所占的比例为90质量%以上的铝合金,更优选铝所占的比例为95质量%以上的铝合金。
负极芯体优选为铜制或者以铜作为主成分的铜合金制。需要说明的是,作为铜合金,优选铜所占的质量比例为95质量%以上的铜合金,更优选铜所占的质量比例为99质量%以上的铜合金。
芯体的厚度优选为5~30μm、更优选为5~20μm。
上述实施方式中,例示出对正极板4设置正极保护层4c的例子。然而,保护层不是必须构成,也可以不设置保护层。
设置于电极板的保护层与覆膜具有不同的构成。
上述实施方式中,例示出在电池壳体内配置两个电极体的例子,但电极体可以为一个,也可以为三个以上。此外,电极体可以为层叠电极体,也可以为卷绕电极体。
上述实施方式中,关于正极板,针对活性物质层未形成部的端部的构成的详情进行了说明,但关于负极板,也可以设为相同的构成。
上述实施方式中,例示出正极集电体和负极集电体分别由两个部件构成的例子,但正极集电体和负极集电体也可以分别由一个部件构成。
关于正极板、负极板、分隔件和电解质等,可以使用公知的材料。
20…方形二次电池
1…方形外包装体
2…封口板
2a…正极端子插入孔
2b…负极端子插入孔
100…电池壳体
3…电极体
4…正极板
4A…第一端边
4a…正极芯体
4b…正极活性物质层
4c…正极保护层
4d…正极芯体露出部
4x1、4x2…突出部
4y…覆膜
40…正极极耳
40A…正极极耳组
400…正极原板
401…形成极耳后的正极原板
5…负极板
5a…负极芯体
5b…负极活性物质层
50…负极极耳
50A…负极极耳组
6…正极集电体
6a…第一正极集电体
6b…第二正极集电体
6c…薄壁部
6d…集电体开口
6e…集电体贯通孔
7…正极端子
8…负极集电体
8a…第一负极集电体
8b…第二负极集电体
8c…薄壁部
8d…集电体开口
9…负极端子
10…外部侧绝缘部件
11…内部侧绝缘部件
11a…注液开口
11b…筒状部
12…外部侧绝缘部件
13…内部侧绝缘部件
14…电极体支架
15…电解液注液孔
16…密封部件
17…气体排出阀
60、61、62、63…焊接连接部。
- 非水电解液二次电池用电极板、非水电解液二次电池用电极板的制备方法及非水电解液二次电池
- 非水电解液二次电池用电极板、非水电解液二次电池用电极板的制备方法及非水电解液二次电池