一种铲齿散热器及其制造工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及散热器技术领域,具体涉及一种铲齿散热器及其制造工艺。
背景技术
随着人们对生活质量要求的提高,家电类产品逐渐发展为体积小,且效率高的趋势,这样导致在原空间体积受限的情况下,功率器件的运行功率加大,体积密度的散热要求提高,传统的散热器占用空间和散热效率难以兼顾,无法满足家电小型化发展的需求。
发明内容
本发明的目的是为了解决以上现有技术的不足,提出了一种铲齿散热器,包括安装部和散热部,所述的散热部位于安装部的上表面,散热部包括若干阵列设置的波纹铲齿,所述的波纹铲齿与安装部之间呈一定角度,波纹铲齿的表面呈波浪状;安装部的两侧均设有卡槽,安装部的下表面设有若干组安装槽。
进一步地,所述的波纹铲齿包括两列宽波纹铲齿组和两列窄波纹铲齿组。
更进一步地,所述的窄波纹铲齿组位于宽波纹铲齿组的两侧。
更进一步地,所述的相邻列的波纹铲齿之间均设有一定间隔的导风槽。导风槽可以较少风压效果。
更进一步地,所述的卡槽为C型卡槽。所述的卡槽呈对称状设于安装部的两侧。
更进一步地,所述的安装部的两侧均设有安装固定孔,所述的安装固定孔均位于卡槽的内侧处。
更进一步地,所述的安装槽共有2~8个,分为两组对称设于安装部下表面的两侧处。
更进一步地,所述的安装槽根据常用模组间距,预设3组呈对称状设于安装部下表面的两侧处。
更进一步地,所述安装槽的两侧内壁上均设有呈锯齿状的防脱沟槽。
一种铲齿散热器的制造工艺,包括下述步骤:
步骤一:对材质为ALL060的基材通过型材挤压工艺初步成型;
步骤二:根据待生产铲齿散热器的波纹铲齿角度,选用对应角度的铲齿刀;
步骤三:铲齿刀以设定的角度对待生产铲齿散热器进行切削成型。
有益效果:(1)本发明中的铲齿散热器结构简单便于加工,产品基材仅需通过型材模具挤压成型即可批量低成本生产,而散热部的波纹铲齿仅需通过不同角度的波纹铲齿刀即可生产出不同角度不同高度的波纹铲齿以满足各种体积和散热需求的家电。
(2)呈倾斜状角度设置的波纹铲齿以及波纹铲齿表面的波浪纹路均可以大幅提高散热部的散热面积。
(3)本发明结构简单,预留的安装槽和卡槽均可快速装卸,提高产品的装配效率,维护与替换更为便捷。
附图说明
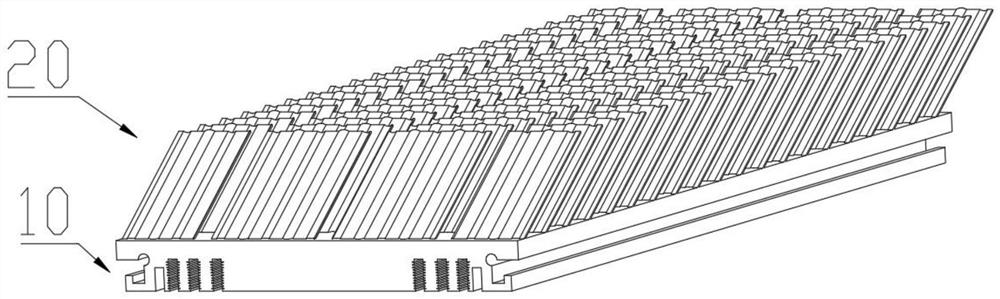
图1是一种铲齿散热器的立体结构示意图;
图2是图1的俯视图;
图3是图1的左视图;
图4是图2中A部分的波纹铲齿的放大图;
图5是图3中B部分的局部放大图;
图6是铲齿散热器制造工艺的步骤一示意图
图7是铲齿散热器制造工艺的步骤二、三的示意图;
图8是铲齿散热器制造工艺的步骤三完成后的主视图;
图中:10、安装部,11、卡槽,12、安装固定孔,13、安装槽,14、防脱沟槽,20、散热部,21、波纹铲齿,22、宽波纹铲齿组,23、窄波纹铲齿组,24、导风槽。
具体实施方式
为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
如图1-8所示,一种铲齿散热器,包括安装部10和散热部20,所述的散热部20位于安装部10的上表面,散热部20包括若干阵列设置的波纹铲齿21,所述的波纹铲齿21与安装部10之间呈α角度,波纹铲齿21的表面呈波浪状;所述的波纹铲齿21包括两列宽波纹铲齿组22和两列窄波纹铲齿组23;所述的窄波纹铲齿组23位于宽波纹铲齿组22的两侧;所述的相邻列的波纹铲齿21之间均设有一定间隔的导风槽24。
安装部10的两侧均设有卡槽11,述的卡槽11呈对称状设于安装部10的两侧,所述的卡槽11为C型卡槽;所所述的安装部10的两侧均设有安装固定孔12,所述的安装固定孔12均位于卡槽11的内侧处;安装部10的下表面设有若干组安装槽13;所述的安装槽13根据常用模组间距,预设3组呈对称状设于安装部10下表面的两侧处;所述安装槽13的两侧内壁上均设有呈锯齿状的防脱沟槽14。
一种铲齿散热器的制造工艺,包括下述步骤:
如图6所示,步骤一:对材质为ALL060的基材通过型材挤压工艺初步成型;
步骤二:根据待生产铲齿散热器的波纹铲齿角度,选用对应角度的铲齿刀;
如图7所示,步骤三:铲齿刀以设定的角度对待生产铲齿散热器进行切削成型。
铲齿散热器制造工艺步骤三完成后的铲齿散热器如图8所示。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种铲齿散热器及其制造工艺
- 一种微通道铜铝复合铲齿液冷散热器