一种大规格非金属密封垫圈冲压装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于垫圈冲压设备技术领域,具体地说,是一种大规格非金属密封垫圈冲压装置。
背景技术
密封垫圈又称为密封垫片,是一种用于机械设备、管路管道、压力铸造等行业的通用产品,一般只要是有流体的地方都会使用到。密封垫圈通常分为金属和非金属材质,金属材质的垫圈经切割,冲压或裁剪等工艺制成,工艺较为成熟稳定。而对于非金属垫圈,如石棉垫圈、EPE珍珠棉垫圈、纸垫圈、橡胶垫圈、陶瓷纤维纸垫圈等,由于其材质大都具有一定弹性,基本采用刀模冲切而成,而冲切后垫圈会嵌入模具内,需要人工挖出,效率低下,且消耗人力物力,无形中增加了垫圈生产成本。
专利号“201720399316.1”公开了一种密封垫圈冲压模具及自动冲压成型装置,通过设置与垫圈冲压刀具阵列组相同排列的内圆冲杆阵列,在冲剪成型的同时完成内圆垫片的顶出,并使垫圈自动输出,有效地提高了垫圈的生产效率,降低生产成本;然而该模具对于含有柔软含丝的大规格(外径150mm以上)垫圈不太适用,冲切容易拉丝,且模具采用上下两块组合结构,模具结构复杂,成本高。专利号“201921202504 .6”公开了一种改进型密封垫圈冲压式成型模具,包括固定外框,顶紧气缸,横向连接板,定位管,L型定位杆,可调节顶出架结构,外侧切割架结构,废料分类存放架结构,底部垫架,横向插槽,废料储存斗,把手,安装壳,控制器和开关,其结构复杂,上下配合完成冲切,控制精度要求高,且不适用大规格(外径150mm以上)非金属垫圈。事实上,目前现有的垫圈冲压模具,均不能满足大规格非金属垫圈的冲压及冲压后自动顶出产品,而对于诸多领域(如低压铸造、设备管路等),类似EPE、陶瓷纤维的柔性垫圈使用越来越广泛,相比传统的真空吸制成型,冲压制备大规格柔性垫圈具有效率高、产量大、交期短、成本低等特点。
发明内容
本发明的目的在于克服现有技术中的不足,提供一种大规格非金属密封垫圈冲压装置,具有结构简单、生产效率高、顶出方便、成本低等特点,通过采用气缸作为动力源,大大降低了能耗,减少了设备投入,可广泛用于大规格非金属垫圈冲压技术领域。
为了解决上述问题,本发明采用以下的技术方案:一种大规格非金属密封垫圈冲压装置,包括底板,所述底板上设有刀片;所述底板上端设有固定金属板,底板通过螺栓和螺母固定于金属板上;所述金属板上端设有定位板,所述定位板上设有弹簧;所述弹簧穿过金属板和底板后位于所述刀片内,所述弹簧底部的高度低于所述刀片凸出所述底板的高度;所述金属板还连接气缸。
作为一种改进,所述刀片为圆形高刀,组成一大圆和一小圆,所述刀片凸出所述底板的高度≥10mm。
作为一种改进,所述金属板上开有对角斜槽,方便不同尺寸底板四个角均能固定于所述金属板上。
作为一种改进,所述弹簧固定于弹簧套内,所述弹簧套底部与所述底板底部齐平。
作为一种改进,所述弹簧底部设有顶出缓冲片,所述顶出缓冲片为橡胶、硅胶或弹性塑料材质。
作为一种改进,所述弹簧固定于所述金属板上,并穿过底板位于所述刀片内。
作为一种改进,所述弹簧固定于底板上,弹簧底部位置低于所述刀片凸出底板的高度位置。
作为一种改进,所述弹簧采用弹簧钢材质,且为圆柱形拉伸弹簧。
作为一种改进,所述金属板中心设有通孔,所述气缸内部的顶杆插入通孔后焊接固定,防止金属板在垫圈冲压过程中活动或者移位。
作为一种改进,所述气缸连接电脑冲切控制器,所述气缸的进气压力≥0.8MPa。
作为一种改进,所述底板上设置有并排多组刀片组成的垫圈,一次冲压可完成多个垫圈的生产,提高冲压效率。
作为一种改进,所述金属板为铁板或高强度铝合金板材质。
本发明的有益效果为:一种大规格非金属密封垫圈冲压装置,具有结构简单、生产效率高、顶出方便、成本低等特点,通过底板和刀片组合对非金属密封垫圈进行冲切,在底板内部设有弹簧,冲压完成后由弹簧回弹将垫圈自动顶出,大大提高了冲切效率,避免了人工抠出的繁琐操作,同时很好的保证垫圈的外观美观;另外,通过设置多排组刀垫圈,进一步提升了冲压效率;最后,通过采用气缸作为动力源,同时配合电脑冲切控制器,降低了设备投入成本,同时也降低了生产能耗。
附图说明
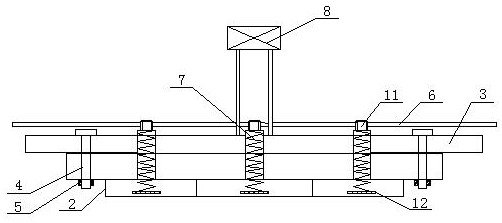
图1:本发明大规格非金属密封垫圈冲压装置第一实施例结构示意图;
图2:本发明大规格非金属密封垫圈冲压装置第二实施例结构示意图;
图3:本发明大规格非金属密封垫圈冲压装置第三实施例结构示意图;
图4:本发明底板和刀片的俯视图。
图中:1、底板;2、刀片;3、金属板;4、螺栓;5、螺母;6、定位板;7、弹簧;8、气缸;9、大圆;10、小圆;11、弹簧套;12、顶出缓冲片;13、预埋固定杆。
具体实施方式
下面结合实施方式对本发明作进一步详细描述。
实施例1:
如图1和图4所示,本发明的一种大规格非金属密封垫圈冲压装置,包括底板1,所述底板1上设有刀片2,所述刀片2为圆形高刀,组成一大圆9和一小圆10,所述刀片2凸出所述底板1的高度为10mm;所述底板1上端设有固定金属板3,底板通过螺栓4和螺母5固定于金属板3上;所述金属板3上端设有定位板6,所述定位板6上设有弹簧7,所述弹簧7固定于弹簧套11内,所述弹簧套11底部与所述底板1底部齐平;所述弹簧7穿过金属板3和底板1位于后所述刀片2内,所述弹簧7底部的高度低于所述刀片2凸出所述底板1的高度;所述金属板3还连接气缸8。
进一步地,所述金属板3上开有对角斜槽,方便不同尺寸底板四个角均能固定于所述金属板3上;具体的,通过所述螺栓4和螺母5在斜槽内移动,方便找到所述底板1在四个角上打好的通孔的位置,将所述底板1快速固定于所述金属板3上。
进一步地,所述弹簧7的底部设有顶出缓冲片12,所述顶出缓冲片12为橡胶材质,通过胶水粘结于所述弹簧7的底部;具体的,所述弹簧7采用弹簧钢材质,且为圆柱形拉伸弹簧。
进一步地,所述金属板3中心设有通孔,所述气缸8内部的顶杆插入通孔后焊接固定,从而防止金属板3在垫圈冲压过程中活动或者移位,防止冲压的垫圈变形。
进一步地,所述气缸8连接电脑冲切控制器,所述气缸8的进气压力≥0.8MPa,具体的,在所述底板1上设置有并排多组刀片组成的垫圈时,需要配备内径60mm以上气缸,从而完成一次冲压多个垫圈的生产目的,提高冲压效率。
进一步地,所述金属板3为普通铁板材质,厚度为10mm。
实施例2:
如图2和图4所示,本发明的一种大规格非金属密封垫圈冲压装置,包括底板1,所述底板1上设有刀片2,所述刀片2为圆形高刀,组成一大圆9和一小圆10,所述刀片2凸出所述底板1的高度为12mm;所述底板1上端设有固定金属板3,底板通过螺栓4和螺母5固定于金属板3上;所述金属板上设有弹簧7,所述弹簧7固定于弹簧套11内,所述弹簧套11底部与所述底板1底部齐平;所述弹簧7穿过底板位于所述刀片2内,所述弹簧7底部的高度低于所述刀片2凸出所述底板1的高度;所述金属板3还连接气缸8。
进一步地,所述金属板3上开有对角斜槽,方便不同尺寸底板四个角均能固定于所述金属板3上;具体的,通过所述螺栓4和螺母5在斜槽内移动,方便找到所述底板1在四个角上打好的通孔的位置,将所述底板1快速固定于所述金属板3上。
进一步地,所述弹簧7的底部设有顶出缓冲片12,所述顶出缓冲片12为硅胶材质,通过胶水粘结于所述弹簧7的底部;具体的,所述弹簧7采用弹簧钢材质,且为圆柱形拉伸弹簧。
进一步地,所述金属板3中心设有通孔,所述气缸8内部的顶杆插入通孔后焊接固定,从而防止金属板3在垫圈冲压过程中活动或者移位,防止冲压的垫圈变形。
进一步地,所述气缸8连接电脑冲切控制器,所述气缸8的进气压力≥0.8MPa。
进一步地,所述金属板3为普通铁板材质,厚度为12mm。
实施例3:
如图3和图4所示,本发明的一种大规格非金属密封垫圈冲压装置,包括底板1,所述底板1上设有刀片2,所述刀片2为圆形高刀,组成一大圆9和一小圆10,所述刀片2凸出所述底板1的高度为15mm;所述底板1上端设有固定金属板3,底板通过螺栓4和螺母5固定于金属板3上;所述底板1上固定有弹簧7,所述弹簧7底部位置低于所述刀片2凸出底板的高度位置;所述弹簧7固定于弹簧套11内,所述弹簧套11底部与所述底板1底部齐平,顶部设有预埋固定杆13;所述弹簧7底部的高度低于所述刀片2凸出所述底板1的高度;所述金属板3还连接气缸8。
进一步地,所述金属板3上开有对角斜槽,方便不同尺寸底板四个角均能固定于所述金属板3上;具体的,通过所述螺栓4和螺母5在斜槽内移动,方便找到所述底板1在四个角上打好的通孔的位置,将所述底板1快速固定于所述金属板3上。
进一步地,所述弹簧7的底部设有顶出缓冲片12,所述顶出缓冲片12为弹性塑料(如聚氨酯海绵)材质,通过胶水粘结于所述弹簧7的底部;具体的,所述弹簧7采用弹簧钢材质,且为圆柱形拉伸弹簧。
进一步地,所述金属板3中心设有通孔,所述气缸8内部的顶杆插入通孔后焊接固定,从而防止金属板3在垫圈冲压过程中活动或者移位,防止冲压的垫圈变形。
进一步地,所述气缸8连接电脑冲切控制器,所述气缸8的进气压力≥0.8MPa。
进一步地,所述底板1上设置有并排多组刀片组成的垫圈,一次冲压可完成多个垫圈的生产,提高冲压效率。
进一步地,所述金属板3为铝合金板材质,厚度为15mm。
最后,需要注意的是,以上列举的仅是本发明的具体实施例。显然,本发明不限于以上实施例,还可以有很多变形。本领域的普通技术人员能从本发明公开的内容中直接导出或联想到的所有变形,均应认为是本发明的保护范围。
- 一种大规格非金属密封垫圈冲压装置
- 一种密封垫圈冲压模具及其自动冲压成型装置