一种焊线装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及焊接设备技术领域,具体涉及一种焊线装置。
背景技术
焊线装置是在电子元器件上焊电子线的装置,例如焊喇叭的过程中,不同的喇叭焊线要求不同,在焊喇叭时,需要在喇叭上焊接两根电子线,一根是红色电子线,一根是黑色电子线,有的喇叭要求红色电子线长,黑色电子线短,有的要求红色电子线短,黑色电子线长,目前的焊线装置只能完成最简单的红黑等长,焊点大的喇叭,目前的焊线主要采用手工焊线的方式,焊线效率低。
发明内容
针对现有技术中的缺陷,本发明提供一种焊线装置,以提高产品的焊线效率。
一种焊线装置,包括焊线机构,所述焊线机构包括线筒、压线机构、拉线机构、切线机构、拿线机械手、破锡机、烙铁机和焊线机械手,电子线套设于线筒上,所述压线机构能够将电子线压住固定,所述拉线机构能够拉动电子线,所述切线机构能够将电子线切断,所述拿线机械手能够将切断的电子线放置于产品上,所述破锡机能够将锡输入至烙铁机的烙铁头上,所述焊线机械手与烙铁头连接,焊线机械手能够带动烙铁头运动至产品处,烙铁头将产品和电子线进行焊接。本技术方案中采用机械焊接代替人工焊接的方式,极大的提高了产品的焊接效率,同时采用成卷的电子线即可进行操作,传统的焊接方式,需要使用一段一段的电子线,一段一段的电子线比成卷的电子线高3-4倍,占用大量的空间,此外公司产品多样的情况下,需要的电子线长度不同,需要准备较多备料,备料种类少了会造成延误生产的损失,备料种类多了会造成货物堆积,采用整卷的电子线想切多长就切多长,极大的减少了耗材的成本和工人管控线材所投入的时间,同时提高焊接效率,传统的焊接方式普通工人每小时平均能焊300个,本装置每小时可焊2400个产品,节省人工成本。
优选地,所述压线机构包括压线承载板、压线板和压线板升降装置,所述压线板升降装置能够带动压线板运动与压线承载板接触和分离。
优选地,所述压线承载板的右部连接有导向管,电子线能够穿过导向管。
优选地,还包括剥皮机构,所述剥皮机构能够对电子线线头进行剥皮。
优选地,还包括转动粘锡机构,所述转动粘锡机构包括转动板、第一转动装置和第二转动装置,所述转动板上滑动设置有齿条,所述第一转动装置的输出轴上连接有齿轮,所述齿轮与齿条啮合,所述第二转动装置的输出轴连接有主动轮,所述第一转动装置的输出轴上套设有从动轮,主动轮与从动轮连接,主动轮能够带动从动轮转动,所述从动轮与转动板连接,压线承载板与齿条连接。
优选地,所述拉线机构包括拉线承载台、运动台、运动台驱动装置和转动轴,所述运动台驱动装置固定于拉线承载台上,所述运动台与运动台驱动装置连接,运动台驱动装置能够带动运动台左右运动,所述转动轴转动设置于运动台左壁上,转动轴上连接有第三从动轮,运动台上设置有第三转动装置,所述第三转动装置上连接有第三主动轮,第三主动轮与第三从动轮连接,第三主动轮转动能够带动第三从动轮转动,转动轴上连接有夹持单元,夹持单元能够对电子线进行夹持。
优选地,所述夹持单元包括两个夹块,所述转动轴的左壁开有凹槽,两个夹块对向设置,夹块转动设置于凹槽内,两个夹块左部能够对电子线进行夹持,两个夹块的右部在上下方向上叠置,夹块右部的内侧壁开有条形槽,所述条形槽从内向外的方向上整体向左侧倾斜,活动柱活动贯穿转动轴,所述活动柱上连接有推动柱,所述推动柱贯穿两个条形槽并与条形槽的两个侧壁均接触,推动柱向左运动,能够带动两个夹块的右部相向运动,两个夹块的左部背向运动,运动台上设置有第三驱动装置,第三驱动装置的输出端能够与活动柱接触并推动活动柱向左运动,所述活动柱上套设有弹簧,所述弹簧固定于转动轴的上,弹簧处于自然状态时,两个夹块能够对电子线进行夹持固定。
优选地,还包括焊线流道,所述焊线机构设置为至少两个,所述焊线流道能够将工装从一个焊线机构运输至另一个焊线机构,焊线流道包括第四转动装置、第四主动轮、第四从动轮和两条第四皮带,第四主动轮与第四转动装置连接,第四转动装置能够带动第四主动轮转动,第四皮带套设于第四主动轮和第四从动轮上,两条第四皮带之间具有间隙,工装上开有定位孔,所述定位孔位于两条第四皮带之间。
优选地,还包括定位单元,所述定位单元包括固定板、定位板、定位销和定位板升降装置,所述定位板升降装置设置在固定板上,定位板与定位板升降装置连接,定位板升降装置能够带动定位板上下运动,定位销设置于定位板上,定位销能够进入定位孔内对工装进行定位。
优选地,还包括V型夹、压线板、压线板升降装置和压线板运动装置,所述V型夹与定位板连接,所述压线板升降装置能够带动压线板上下运动,压线板运动装置能够带动压线板在水平方向运动,压线板能够进入V型夹的V型槽内与V型槽底壁配合对电子线进行固定。
本发明的有益效果体现在:本技术方案中采用机械焊接代替人工焊接的方式,极大的提高了产品的焊接效率,同时采用成卷的电子线即可进行操作,传统的焊接方式,需要使用一段一段的电子线,一段一段的电子线比成卷的电子线高3-4倍,占用大量的空间,此外公司产品多样的情况下,需要的电子线长度不同,需要准备较多备料,备料种类少了会造成延误生产的损失,备料种类多了会造成货物堆积,采用整卷的电子线想切多长就切多长,极大的减少了耗材的成本和工人管控线材所投入的时间,同时提高焊接效率,传统的焊接方式普通工人每小时平均能焊300个,本装置每小时可焊2400个产品,节省人工成本。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
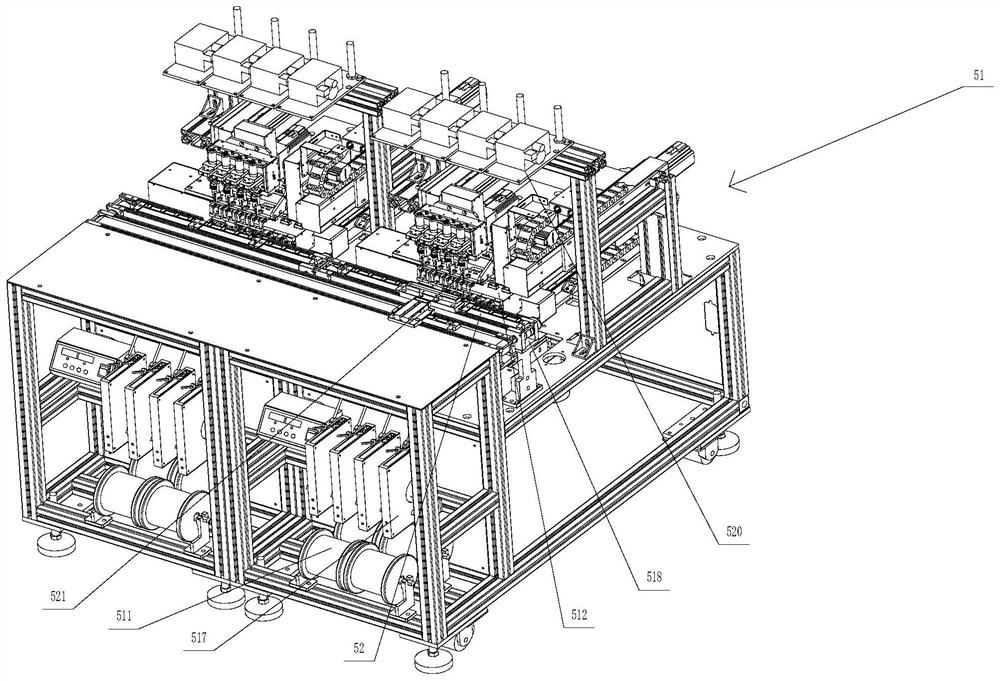
图1为本发明的整体结构示意图;
图2为本发明中压线机构和转动粘锡机构的整体结构示意图;
图3为本发明中转动粘锡机构的整体结构示意图;
图4为本发明中拉线机构的整体结构示意图;
图5为本发明中拉线机构的左侧整体结构示意图;
图6为本发明中拉线机构的俯视剖面示意图;
图7为本发明中焊线流道的整体结构示意图;
图8为本发明中定位单元的整体结构示意图。
附图中,51-焊线机构,52-工装,53-定位孔,511-线筒,512-压线机构,513-转动粘锡机构,514-助焊剂容纳槽,515-锡炉,516-拉线机构,517-张力器,518-焊线流道,519-定位单元,520-破锡机,521-烙铁头,5121-压线承载板,5122-压线板,5123-压线板升降装置,5124-导向管,5125-导向轮,5131-转动板,5132-齿条,5133-齿轮,5134-第一转动装置,5135-第二转动装置,5136-皮带,5161-拉线承载台,5162-运动台,5163-运动台驱动装置,5164-夹块,5165-转动轴,5166-条形槽,5167-活动柱,5168-推动柱,5169-第三转动装置,5170-第三皮带,5171-转轴,5172-第三驱动装置,5181-第四转动装置,5182-第四皮带,5191-固定板,5192-定位板,5193-定位销,5194-定位板升降装置,5195-V型夹,5196-压线板,5197-压线板升降装置。
具体实施方式
下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
实施例1
如图1所示,本实施例中提供了一种焊线装置,包括焊线机构51,所述焊线机构51包括线筒511、压线机构512、拉线机构516、切线机构、拿线机械手、破锡机520、烙铁机和焊线机械手,电子线套设于线筒511上,所述压线机构512能够将电子线压住固定,所述拉线机构516能够拉动电子线,所述切线机构能够将电子线切断,所述拿线机械手能够将切断的电子线放置于产品上,所述破锡机520能够将锡输入至烙铁机的烙铁头521上,所述焊线机械手与烙铁头521连接,焊线机械手能够带动烙铁头521运动至产品处,烙铁头521将产品和电子线进行焊接。
具体工作流程如下,将电子线套设于线筒511上,然后将电子线一端拉出,使用压线机构512将电子线压住,并使电子线的端头伸出一部分,使用拉线机构516夹住电子线,此时压线机构512释放电子线,拉线机构516拉动电子线运动,使用切线机构切断电子线,然后使用拿线机械手将切断的电子线夹住,释放拉线机构516,拿线机械手将电子线拿到位于工装52上的产品上,再使用破锡机520将锡丝放置于烙铁头521上,烙铁头加热使锡融化成锡珠,然后使用焊线机械手带动烙铁头521运动至产品上,将电子线线芯与产品的焊盘熔接在一起,从而完成焊接。本装置采用机械焊接代替人工焊接的方式,极大的提高了产品的焊接效率,同时采用成卷的电子线即可进行操作,传统的焊接方式,需要使用一段一段的电子线,一段一段的电子线比成卷的电子线高3-4倍,占用大量的空间,此外公司产品多样的情况下,需要的电子线长度不同,需要准备较多备料,备料种类少了会造成延误生产的损失,备料多了会造成货物堆积,采用整卷的电子线想切多长就切多长,极大的减少了耗材的成本和工人管控线材所投入的时间,同时提高焊接效率,传统的焊接方式普通工人每小时平均能焊300个,本装置每小时可焊2400个产品,节省人工成本。
为了使电子线切断的长度保持一致,本实施例中还设置张力器517,从线筒511出来的电子线穿过张力器517再进入压线机构512上,通过张力器517将电子线绷直,防止电子线弯曲造成切割后电子线的长度不同,导致产品焊线之后的不规整。
实施例2
本实施例在实施例1的基础上进行了进一步说明,如图2-3所示,本实施例中述压线机构512包括压线承载板5121、压线板5122和压线板升降装置5123,所述压线板升降装置5123能够带动压线板5122运动与压线承载板5121接触和分离。
在使用时,拉线机构516未夹持电子线时,压线板升降装置5123带动压线板5122运动至与压线承载板5121接触从而对电子线进行固定,在拉线机构516夹持住电子线时,压线板升降装置5123带动压线板5122运动脱离压线承载板5121,此时不在对电子线进行固定,拉线机构516能够拉动电子线运动。
具体的,压线承载板5121具有内腔,压线板升降装置5123位压线板升降气缸,压线板升降气缸位于内腔内,压线板升降气缸的输出端贯穿内腔的顶壁且与压线板5122连接,压线板5122位于压线承载板5121上方,压线板升降气缸输出端上下运动带动压线板5122上下运动,实现对电子线的固定和放开。
本实施例中所述压线承载板5121的右部连接有导向管5124,电子线能够穿过导向管5124。使用的时候电子线穿过导向管5124,导向管5124对电子线起支撑和定位作用。
本实施例中压线承载板5121上连接有导向轮5125,电子线经过导向轮5125导向。
实施例3
本实施例在实施例2的基础上进行了进一步限定,本实施例中还包括剥皮机构,所述剥皮机构能够对电子线线头进行剥皮。电子线切断之后直接焊接,由于线芯未裸露出来,焊接效果不佳,本实施例中设置剥皮机构,在电子线未切断时将电子线的端部进行剥皮,电子线切断之后,对切断的电子线的另一端也进行剥皮,这样使装置的焊接效果更佳,同时也便于下游工厂的施工人员将产品上电子线的另一端与另外的产品焊接。
由于将切断的电子线的两端均进行剥皮,但是焊接只焊接电子线一端,另一端由下游企业根据安装的产品进行焊接,剥皮之后,电子线的线芯散乱,产品出厂到下游企业后,散乱的线芯导致下游企业施工人员焊接困难,本实施例中还包括转动粘锡机构513,所述转动粘锡机构513包括转动板5131、第一转动装置5134和第二转动装置5135,所述转动板5131上滑动设置有齿条5132,所述第一转动装置5134的输出轴上连接有齿轮5133,所述齿轮5133与齿条5132啮合,所述第二转动装置5135的输出轴连接有主动轮,所述第一转动装置5134的输出轴上套设有从动轮,主动轮与从动轮连接,主动轮能够带动从动轮转动,所述从动轮与转动板5131连接,压线承载板5121与齿条5132连接。本实施例中主动轮和从动轮通过皮带5136连接。
在具体使用时,电子线切断之前,在转动粘锡机构513的下方安装上助焊剂容纳槽514和锡炉515,使用时,第二转动装置5135运动带动从动轮转动,从动轮转动带动转动板5131转动,转动板5131旋转方向,转动板5131转动带动压线承载板5121转动,直到位于助焊剂容纳槽514上方,然后第一转动装置5134启动带动齿条5132运动进而带动压线承载板5121运动将电子线的线头伸入助焊剂容纳槽514内粘助焊剂,粘上助焊剂后使用第一转动装置5134带动电子线脱离助焊剂容纳槽,然后再转动第二转动装置5135,使电子线头位于锡炉515上方,然后启动第一转动装置5134,将电子线头伸入锡炉515内粘锡,这样将端部剥皮后的电子线头使用助焊剂和锡凝结在一起,然后再启动拉线机构516拉动电子线,再切线机构切断电子线,剥皮机构将切断的电子线的另一端剥皮,拿线机械手拿起切断的电子线将电子线放在产品上对未粘助焊剂和锡的电子线端部进行焊接,这样电子线焊接后另一端通过助焊剂和锡凝结在一起,出厂后整体美观,同时便于下游企业进行焊接。
锡炉在使用一段时间后,锡液表面会形成浮渣,此时电子线进入锡炉内粘锡效果不佳,本实施例中还包括刮板,刮板与刮板上下运动装置和刮板水平运动装置连接,刮板能够上下运动进入锡炉内然后水平运动将刮锡液表面的浮渣刮除。
实施例4
本实施例在实施例3的基础上进行了进一步说明,如图4-图6所示,本实施例中所述拉线机构516包括拉线承载台5161、运动台5162、运动台驱动装置5163和转动轴5165,所述运动台驱动装置5163固定于拉线承载台5161上,所述运动台5162与运动台驱动装置5163连接,运动台驱动装置5163能够带动运动台5162左右运动,所述转动轴5165转动设置于运动台5162左壁上,转动轴5165上连接有第三从动轮,运动台5162上设置有第三转动装置5169,所述第三转动装置5169上连接有第三主动轮,第三主动轮与第三从动轮连接,第三主动轮转动能够带动第三从动轮转动,转动轴5165上连接有夹持单元,夹持单元能够对电子线进行夹持。本实施例中第三主动轮和第三从动轮通过第三皮带5170连接。
拉线机构516直接拉动电子线,电子线由于重力作用,会下坠成弯曲状,在切线后不同的电子线段长度不同,导致不同产品焊接后产品的规格不统一。本实施例中设置拉线承载台5161、运动台5162、运动台驱动装置5163和转动轴5165,在转动轴5165上设置夹持单元,使用时夹持单元对电子线进行夹持,运动台驱动装置5163运动带动运动台5162运动,进而带动转动轴5165和电子线运动实现拉线的动作,同时第三转动装置5169转动带动转动轴5165转动进而带动电子线转动将电子线矫直,这样保证电子线在切割形成电子线段之后长度一致,使焊接出厂后产品的规格保持相同。
本实施例中所述夹持单元包括两个夹块5164,所述转动轴5165的左壁开有凹槽,两个夹块5164对向设置,夹块5164转动设置于凹槽内,两个夹块5164左部能够对电子线进行夹持,两个夹块5164的右部在上下方向上叠置,夹块5164右部的内侧壁开有条形槽5166,所述条形槽5166从内向外的方向上整体向左侧倾斜,活动柱5167活动贯穿转动轴5165,所述活动柱5167上连接有推动柱5168,所述推动柱5168贯穿两个条形槽5166并与条形槽5166的两个侧壁均接触,推动柱5168向左运动,能够带动两个夹块5164的右部相向运动,两个夹块5164的左部背向运动,运动台5162上设置有第三驱动装置5172,第三驱动装置5172的输出端能够与活动柱5167接触并推动活动柱5167向左运动,所述活动柱5167上套设有弹簧,所述弹簧固定于转动轴5165的上,弹簧处于自然状态时,两个夹块5164能够对电子线进行夹持固定。
本实施例中夹块5164转动设置于凹槽内可以通过转轴5171固定于凹槽内,夹块5164转动设置于转轴5171上的方式,也可以通过转轴5171转动设置于凹槽内,夹块5164固定在转轴5171上的方式实现。
初始状态时,弹簧处于自然伸展状态,此时两个夹块5164的左部处于相互接触状态,当需要对电子线进行夹持时,第三驱动装置5172的输出端运动与活动柱5167接触,推动活动柱5167向左运动,进而推动推动柱5168向左运动,推动柱5168运动带动两个夹块5164的右部相向运动,两个夹块5164的左部背向运动,两个夹块5164的左部展开,当转动粘锡机构513运动,也就是齿条5132运动将电子线端头送到两个夹块5164之间时,此时第三驱动装置5172收缩,利用弹簧的回复力,两个夹块5164相向运动对电子线进行夹持,然后在运动台驱动装置5163运动带动运动台5162运动进行拉线,第三转动装置5169转动带动转动轴5165转动进而带动电子线转动将电子线矫直,这样夹持单元不会影响电子线的拉线动作和绞线动作,从而实现夹线、拉线、绞线的一体化设置,同时只需要一个第三转动装置5169即可实现对电子线进行夹持,使用方便,成本低。
实施例5
本实施例在实施例1的基础上进行了进一步限定,传统焊线装置是在电子元器件上焊电子线的装置,例如焊喇叭的过程中,不同的喇叭焊线要求不同,在焊喇叭时,需要在喇叭上焊接两根电子线,一根是红色电子线,一根是黑色电子线,有的喇叭要求红色电子线长,黑色电子线短,有的要求红色电子线短,黑色电子线长,目前的焊线装置只能完成最简单的红黑等长,焊点大的喇叭。
如图7、图8所示,本实施例中包括焊线流道518,所述焊线机构51设置为至少两个,所述焊线流道518能够将工装52从一个焊线机构51运输至另一个焊线机构51,焊线流道518包括第四转动装置5181、第四主动轮、第四从动轮和两条第四皮带5182,第四主动轮与第四转动装置5181连接,第四转动装置5181能够带动第四主动轮转动,第四皮带5182套设于第四主动轮和第四从动轮上,两条第四皮带5182之间具有间隙,工装52上开有定位孔53,所述定位孔53位于两条第四皮带5182之间。本实施例中两条第四皮带5182的两侧均具有挡板,挡板对工装52的位置进行限制,使工装52沿第四皮带的运动方向运动。
本实施例中设置焊线机构51为至少两个,多个焊线机构51对不同线进行焊接,可以实现红线黑色等长,红线和黑色不等长等多种焊线方式。
本实施例中还包括定位单元519,所述定位单元519包括固定板5191、定位板5192、定位销5193和定位板升降装置5194,所述定位板升降装置5194设置在固定板5191上,定位板5192与定位板升降装置5194连接,定位板升降装置5194能够带动定位板5192上下运动,定位销5193设置于定位板5192上,定位销5193能够进入定位孔53内对工装52进行定位。本实施例中定位孔53和定位销5193均设置为两个。
本实施例中两条第四皮带5182之间具有间隙,工装52上开有定位孔53,所述定位孔53位于两条第四皮带5182之间,这样由于两条第四皮带5182之间处于空置状态,位于第四皮带5182下方的定位单元519内的定位销5193在定位板升降装置5194的上升运动中能够穿过两条第四皮带5182之间的空间嵌入定位孔53内对工装52进行定位,这样防止工装52在焊线过程中摆动错位,导致焊接位置错误。
焊线过程中,不对电子线进行固定的情况下,电子线焊接位置发生错动,导致焊接效果不佳。
本实施例中还包括V型夹5195、压线板5196、压线板升降装置5197和压线板运动装置,所述V型夹5195与定位板5192连接,所述压线板升降装置5197能够带动压线板5196上下运动,压线板运动装置能够带动压线板5196在水平方向运动,压线板5196能够进入V型夹5195的V型槽内与V型槽底壁配合对电子线进行固定。本实施例中压线板升降装置5197设置于固定板5191上,压线板运动装置固定于压线板升降装置5197的输出端。压线板升降装置5197和压线板运动装置均采用气缸。
在具体使用时,定位销5193进入定位孔53内之后,此时V型夹5195的V型槽的底部与产品的焊接位置处于同一高度,拿线机械手将电子线段放置于V型槽和产品上,此时,同时压线板升降装置5197带动压线板5196运动,使压线板5196运动位置高于V型夹5195的位置,然后压线板运动装置带动压线板5196水平运动带动压线板5196运动至V型夹5195正上方,然后压线板升降装置5197下降带动压线板5196运动,压线板5196进入V型槽内与V型槽配合对电子线进行固定,这样电子线焊接过程中防止电子线位置错动造成焊接效果不佳。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
- 焊线机气体保护装置及使用该焊线机气体保护装置的全自动焊线机
- 一种焊线接头的焊线固定装置