一种低彩硬化预涂基膜的制备方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于聚酯光学材料技术领域,特别是涉及一种低彩硬化预涂基膜的制备装置。
背景技术
液晶显示屏是属于平面显示器的一种。用于电视机及计算机的屏幕显示。该显示屏的优点是耗电量低、体积小、辐射低。
近年来,国内的液晶显示产业正在进行快速发展,具有光学功能的聚酯膜作为产业链上游基膜膜产品的研制开发和生产,却仍然是在整个液晶显示产业链上薄弱的一个环节,硬化膜是一类光学功能薄膜的总称,它是在聚对苯二甲酸乙二醇酯(PET)或者聚碳酸酯(PC)等薄膜材料上运用精密涂布技术覆上一层硬质涂层,主要目的是为了提高膜材的硬度,防止其受到损伤影响其功能,但是,在液晶显示用PET硬化膜领域,往往出现硬度达不到要求,或者硬度太高致使其变脆等局限,影响它的应用范围。
发明内容
本发明的目的在于提供一种低彩硬化预涂基膜的制备装置,通过提供的低彩硬化膜材料具有透光率高、低雾度、硬度高而不脆等基本特性外,引入多官能度固化树脂来提高膜材的弹性模量,使硬化膜抗划伤性能优异。在传统工艺中的熔融干燥后挤出、铸片、纵拉横伸、涂布、热定型而制成,尤其在涂布中进行技术创新,采用纳米级粒子实现了在共聚酯材料中稳定均匀的分散效果,从而保证共聚酯基膜在下游加工中和使用过程中表面性能的稳定,在涂布结构中,采用涂布小车进行移动涂布,用这种结构方式涂布不仅能达到传统的涂布精度,而且优于传统涂布精度,实用广泛,结构简单,操作方便。可以单层涂布,也可以双层涂布,利用计量辊根据薄膜的规格开始计量涂布用量,上涂布分液辊根据上计量辊传递的信息开始均匀涂液,通过压辊使涂布辊上的涂布液均匀地转移到薄膜上,通过调节压辊压在薄膜上的松紧程度,也可达到改变单位时间内,涂布液在薄膜上的涂布用量的目的。预涂处理。预涂处理是指在聚酯薄膜表面涂布一层纳米量级的光学涂层,由该光学涂层实现减弱甚至消除彩虹纹的功能,解决了上述现有技术中存在的问题。
为达上述目的,本发明是通过以下技术方案实现的:
一种低彩硬化预涂基膜的制备装置,包括一种低彩硬化预涂基膜的制备方法,包括如下步骤:
步骤一、加热:将第二层的原材料95%的PET树脂、5%的助剂混合液也后通过加热组件进行加热;
步骤二、结晶:将风机提供的热风循环气流对助剂混合液进行结晶;
步骤三、切片:物料随脉动结晶床内的旋转器进行均匀搅拌,去除物料中的水分,放置物料在干燥塔中结块后进行切片。
可选的,步骤二中的结晶干燥温度为175-200℃,结晶时间为5-10min,干燥时间为60-90min,步骤二中的结晶度达35%~42%,含湿量W(H2O)<35ppm。
可选的,三层共挤系统、涂布头,三层共挤系统的一侧安装有精过滤器,精过滤器的一侧设置有预过滤器,预过滤器的一侧连接有溶体管线,溶体管线的一端连接有挤出机,挤出机的一侧连接有聚酯切片过滤器,聚酯切片过滤器的一侧设置有料口阀。
可选的,料口阀的一端设置有干燥塔,干燥塔的第一侧设置有加热器,干燥塔的第二侧设置有输料管线,输料管线的一侧设置有送料旋转器,干燥塔的第三侧设置有风管道,干燥塔的第四侧设置有预干燥器。
可选的,加热器的一侧设置有风机,风机的一侧安装有气动控制阀,气动控制阀的一侧装设有预除湿器,预除湿器的一侧连接有输风管线,输风管线的一端连接有旋风分离器,且旋风分离器与风管道的一端相连接。
可选的,旋风分离器的第一侧安装有空气过滤器,旋风分离器的第二侧安装有粉尘料斗。
可选的,预干燥器的一侧安装有空气管道,空气管道的一端安装有过滤器,过滤器的一侧安装有空气预处理装置。
可选的,涂布头的一侧安装有两涂布辊,两涂布辊之间滑动配合有涂布膜,其中一个涂布辊的一侧连接有下涂布分液辊,另一个涂布辊的一侧连接有上涂布分液辊,下涂布分液辊的一侧连接有下计量辊,上涂布分液辊的一侧连接有上计量辊。
可选的,涂布膜的上侧转动配合有展平辊,涂布膜的下侧转动配合有张力辊、导入导辊、涂布膜导出辊,且张力辊位于导入导辊和涂布膜导出辊之间。
可选的,上计量辊位于涂布膜的上侧,下计量辊位于涂布膜的下侧。
本发明的实施例具有以下有益效果:
本发明的一个实施例通过提供的低彩硬化预涂基膜材料具有透光率高、低雾度、硬度高而不脆等基本特性外,引入多官能度固化树脂来提高膜材的弹性模量,使硬化膜抗划伤性能优异。在传统工艺中的熔融干燥后挤出、铸片、纵拉横伸、涂布、热定型而制成,尤其在涂布中进行技术创新,采用纳米级粒子实现了在共聚酯材料中稳定均匀的分散效果,从而保证共聚酯基膜在下游加工中和使用过程中表面性能的稳定,在涂布结构中,采用涂布小车进行移动涂布,用这种结构方式涂布不仅能达到传统的涂布精度,而且优于传统涂布精度,实用广泛,结构简单,操作方便。可以单层涂布,也可以双层涂布,利用计量辊根据薄膜的规格开始计量涂布用量,上涂布分液辊根据上计量辊传递的信息开始均匀涂液,通过压辊使涂布辊上的涂布液均匀地转移到薄膜上,通过调节压辊压在薄膜上的松紧程度,也可达到改变单位时间内,涂布液在薄膜上的涂布用量的目的。预涂处理。预涂处理是指在聚酯薄膜表面涂布一层纳米量级的光学涂层,由该光学涂层实现减弱甚至消除彩虹纹的功能。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
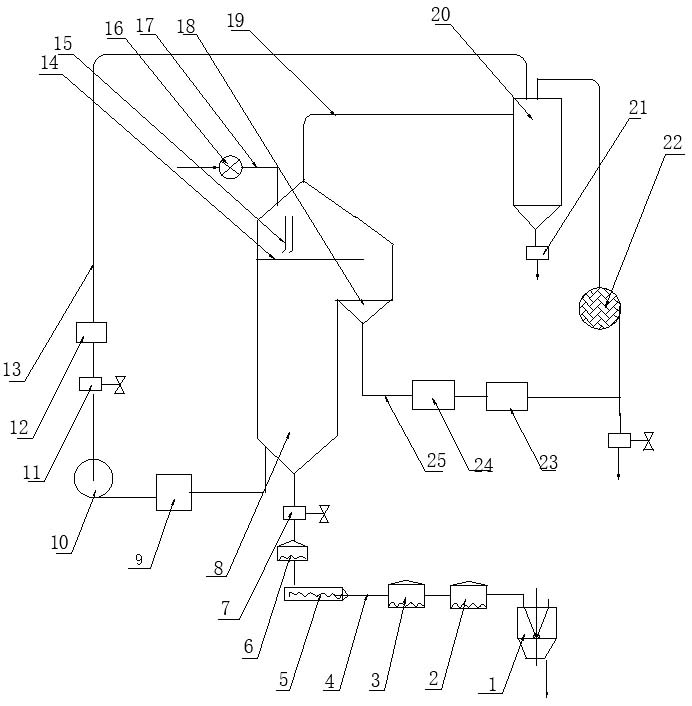
图1为本发明一实施例的结晶干燥系统示意图;
图2为本发明一实施例的在线涂布结构示意图;
图3为本发明一实施例的薄膜表面干涉原理示意图。
其中,上述附图包括以下附图标记:
三层共挤系统1,精过滤器2,预过滤器3,溶体管线4,挤出机5,聚酯切片过滤器6,料口阀7,干燥塔8,加热器9,风机10,气动控制阀11,预除湿器12,输风管线13,脉动结晶床14,旋转器15,送料旋转器16,输料管线17,预干燥器18,风管道19,旋风分离器20,粉尘料斗21,空气过滤器22,空气预处理装置23,过滤器24,空气管道25,涂布头26,涂布辊27,上计量辊28,展平辊29,张力辊30,导入导辊31,上涂布分液辊32,下涂布分液辊33,涂布膜34,涂布膜导出辊35,下计量辊36。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,决不作为对本发明及其应用或使用的任何限制。
为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
请参阅图1-3所示,在本实施例中提供了一种低彩硬化预涂基膜的制备装置,包括:一种低彩硬化预涂基膜的制备方法,包括如下步骤:
步骤一、加热:将第二层的原材料95%的PET树脂、5%的助剂混合液也后通过加热组件进行加热;
步骤二、结晶:将风机10提供的热风循环气流对助剂混合液进行结晶;
步骤三、切片:物料随脉动结晶床14内的旋转器15进行均匀搅拌,去除物料中的水分,放置物料在干燥塔中结块后进行切片。
本实施例一个方面的应用为:
将第二层的原材料95%的PET树脂,5%的助剂混合后通过旋转器15进入结晶干燥塔8中的脉冲结晶床14,加热器9加热,结晶热风循环气流是由风机10供给,结晶干燥温度为175-200℃,结晶时间为5-10min,干燥时间为60-90min,干燥后的聚酯切片,预结晶度达35%~42%;含湿量WH2O<35ppm,物料随脉动结晶床14内的旋转器15进行均匀搅拌,去除物料中的水分,放置物料在干燥塔中结块,当聚酯铸片达到水分和温度标准时,气动控制阀开通,风机10逆运转,通过预除湿器12、输风管道13给旋风分离器20输送洁净空气,在脉动结晶床14中,由于切片随旋转器15高速旋转,在离心力的作用下,一些含尘颗粒通过管道进入旋风分离器20落入粉尘料斗21中,干燥热风系统中所用的空气是由空气预处理装置23供给,空气预处理装置23一部分由旋风分离器20供给,但经过空气过滤器22经过过滤后才进入空气预处理装置23,空气经过空气预处理装置23、空气管道25、过滤器24进入干燥系统,料口阀7安装在干燥塔8底部,干燥后的铸片经过料口阀7进入聚酯铸片过滤器6,然后进入挤出机5,挤出机温度为215℃-270℃,经过预过滤器3、精过滤器2进入三层共挤系统1后熔融挤出,模头控制稳定在255℃-285℃,第一层、第三层原材料挤出流程同第二层原材料挤出流程相同,第一层原材料进入第一层挤出系统,第二层原材料进入第二挤出系统,第三层原材料进入第三挤出系统后进行三层共挤,三层共挤的聚酯基膜铸片在加热状态下通过慢拉辊与快拉辊之间的速度差进行2.8-3.8倍数的纵向拉伸,后预涂,此时经纵向拉伸的薄膜以15-70m/min的速度进入预热与横拉,温度90-155℃的横向拉伸段拉伸2.8-3.8倍,再经温度180-220℃的热定型段定型,再经30-50℃和在室温下两个阶段的冷却后收卷,得到低彩硬化聚酯基膜成品;
按100份质量组分:活性稀释剂1.6-己二醇二丙烯酸酯60、固化剂20、纳米有机材料聚碳酸酯10、有机稳定剂10,称取1,6-己二醇二丙烯酸酯60%、固化树脂20%、纳米有机材料10%、有机稳定剂10%,在35℃下搅拌0.5h使其混合均匀,把涂布小车推至运行薄膜下面,薄膜以15-70m/min的速度运行,薄膜导入导辊31、张力辊30把来自于纵拉设备的薄膜引入到涂布设备中,目的就是增加薄膜表面张力,使后续涂覆处理流平均匀、涂布液与薄膜表面附着牢固,上计量辊28根据薄膜的规格开始计量涂布用量,上涂布分液辊32根据上计量辊传递28的信息开始均匀涂液,薄膜展平辊29是一根带有展开线的橡胶辊,当薄膜在其上面通过时,薄膜被展平,上计量辊28便于涂布液可以均匀地涂覆在其上面,涂布辊27是一种表面经过特殊处理的金属辊,为了使涂布液能均匀的涂布到薄膜上,在生产时压辊将需涂布的薄膜压在涂布辊27上,通过压辊的作用,使涂布辊上的涂布液均匀地转移到薄膜上,通过调节压辊压在薄膜上的松紧程度,也可达到改变单位时间内,涂布液在薄膜上的涂布量的目的,涂布头26与基材之间的间隙决定了涂层厚度,同时将多余的浆料刮掉回流,并由此在基材表面形成一层均匀的涂层,涂布液是通过涂布辊27转移到薄膜上的,涂布用涂布辊的表面处理,通常根据所需涂布的涂布液、涂布工艺、最终产品的要求不同而不同,涂布膜干燥后固化1min做左右,即得硬化膜聚酯基膜,涂布面达到标准要求后,由涂布膜导出辊35导出,进入横拉伸工艺,如果双面涂布,可以用下涂布辊、下计量辊36、下涂布分液辊33进行涂布,如图3所示,薄膜彩虹纹是在薄膜表面形成的色彩条纹,在手机屏幕表面、PET薄膜大母卷、偏光镜下、薄膜边缘,均可看到这种色彩条纹,其次是彩虹纹产生的机理-双光干涉,高分子薄膜的厚度远远大于可见光的波长范围,适宜用几何光学分析,如图三为薄膜表面干涉原理图,由光源发出的光入射光0照射到薄膜表面,一部分光反射回空气反射光1,另一部分光折射进入薄膜透射光1,在薄膜下表面/空气界面层发生再次反射/折射,反射回来的光反射光3经过上上表面/空气界面层进入空气反射光2,反射光1与反射光2在空气中发生干涉作用,对于不同波长的光,或增强,或减弱,与入射光相比,进入人眼的光的颜色就会发生变化,影响反射光1和反射光2干涉的颜色的因素包括:入射角度α、薄膜折射率n1、薄膜厚度h、薄膜两侧介质的折射率n0、n2,当薄膜为一厚度恒定的均匀介质时,反射光是色彩单一的光,当出现薄膜异常,比如厚度不均匀,薄膜结晶不均匀造成折射率不均匀时等问题,与邻近区域有明显的色彩差异,即为彩虹纹,例如在硬化层加工过程中的加热,会引起预涂层的变化,造成明显的彩虹纹,从上述的分析中可以看出,提高薄膜的厚度均匀性,在允许范围内提高薄膜厚度、降低薄膜的清晰度,是可以减弱彩虹纹的,但以上条件并不适用BOPET的生产现状,公司技术人员给出了更切实可行的方案:预涂处理,预涂处理是指在BOPET表面涂布一层纳米量级的光学涂层,由该光学涂层实现减弱甚至消除彩虹纹的功能。需要注意的是,本申请中所涉及的用电设备均可通过蓄电池供电或外接电源。
主要技术指标
通过提供的低彩硬化预涂基膜材料具有透光率高、低雾度、硬度高而不脆等基本特性外,引入多官能度固化树脂来提高膜材的弹性模量,使硬化膜抗划伤性能优异。在传统工艺中的熔融干燥后挤出、铸片、纵拉横伸、涂布、热定型而制成,尤其在涂布中进行技术创新,采用纳米级粒子实现了在共聚酯材料中稳定均匀的分散效果,从而保证共聚酯基膜在下游加工中和使用过程中表面性能的稳定,在涂布结构中,采用涂布小车进行移动涂布,用这种结构方式涂布不仅能达到传统的涂布精度,而且优于传统涂布精度,实用广泛,结构简单,操作方便。可以单层涂布,也可以双层涂布,利用计量辊根据薄膜的规格开始计量涂布用量,上涂布分液辊根据上计量辊传递的信息开始均匀涂液,通过压辊使涂布辊上的涂布液均匀地转移到薄膜上,通过调节压辊压在薄膜上的松紧程度,也可达到改变单位时间内,涂布液在薄膜上的涂布用量的目的。预涂处理。预涂处理是指在聚酯薄膜表面涂布一层纳米量级的光学涂层,由该光学涂层实现减弱甚至消除彩虹纹的功能。
本实施例的步骤二中的结晶干燥温度为175-200℃,结晶时间为5-10min,干燥时间为60-90min,步骤二中的结晶度达35%~42%,含湿量WH2O<35ppm。
本实施例的三层共挤系统1、涂布头26,三层共挤系统1的一侧安装有精过滤器2,精过滤器2的一侧设置有预过滤器3,预过滤器3的一侧连接有溶体管线4,溶体管线4的一端连接有挤出机5,挤出机5的一侧连接有聚酯切片过滤器6,聚酯切片过滤器6的一侧设置有料口阀7。
本实施例的料口阀7的一端设置有干燥塔8,干燥塔8的第一侧设置有加热器9,干燥塔8的第二侧设置有输料管线17,输料管线17的一侧设置有送料旋转器16,干燥塔8的第三侧设置有风管道19,干燥塔8的第四侧设置有预干燥器18。
本实施例的加热器9的一侧设置有风机10,风机10的一侧安装有气动控制阀11,气动控制阀11的一侧装设有预除湿器12,预除湿器12的一侧连接有输风管线13,输风管线13的一端连接有旋风分离器20,且旋风分离器20与风管道19的一端相连接。
本实施例的旋风分离器20的第一侧安装有空气过滤器22,旋风分离器20的第二侧安装有粉尘料斗21,通过设置的旋风分离器20,便于连接粉尘料斗21。
本实施例的预干燥器18的一侧安装有空气管道25,空气管道25的一端安装有过滤器24,过滤器24的一侧安装有空气预处理装置23。
本实施例的涂布头26的一侧安装有两涂布辊27,两涂布辊27之间滑动配合有涂布膜34,其中一个涂布辊27的一侧连接有下涂布分液辊33,另一个涂布辊27的一侧连接有上涂布分液辊32,下涂布分液辊33的一侧连接有下计量辊36,上涂布分液辊32的一侧连接有上计量辊28。
本实施例的涂布膜34的上侧转动配合有展平辊29,涂布膜34的下侧转动配合有张力辊30、导入导辊31、涂布膜导出辊35,且张力辊30位于导入导辊31和涂布膜导出辊35之间。
本实施例的上计量辊28位于涂布膜34的上侧,下计量辊36位于涂布膜34的下侧。
上述实施例可以相互结合。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
- 一种低彩硬化预涂基膜的制备方法
- 一种触感型无底涂剂BOPP预涂基膜及其制备方法