一种橡套电缆滑石粉涂覆装置及涂覆方法
文献发布时间:2023-06-19 11:11:32
技术领域
本发明属于橡套电线电缆技术领域,具体涉及一种橡套电缆滑石粉涂覆装置及涂覆方法。
背景技术
随着社会发展电能使用量的日益增加,各类电缆的需求也不断增加。橡套电缆以其优异的耐高温、防水、弯曲等性能在各类装备及电气柜连接中的使用率居高不下。但由于橡套电缆的护套挤出时压力较大,护套与线芯绝缘之间“吃粉”现象严重,护套与线芯绝缘之间易粘连,接线时护套不易被剥离,尤其是对潜水泵生产厂商等批量处理电缆端头耗时耗力。
目前行业内最常见的防止粘连的方式是在线芯绝缘和护套间涂覆滑石粉或绕包包带。常规生产方式是在绝缘线芯复绕时涂覆滑石粉,避免线芯相互粘连,随着电缆的半成品在后续的流转和加工,线芯上滑石粉脱落明显。常见处理方式:1.线芯成缆后不加包带,护套生产时在机头前设置涂粉箱,线芯经过粉箱后直接进入机头被挤出的护套包覆,此种方式在大长度线芯生产时,缆芯上的滑石粉容易在机头处堆积,可能会堵塞机头模芯影响电缆质量;2.成缆后绕包包带,此种方式当包带密度小时易可能会有护套渗透包带与绝缘粘连,密度大时机械剥离护套制作端头时包带不易拉断,且当护套生产连硫管内压力较大时,包带与线芯间摩擦力较大,机械剥离拉拽时可能会损伤线芯绝缘。
发明内容
为解决现有技术中的问题,本发明的目的在于提供一种橡套电缆滑石粉涂覆装置及涂覆方法,针对橡套电缆,尤其是防水类,避免护套、绝缘“吃粉”,后期剥离快速、便捷。
为实现上述目的,达到上述技术效果,本发明采用的技术方案为:
一种橡套电缆滑石粉涂覆装置,包括驱动电机及沿电缆线芯穿入方向依次设置的涂粉装置、卡模、导管和绕包机,所述涂粉装置内部装有滑石粉,驱动电机与涂粉装置相连,通过驱动电机控制涂粉装置旋转并带动其内的滑石粉旋转,将滑石粉涂覆在进入涂粉装置内部的电缆线芯上,涂粉装置出口通过卡模与导管入口相接,导管出口紧挨绕包机绕包入口,涂滑石粉后的电缆线芯进入导管并沿导管行进至绕包机绕包入口,导管不随电缆线芯运动,电缆线芯离开导管后即被绕包机绕包包带,通过包带将滑石粉包覆于电缆线芯上。
进一步的,所述导管呈中空的圆柱体结构,导管从涂粉装置出口处延伸至紧挨绕包机绕包入口处,不影响包带绕包。
进一步的,所述导管内壁涂覆厚度0.1-1mm的超滑层。
进一步的,所述导管外壁涂覆厚度为0.05-0.8mm的负离子释放层。
进一步的,所述驱动电机为变频电机。
进一步的,所述驱动电机分别与客户端和服务终端相连,所述客户端和服务终端之间双向通信。
进一步的,所述驱动电机通过无线通信模块分别与客户端和服务终端相连,所述客户端和服务终端之间通过无线通信模块双向通信,所述无线通信模块为WiFi模块、4G模块、5G模块中的任一种,所述客户端为智能手机或平板电脑。
进一步的,所述卡模横向放置于涂粉装置出口,卡模呈中空的圆台状结构,所述导管嵌入于卡模朝向绕包机的出口处。
本发明公开了一种橡套电缆滑石粉涂覆方法,包括以下步骤:单根电缆线芯或由若干根电缆芯体通过成缆摇笼及第一卡模进行总成缆得到的一根电缆线芯先进入涂粉装置,驱动电机启动并控制涂粉装置旋转,带动其内的滑石粉旋转,将滑石粉涂覆在进入涂粉装置内部的电缆线芯上,电缆线芯行进的同时完成涂粉,涂滑石粉后的电缆线芯从涂粉装置伸出并经过卡模进入导管内,电缆线芯沿导管行进至绕包机绕包入口,电缆线芯离开导管后即被绕包机绕包包带,通过包带将滑石粉包覆于电缆线芯上,滑石粉不会散落或脱离。
与现有技术相比,本发明的有益效果为:
1.将滑石粉涂覆在电缆线芯和包带之间,确保了滑石粉在流转过程中不脱落,滑石粉不易在机头堆积,电缆质量提高,停机率降低,还可确保后期挤包的护套、绝缘与线芯之间不粘连,可实现成品电缆机械环切后直接拉拽剥离护套或绝缘,不损伤线芯及绝缘,极大提升电缆后期端头制作效率;
2.成缆或无需成缆后的电缆线芯涂覆滑石粉后进入导管,避免绕包机的绕包头绕包时对线芯的抖动导致滑石粉脱落;导管的出口处紧临绕包机的绕包包带处,电缆线芯离开导管即被包带包住,滑石粉不会散落、脱离;此装置可在成缆工序进行中同时完成滑石粉涂覆,不占用更多机台,不占用更多人员,不占用更多生产时效,经济价值得到提高,实用性更强,更易推广使用;
3.本发明的橡套电缆滑石粉涂覆装置,结构简单,易安装,操作方便且生产稳定,滑石粉几乎在密闭空间内涂覆,涂覆后立即被包带包裹,避免了滑石粉悬浮造成空气污染,改善了工人工作环境,安全性高。
附图说明
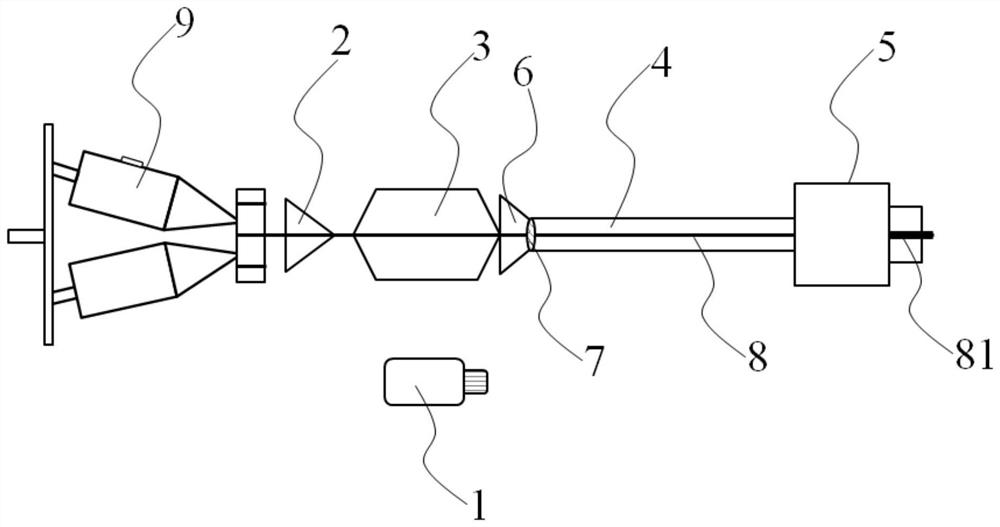
图1为本发明的结构示意图;
图2为本发明的粉刷的结构示意图。
具体实施方式
下面对本发明的实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
如图1-2所示,一种橡套电缆滑石粉涂覆装置,包括驱动电机1及沿电缆线芯8穿入方向依次设置的涂粉装置3、卡模6、导管4和绕包机5,涂粉装置3内部装有滑石粉,驱动电机1与涂粉装置3相连,通过驱动电机1控制涂粉装置3旋转并带动其内的滑石粉旋转,将滑石粉涂覆在进入涂粉装置3内部的电缆线芯8上,涂粉装置3出口通过卡模6与导管4入口相接,导管4出口紧挨绕包机5的绕包入口,涂滑石粉后的电缆线芯进入导管4并沿导管4行进至绕包机5的绕包入口,电缆线芯8离开导管4后即被绕包机5绕包包带,通过包带将滑石粉包覆于电缆线芯8上,得到绕包后的缆芯81。
导管4呈中空的圆柱体结构,可根据实际需求采用合适长度的导管4,确保导管4可从涂粉装置3出口处延伸至紧挨绕包机5绕包入口处且不影响包带绕包。
卡模6横向固定安装于涂粉装置3出口,卡模6呈中空的圆台状结构且其直径沿电缆线芯8穿入方向递减,导管4一端嵌入于卡模6朝向绕包机5的出口处,导管4另一端悬空或通过现有支架结构进行位置固定,只需确保确保导管4不随包带绕包或涂粉装置3旋转而抖动,导管4不随电缆线芯8生产而前后移动。
作为具体的一种实施方式,导管4内壁涂覆厚度0.1-1mm的超滑层,滑石粉不会黏在导管4内壁,保持导管4内部清洁。
作为具体的一种实施方式,导管4外壁涂覆厚度为0.05-0.8mm的负离子释放层,便于向外界释放负离子,提高空气质量。
驱动电机1为变频电机,其型号可选YX3-80M2-2、YX3-90S-4或YX3-90S-2等,可根据生产要求通过驱动电机1调节涂粉装置3的旋转速度。
作为具体的一种实施方式,驱动电机1还可选择性通过无线通信模块分别与客户端和服务终端相连,客户端和服务终端之间通过无线通信模块双向通信,无线通信模块为WiFi模块、4G模块、5G模块中的任一种,客户端为智能手机或平板电脑。用户可通过客户端或服务终端远程向驱动电机1发送启动、调节旋转速度或关闭等指令,驱动电机1依据接收的指令做出响应,驱动电机1还可将电机运行状态、电机运行数据等传送至客户端和服务终端,实现远程查看。
作为具体的一种实施方式,涂粉装置3出口处和\或导管4入口处沿圆周方向朝向电缆线芯8均匀设置粉刷7,粉刷7下方选择性设置粉末承装槽等垃圾桶结构,当电缆线芯8在涂粉装置3内部涂覆滑石粉再穿出涂粉装置3时,粉刷可将堆积在电缆线芯8表面的多余滑石粉刷掉,尽可能确保电缆线芯8圆周表面的滑石粉涂覆均匀,不过厚或过薄,掉落的滑石粉直接落在粉末承装槽内,便于回收利用,避免资源浪费。
一种橡套电缆滑石粉涂覆方法,包括以下步骤:
在牵引作用下,无需成缆得到的一根电缆线芯8进入涂粉装置3,或由若干根电缆芯体通过成缆机9进行总成缆再经过第一卡模2形成的一根电缆线芯8进入涂粉装置3,驱动电机1启动并控制涂粉装置3旋转并带动其内的滑石粉旋转,将滑石粉涂覆在进入涂粉装置3内部的电缆线芯8表面,电缆线芯8行进的同时进行涂粉,确保滑石粉涂覆饱满,涂滑石粉后的电缆线芯8进入导管4并沿导管4行进至绕包机5绕包入口,避免绕包头绕包时对电缆线芯8的抖动导致滑石粉脱落,导管4的出口处紧临绕包包带处,电缆线芯8离开导管4后即可被绕包机5绕包包带,通过包带将滑石粉包覆于电缆线芯8上,最终得到绕包后的缆芯81,滑石粉不会散落或脱离,最后经过连硫机护套进行绝缘或护套挤出后,缆芯81与绝缘或护套间不粘连且摩擦力较小,便于机械剥离开来。
本发明未具体描述的部分采用现有技术即可,在此不做赘述。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种橡套电缆滑石粉涂覆装置及涂覆方法
- 一种复合平滑铝套高压电缆热熔胶涂覆装置及其涂覆方法