纺织订单的生产控制方法、装置、计算机设备和存储介质
文献发布时间:2023-06-19 11:14:36
技术领域
本申请涉及纺织技术领域,特别是涉及一种纺织订单的生产控制方法、装置、计算机设备和存储介质。
背景技术
在纺织行业中,通常会根据客户订单的来单时间确定订单的生产顺序,来单时间早则先进行生产,后来的订单则延后生产;各个生产工序按照既定产能依次执行。
但是,这种按照订单时间进行生产的方式,会使得某些耗时较长的生产工序来不及消化前一生产工序处理得到的半成品,同时无法短时内向后一生产工序输出半成品,从而造成半成品挤压的情况,导致整个纺织订单的生产效率较低。
因此,还需要一种能够提高纺织订单生产效率的纺织订单的生产控制方法。
发明内容
基于此,有必要针对上述技术问题,提供一种纺织订单的生产控制方法、装置、计算机设备和存储介质。
一种纺织订单的生产控制方法,所述方法包括:
从待生产的纺织订单中确定与所述纺织订单对应的生产工序;所述纺织订单携带有订单期限信息;
获取与所述生产工序对应的纺织机台的运行参数,根据所述纺织订单以及所述运行参数,确定出所述机台完成所述生产工序的预测时长;
根据所述订单期限信息以及所述预测时长,计算得到所述纺织订单的起始生产时间;
根据所述起始生产时间,将所述纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;所述新的生产计划表用于对所述纺织订单的生产进行控制。
在其中一个实施例中,所述纺织订单中还携带有订单标识信息;
所述从待生产的纺织订单中确定与所述纺织订单对应的生产工序,包括:
根据所述订单标识信息,确定所述纺织订单的需求类型;
获取与所述需求类型对应的生产工序,作为与所述纺织订单对应的生产工序。
在其中一个实施例中,所述根据所述纺织订单以及所述运行参数,确定出所述机台完成所述生产工序的预测时长,包括:
根据所述纺织订单,确定出与所述生产工序对应的生产数量;
通过所述运行参数,确定出所述机台当前的生产速度;
根据所述生产数量与所述生产速度,计算得到所述机台完成所述生产工序的预测时长。
在其中一个实施例中,所述根据所述订单期限信息以及所述预测时长,计算得到所述纺织订单的起始生产时间,包括:
将各个所述生产工序的预测时长进行相加,得到与所述纺织订单对应的预计生产总时长;
从所述订单期限信息中获取所述纺织订单的交付时间;
根据所述纺织订单的交付时间以及所述预计生产总时长,确定出所述起始生产时间。
在其中一个实施例中,所述据所述起始生产时间,将所述纺织订单对应添加到预设的生产计划表中,得到新的生产计划表,包括:
从所述预设的生产计划表中确定出至少一个空闲时间区间;
将所述起始生产时间与至少一个所述空闲时间区间进行匹配,得到与所述起始生产时间匹配的目标时间区间;
将所述纺织订单添加至所述预设的生产计划表的所述目标时间区间。
在其中一个实施例中,所述将所述起始生产时间与至少一个所述空闲时间区间进行匹配,包括:
若存在包含有所述起始生产时间的空闲时间区间,则确定所述起始生产时间与所述空闲时间区间匹配。
在其中一个实施例中,在得到新的生产计划表之后,还包括:
将新的生产计划表发送至控制终端;所述控制终端用于根据所述新的生产计划表生成对应的机台控制指令,并控制所述生产工序对应机台执行与所述机台控制指令对应的生产操作。
一种纺织订单的生产控制装置,所述装置包括:
工序确定模块,用于从待生产的纺织订单中确定与所述纺织订单对应的生产工序;所述纺织订单携带有订单期限信息;
时长预测模块,用于获取与所述生产工序对应的纺织机台的运行参数,根据所述纺织订单以及所述运行参数,确定出所述机台完成所述生产工序的预测时长;
时间确定模块,用于根据所述订单期限信息以及所述预测时长,计算得到所述纺织订单的起始生产时间;
计划确定模块,用于根据所述起始生产时间,将所述纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;所述新的生产计划表用于对所述纺织订单的生产进行控制。
一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现以下步骤:
从待生产的纺织订单中确定与所述纺织订单对应的生产工序;所述纺织订单携带有订单期限信息;
获取与所述生产工序对应的纺织机台的运行参数,根据所述纺织订单以及所述运行参数,确定出所述机台完成所述生产工序的预测时长;
根据所述订单期限信息以及所述预测时长,计算得到所述纺织订单的起始生产时间;
根据所述起始生产时间,将所述纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;所述新的生产计划表用于对所述纺织订单的生产进行控制。
一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现以下步骤:
从待生产的纺织订单中确定与所述纺织订单对应的生产工序;所述纺织订单携带有订单期限信息;
获取与所述生产工序对应的纺织机台的运行参数,根据所述纺织订单以及所述运行参数,确定出所述机台完成所述生产工序的预测时长;
根据所述订单期限信息以及所述预测时长,计算得到所述纺织订单的起始生产时间;
根据所述起始生产时间,将所述纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;所述新的生产计划表用于对所述纺织订单的生产进行控制。
上述纺织订单的生产控制方法、装置、计算机设备和存储介质,方法包括:从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。本申请将纺织订单拆分为生产工序,根据各个机台的运行状况确定出各个生产工序的的预测时长,根据时长将该纺织订单填入预设的生产计划表,并根据该计划表实现对纺织订单的生产控制;根据生产工序的产能实现对纺织订单的生产控制,提高了纺织订单的生产效率,同时兼顾各个生产工序的产能情况。
附图说明
图1为一个实施例中纺织订单的生产控制方法的应用环境图;
图2为一个实施例中纺织订单的生产控制方法的流程示意图;
图3为一个实施例中确定与纺织订单对应的生产工序步骤的流程示意图;
图4为一个实施例中确定出机台完成生产工序的预测时长步骤的流程示意图;
图5为一个实施例中纺织订单的生产控制装置的结构框图;
图6为一个实施例中计算机设备的内部结构图。
具体实施方式
为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
本申请提供的纺织订单的生产控制方法,可以应用于如图1所示的应用环境中。其中,终端11通过网络与服务器12进行通信。服务器12从终端11发送的待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;服务器12获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;服务器12根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;服务器12根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于使得服务器12对纺织订单的生产进行控制。
其中,终端11可以但不限于是各种个人计算机、笔记本电脑、智能手机、平板电脑和便携式可穿戴设备,服务器12可以用独立的服务器或者是多个服务器组成的服务器集群来实现。
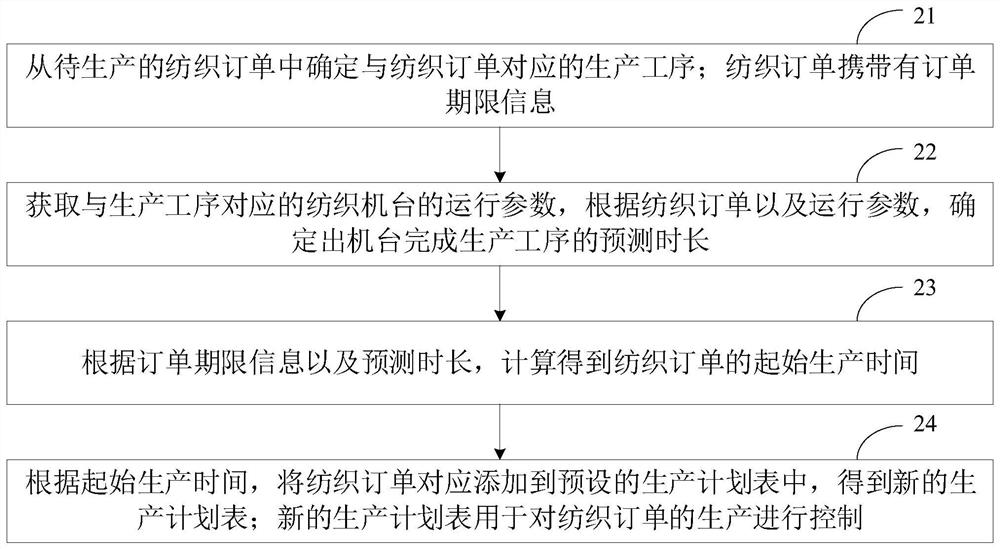
在一个实施例中,如图2所示,提供了一种纺织订单的生产控制方法,以该方法应用于图1中的服务器12为例进行说明,包括以下步骤:
步骤21,从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息。
其中,待生产的纺织订单是指接收到纺织订单后还未纳入生产计划的订单信息;生产工序是指与纺织订单对应的能够满足纺织订单要求的纺织产品处理过程订单期限信息是指该纺织订单需要完成的限定期限。
具体地,服务器接收到终端发送的纺织订单,通过对纺织订单内容的解析,确定出完成该纺织订单所需进行的至少一道生产工序,并且从该纺织订单中读取到对应的订单期限信息。生产工序还可以根据纺织订单的类型或者所携带的标识进行确定。
例如,客户发来纺织订单要生产A产品,要求在15日内交付;则根据纺织订单的具体需求,或者A产品的既定工序等信息,服务器能够确定出该纺织订单对应的生产工序b-c-d-e-f,并且确定出当前收到该纺织订单延后15日为防止订单的订单期限。
本步骤通过纺织订单,确定与纺织订单对应的生产工序,并且获取该纺织订单的订单期限信息;生产工序能够确定纺织订单的完成流程,订单期限信息能够对纺织订单的生产进行计划,以实现对纺织订单的高效控制。
步骤22,获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长。
其中,纺织机台是与生产工序对应的具体执行生产操作的机械设备,例如印花的生产工序由专门的印花机实现,烫染的生产工序由染色整烫定型机实现等。运行参数是指该纺织机台的实时运行参数,还包括后续待生产数量、人员调配等多类型参数,即凡是与纺织机台的运行有关的数据都可以作为运行参数纳入其中;运行参数可以是将多种数据进行处理后得到的单件半成品的生产效率。预测时长是指纺织机台完成纺织订单要求生产工序的预测时间长短,例如A生产工序需要完成100件,则预测时长是完成全部100件A生产工序所需的时间;进一步地,预测时长还可以是完成单件或某一批次数量的时间,根据该生产工序的单件生产速度和纺织订单对应的数量确定得到。
具体地,服务器从纺织机台的PLC(可编程逻辑控制器)中获取机台的实时运行数据,从生产计划中获取该生产工序的人员调度信息等,生成与生产工序对应的纺织机台的运行参数;得到机台的运行参数即得到机台的生产速度,再将该生产速度与纺织订单对应的需要进行该生产工序的数量进行运算,即可得到机台完成生产工序的预测时长。
本步骤通过纺织订单以及运行参数,实现了机台完成生产工序对应时长的预测,提高了对纺织订单的生产控制。
步骤23,根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间。
其中,起始生产时间是指该纺织订单启动生产的时间。
具体地,服务器根据纺织订单确定需要完成的各个生产工序,并获取与各个生产工序对应的预测时长,既可以判断出完成该纺织订单所需的总时长。再根据订单期限信息能够确定出截止时间。进一步地,通过截止时间与总时长能够确定出起始生产区间。需要说明的是,纺织订单完成的时刻只要不晚于订单期限都是可以的,因此纺织订单的起始生产时间实际上可以从一个时间区间范围内确定得到,即该区间内的任意时间点都可以作为起始生产时间;这样纺织订单的起始生产时间能够根据生产工序的产能、纺织订单的紧急程度等情况进行灵活调整,提高了对纺织订单进行生产控制的灵活性。
步骤24,根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。
其中,预设的生产计划表是具有一定格式,各生产部门和生产设备能够从中获取到所要执行生产内容、时间等信息的表格文件。预设的生产计划表中具有一定的格式,可包含多个计划条目,每个计划条目可与生产工序对应,也可与具体的机台对应,还可以纺织订单相对应,具有时间信息;计划条目之间的顺序是可以调整与移动的。
具体地,服务器根据起始生产时间,将纺织订单按照一定的格式插入到预设的生产计划表中,完成对生产计划表的更新;同时也相当于将该纺织订单纳入生产。服务器可以根据更新后得到的新的生产计划表,生产计划表可以以纺织订单的整体形式进行,也可以用具体的生产工序形式进行;服务器能够通过生产计划表确定当前纺织订单执行后的下一待执行的纺织订单,以及各个生产工序当前的生产内容以及后续生产内容。
本步骤通过根据纺织订单的起始生产时间,将纺织订单添加到生产计划表中,实现了将纺织订单纳入具体生产,并且对多个订单多个生产工序进行有效控制与调整,提高了纺织订单的生产效率,同时兼顾各个生产工序的产能情况。
上述纺织订单的生产控制方法中,从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。本申请将纺织订单拆分为生产工序,根据各个机台的运行状况确定出各个生产工序的的预测时长,根据时长将该纺织订单填入预设的生产计划表,并根据该计划表实现对纺织订单的生产控制;根据生产工序的产能实现对纺织订单的生产控制,提高了纺织订单的生产效率,同时兼顾各个生产工序的产能情况。
在一个实施例中,如图3所示,上述步骤21,从待生产的纺织订单中确定与纺织订单对应的生产工序,包括:
步骤31,根据订单标识信息,确定纺织订单的需求类型;
步骤32,获取与需求类型对应的生产工序,作为与纺织订单对应的生产工序。
具体地,订单标识信息是对纺织订单的标识,服务器可以根据该标识信息获取到与该纺织订单对应的信息;需求类型是指该纺织订单的生产目标,包括生产件数、生产款式、具体布料、生产工艺等。不同的需求类型对应不同的生产工序组合,每种生产工艺组合下由至少一个生产工艺构成,因此可以根据需求类型确定出与纺织订单对应的生产工序。
本实施例通过纺织订单所携带的订单标识信息,确定出对应的生产工序,提高了对于纺织订单的信息处理效率。
在一个实施例中,如图4所示,上述步骤22,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长,包括:
步骤41,根据纺织订单,确定出与生产工序对应的生产数量;
步骤42,通过运行参数,确定出机台当前的生产速度;
步骤43,根据生产数量与生产速度,计算得到机台完成生产工序的预测时长。
具体地,服务器能够从纺织订单中获取完成该订单需求,在各个生产工序所需进行生产的对应生产数量;而通过运行参数能够计算出生产工序对应机台完成单件的速度,最后通过数量与速度可以计算出预测时长。另外,此处预测时长并不单纯为生产数量与生产速度的乘积,再具体计算时可能会将机台的历史生产速度、故障率等因素作为调节参数一并进行计算,以确保预测时长的计算准确。
例如,绣花工艺的生产时间可以通过以下方式计算得到:
ET=Q/(C×T×R);
其中,ET为绣花生产时间,单位为小时;Q为订单生产数量,单位为件;C为绣花机台,单位为台;T为绣花机运转时间,单位为小时;R为绣花每小时产出,单位为件/时;此产出在确定花型前实际测量得到,实际测量所需的参数还包含工人数、调机时间、铺片动作时间、绣花机器运行速度等综合计算确定。
印烫花工艺的生产时间可以通过以下方式计算得到:
PT=(Q×P)/(C×T×R);
其中,PT为印烫花生产时间,单位为小时;Q为订单生产数量,单位为件;P为印烫花个数,单位为个;C为印烫花机台,单位为台;T为印烫花运转时间,单位为小时;R为印烫花每小时产出,单位为件/时;此产出在确定花型前实际测量得到,实际测量所需的参数还包含工人数、调机时间、铺片动作时间、印烫花机器运行速度等综合计算确定。
有特殊线迹生产工艺要求的特种车的生产时间可以通过以下方式计算得到:
ST=Q/(C×T×R);
其中,ST为特殊线迹要求的特种车生产时间,单位为小时;Q为订单生产数量,单位为件;C为特种车数量,单位为台;T为特种车运转时间,单位为小时;R为特种车每小时产出,单位为件/时。
本实施例中,通过根据生产数量与生产速度,计算得到机台完成生产工序的预测时长,提高了纺织订单的生产效率,同时兼顾各个生产工序的产能情况。
在一个实施例中,根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间,包括:将各个生产工序的预测时长进行相加,得到与纺织订单对应的预计生产总时长;从订单期限信息中获取纺织订单的交付时间;根据纺织订单的交付时间以及预计生产总时长,确定出起始生产时间。
具体地,将交付时间减去预计生产总时长即可得到起始生产时间;在实际进行时,可以在计算生产总时长是加入容错调整系数,例如A生产工艺需要1小时,B生产工艺需要1小时,容错调整系数为1.1,则A与B的预计生产总时长为2.2小时;通过额外的0.2小时可以在遇到机台故障、人工调度等问题时有充分时间应对,避免超过期限。
本实施例通过交付时间以及预计生产总时长,确定出起始生产时间,得到了开始处理纺织订单的节点,能够有效对纺织订单的生产计划进行调配。
在一个实施例中,根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表,包括:从预设的生产计划表中确定出至少一个空闲时间区间;将起始生产时间与至少一个空闲时间区间进行匹配,得到与起始生产时间匹配的目标时间区间;将纺织订单添加至预设的生产计划表的目标时间区间。
具体地,预设的生产计划表中由于各个计划条目并不是紧密排列的,因此计划条目之间存在空闲时间区间;在插入新的纺织订单时,可以通过起始生产时间与各个空闲时间区间进行匹配,将起始生产时间落在了区间范围内的空闲时间区间,并且该空闲时间区间的时间长度大于预计生产总时长的空闲时间区间作为目标时间区间。
本实施例将起始生产时间与至少一个空闲时间区间进行匹配,得到与起始生产时间匹配的目标时间区间,将传统根据订单下单时间进行生产的方式转换为了以及生产工序的产能进行生产的方式,提高了纺织订单的生产效率。
在一个实施例中,将起始生产时间与至少一个空闲时间区间进行匹配,包括:若存在包含有起始生产时间的空闲时间区间,则确定起始生产时间与空闲时间区间匹配。
具体地,在起始生产时间与空闲时间区间不匹配时,可以只考虑预计生产总时长,即将该纺织订单根据总的预测生产总时长插入预设的生产计划表中的空闲时间区间中。
本实施例通过空闲时间区间是否包含有起始生产时间的方式进行匹配,数据处理量小,处理速度较快,提高了纺织订单的生产效率。
在一个实施例中,在得到新的生产计划表之后,还包括:将新的生产计划表发送至控制终端;控制终端用于根据新的生产计划表生成对应的机台控制指令,并控制生产工序对应机台执行与机台控制指令对应的生产操作。
其中,控制终端是具体对各个生产工序对应机台进行控制的终端设备。
具体地,服务器新的生产计划表进行处理后,以控制终端可以识别的格式发送至控制终端;控制终端在接收到新的生产计划表后,根据生产工序的当前生产情况和计划生产情况,以指令的形式对各个机台进行控制操作,实现纺织订单的有序高效生产。
应该理解的是,虽然图2-4的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图2-4中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
在一个实施例中,如图5所示,提供了一种纺织订单的生产控制装置,包括:
工序确定模块51,用于从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;
时长预测模块52,用于获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;
时间确定模块53,用于根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;
计划确定模块54,用于根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。
在一个实施例中,工序确定模块51还用于根据订单标识信息,确定纺织订单的需求类型;获取与需求类型对应的生产工序,作为与纺织订单对应的生产工序。
在一个实施例中,时长预测模块52,还用于根据纺织订单,确定出与生产工序对应的生产数量;通过运行参数,确定出机台当前的生产速度;根据生产数量与生产速度,计算得到机台完成生产工序的预测时长。
在一个实施例中,时间确定模块53还用于将各个生产工序的预测时长进行相加,得到与纺织订单对应的预计生产总时长;从订单期限信息中获取纺织订单的交付时间;根据纺织订单的交付时间以及预计生产总时长,确定出起始生产时间。
在一个实施例中,计划确定模块54,还用于从预设的生产计划表中确定出至少一个空闲时间区间;将起始生产时间与至少一个空闲时间区间进行匹配,得到与起始生产时间匹配的目标时间区间;将纺织订单添加至预设的生产计划表的目标时间区间。
在一个实施例中,计划确定模块54,还用于若存在包含有起始生产时间的空闲时间区间,则确定起始生产时间与空闲时间区间匹配。
在一个实施例中,计划确定模块54,还用于将新的生产计划表发送至控制终端;控制终端用于根据新的生产计划表生成对应的机台控制指令,并控制生产工序对应机台执行与机台控制指令对应的生产操作。
关于纺织订单的生产控制装置的具体限定可以参见上文中对于纺织订单的生产控制方法的限定,在此不再赘述。上述纺织订单的生产控制装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于计算机设备中的处理器中,也可以以软件形式存储于计算机设备中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
在一个实施例中,提供了一种计算机设备,该计算机设备可以是服务器,其内部结构图可以如图6所示。该计算机设备包括通过系统总线连接的处理器、存储器和网络接口。其中,该计算机设备的处理器用于提供计算和控制能力。该计算机设备的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统、计算机程序和数据库。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该计算机设备的数据库用于存储纺织订单的生产控制数据。该计算机设备的网络接口用于与外部的终端通过网络连接通信。该计算机程序被处理器执行时以实现一种纺织订单的生产控制方法。
本领域技术人员可以理解,图6中示出的结构,仅仅是与本申请方案相关的部分结构的框图,并不构成对本申请方案所应用于其上的计算机设备的限定,具体的计算机设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
在一个实施例中,提供了一种计算机设备,包括存储器和处理器,存储器中存储有计算机程序,该处理器执行计算机程序时实现以下步骤:
从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;
获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;
根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;
根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:根据订单标识信息,确定纺织订单的需求类型;获取与需求类型对应的生产工序,作为与纺织订单对应的生产工序。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:根据纺织订单,确定出与生产工序对应的生产数量;通过运行参数,确定出机台当前的生产速度;根据生产数量与生产速度,计算得到机台完成生产工序的预测时长。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:将各个生产工序的预测时长进行相加,得到与纺织订单对应的预计生产总时长;从订单期限信息中获取纺织订单的交付时间;根据纺织订单的交付时间以及预计生产总时长,确定出起始生产时间。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:从预设的生产计划表中确定出至少一个空闲时间区间;将起始生产时间与至少一个空闲时间区间进行匹配,得到与起始生产时间匹配的目标时间区间;将纺织订单添加至预设的生产计划表的目标时间区间。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:若存在包含有起始生产时间的空闲时间区间,则确定起始生产时间与空闲时间区间匹配。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:将新的生产计划表发送至控制终端;控制终端用于根据新的生产计划表生成对应的机台控制指令,并控制生产工序对应机台执行与机台控制指令对应的生产操作。
在一个实施例中,提供了一种计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现以下步骤:
从待生产的纺织订单中确定与纺织订单对应的生产工序;纺织订单携带有订单期限信息;
获取与生产工序对应的纺织机台的运行参数,根据纺织订单以及运行参数,确定出机台完成生产工序的预测时长;
根据订单期限信息以及预测时长,计算得到纺织订单的起始生产时间;
根据起始生产时间,将纺织订单对应添加到预设的生产计划表中,得到新的生产计划表;新的生产计划表用于对纺织订单的生产进行控制。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:根据订单标识信息,确定纺织订单的需求类型;获取与需求类型对应的生产工序,作为与纺织订单对应的生产工序。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:根据纺织订单,确定出与生产工序对应的生产数量;通过运行参数,确定出机台当前的生产速度;根据生产数量与生产速度,计算得到机台完成生产工序的预测时长。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:将各个生产工序的预测时长进行相加,得到与纺织订单对应的预计生产总时长;从订单期限信息中获取纺织订单的交付时间;根据纺织订单的交付时间以及预计生产总时长,确定出起始生产时间。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:从预设的生产计划表中确定出至少一个空闲时间区间;将起始生产时间与至少一个空闲时间区间进行匹配,得到与起始生产时间匹配的目标时间区间;将纺织订单添加至预设的生产计划表的目标时间区间。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:若存在包含有起始生产时间的空闲时间区间,则确定起始生产时间与空闲时间区间匹配。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:将新的生产计划表发送至控制终端;控制终端用于根据新的生产计划表生成对应的机台控制指令,并控制生产工序对应机台执行与机台控制指令对应的生产操作。
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,上述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本申请所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和易失性存储器中的至少一种。非易失性存储器可包括只读存储器(Read-Only Memory,ROM)、磁带、软盘、闪存或光存储器等。易失性存储器可包括随机存取存储器(Random Access Memory,RAM)或外部高速缓冲存储器。作为说明而非局限,RAM可以是多种形式,比如静态随机存取存储器(Static Random Access Memory,SRAM)或动态随机存取存储器(Dynamic Random Access Memory,DRAM)等。
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上各个实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
- 纺织订单的生产控制方法、装置、计算机设备和存储介质
- 生产线控制方法、装置、设备和计算机可读存储介质