一种车载显示光源多角度检测系统
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及检测装置技术领域,特别涉及一种车载显示光源多角度检测系统。
背景技术
车载显示光源多角度检测系统是一种用于对显示屏表面进行检测的装置,但随着科技的发展,人们对检测装置的要求越来越高,导致传统的检测装置已经无法满足人们的使用需求;
目前,现有的车载显示光源多角度检测系统在使用时,由于相机只是设置一组,因此在和检测时,只能以一个特定的角度对显示屏进行检测,但是由于显示屏表面的汽包等杂质,在不同角度下呈现的形状和状态不同,因此在使用时,单从某一个角度对显示屏进行拍摄,无法第一时间准确的,为此,我们提出一种车载显示光源多角度检测系统。
发明内容
本发明的主要目的在于提供一种车载显示光源多角度检测系统,可以有效解决背景技术中的问题。
为实现上述目的,本发明采取的技术方案为:
一种车载显示光源多角度检测系统,包括工作台以及安装在工作台中心处的工位转盘,且工位转盘由安装在工作台内部的电机驱动,所述工位转盘的顶部设置有四组等间距分布的模座,所述工作台的两侧分别安装有用于上料的上料工位以及用于下料的下料工位,且工作台的顶部安装有围绕工位转盘分布的取料工位、主检测工位和压膜检工位,其中,
所述主检测工位包括与工作台连接的一号支架、两组安装在工作台顶部的一号升降板以及分别安装在两组一号升降板上的主相机和副相机。
优选的,所述取料工位和主检测工位位于上料工位的两侧,所述主检测工位和压膜检工位靠近工作台的后部,且压膜检工位位于主检测工位靠近下料工位的一侧。
优选的,所述副相机倾斜设置,且副相机与主相机均朝向模座。
优选的,所述上料工位包含与工作台一侧连接的运输带,安装在运输带中心处的整形机构以及靠近整形机构一侧的挡料机构,所述运输带上方安装有用于去除静电的离子风棒。
优选的,所述运输带包含安装在防护板以及安装在防护板两端的转动辊,两组转动辊之间套设有多组套圈。
优选的,所述整形机构包含顶座以及安装在运输带内侧用于带动顶座上下升降的顶料气缸,所述顶料气缸的顶部安装有用于带动顶座旋转的旋转气缸,且顶座安装在旋转气缸的顶部。
优选的,所述挡料机构包含用于对工件进行阻挡的连接板以及安装在运输带内侧用于带动连接板进行旋转的翻转气缸,所述连接板的顶部两侧均安装有档杆。
优选的,所述二号支架的前端设置有补光灯,所述压膜相机与二号升降板滑动连接,且压膜相机与二号升降板之间通过螺栓连接。
优选的,所述下料工位包含固定座,安装在工作台一侧的送料台,安装在送料台上方用于带动固定座横向运动的横向导轨以及连接在横向导轨一侧用于带动固定座纵向运动的纵向导轨,所述固定座的底部安装有用于抓取工件的抓取机构。
优选的,所述抓取机构包含两组相互叠放的伸缩气缸以及安装在伸缩气缸伸缩端的连接座,最上方的伸缩气缸与固定座的底部连接,且两组所述连接座的伸缩端伸缩方向相反,所述连接座的底部底部安装有抓杆,且抓杆的底部两侧均安装有挂钩。
优选的,所述的底部安装有延伸板,且延伸板的顶端安装有用于检测工件与之间间距的接近传感器。
优选的,所述工作台的顶部且靠近压膜检工位的前端方向安装有压膜机构。
优选的,所述压膜机构包含定位架以及安装在定位架顶部用于压膜的压膜气缸以及用于对工件进行供电的点亮座。
优选的,所述压膜机构的内部开设有抽气孔,且抽气孔通过管道与安装在工作台内部的抽气泵连通。
优选的,所述取料工位包含用于抓取工件的抓取机构、安装在工作台顶部的底座以及安装在底座顶部用于带动抓取机构移动的机械臂。
优选的,所述抓取机构包含两组相互叠放的伸缩气缸以及安装在伸缩气缸伸缩端的连接座,最上方的伸缩气缸与机械臂的底部连接,且两组所述连接座的伸缩端伸缩方向相反,所述连接座的底部底部安装有抓杆,且抓杆的底部两侧均安装有挂钩。
优选的,所述伸缩气缸的底部安装有延伸板,且延伸板的顶端安装有用于检测工件与抓取机构之间间距的接近传感器。
与现有技术相比,本发明具有如下有益效果:
一是通过在一号支架上设置以不同角度拍摄的主相机和副相机,不但能够提高工件检测的全面性,同时还能减小外部环境对检测的影响,由此提高工件检测准确性;
二是通过在运输带上安装电子风棒,能够去除工件表面的静电,避免工件表面粘连灰尘等碎屑;
三是通过在运输带的内部设置整形机构,能够调整工件的形状,方便配合取料工位对工件进行抓取;
四是通过在运输带的内部设置挡料机构,能够阻挡工件继续移动,从而保证整形机构准确的对工件进行调整。
附图说明
图1为本发明一种车载显示光源多角度检测系统整体结构的示意图;
图2为本发明一种车载显示光源多角度检测系统的俯视图;
图3为本发明一种车载显示光源多角度检测系统中工作台和工位转盘的结构图;
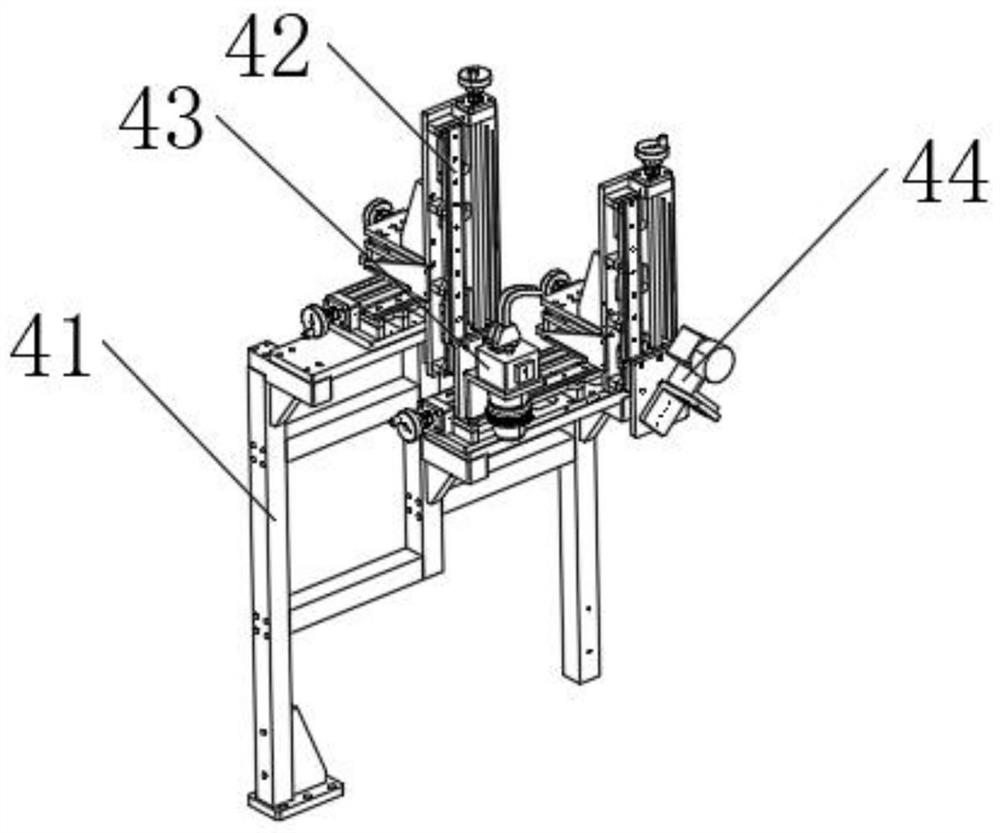
图4为本发明一种车载显示光源多角度检测系统中主检测工位的结构图;
图5为本发明一种车载显示光源多角度检测系统中上料工位的结构图;
图6为本发明一种车载显示光源多角度检测系统中整形机构图;
图7为本发明一种车载显示光源多角度检测系统中挡料机构的结构图。
图中:1、工作台;2、工位转盘;21、模座;3、上料工位;31、整形机构;311、顶料气缸;312、旋转气缸;313、顶座;32、挡料机构;321、翻转气缸;322、连接板;323、档杆;33、离子风棒;4、主检测工位;41、一号支架;42、一号升降板;43、主相机;44、副相机;5、压膜检工位;6、下料工位;7、取料工位。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
参照图1-7所示,一种车载显示光源多角度检测系统,包括工作台1以及安装在工作台1中心处的工位转盘2,且工位转盘2由安装在工作台1内部的电机驱动,工位转盘2的顶部设置有四组等间距分布的模座21,工作台1的两侧分别安装有用于上料的上料工位3以及用于下料的下料工位6,且工作台1的顶部安装有围绕工位转盘2分布的取料工位7、主检测工位4和压膜检工位5,其中,
主检测工位4包括与工作台1连接的一号支架41、两组安装在工作台1顶部的一号升降板42以及分别安装在两组一号升降板42上的主相机43和副相机44。
参照图2所示,取料工位7和主检测工位4位于上料工位3的两侧,主检测工位4和压膜检工位5靠近工作台1的后部,且压膜检工位5位于主检测工位4靠近下料工位6的一侧。
参照图3,副相机44倾斜设置,且副相机44与主相机43均朝向模座21。
参照图5所示,上料工位3包含与工作台1一侧连接的运输带,安装在运输带中心处的整形机构31以及靠近整形机构31一侧的挡料机构32,运输带上方安装有用于去除静电的离子风棒33。
参照图5所示,运输带包含安装在防护板以及安装在防护板两端的转动辊,两组转动辊之间套设有多组套圈。
参照图6,整形机构31包含顶座313以及安装在运输带内侧用于带动顶座313上下升降的顶料气缸311,顶料气缸311的顶部安装有用于带动顶座313旋转的旋转气缸312,且顶座313安装在旋转气缸312的顶部。
参照图7所示,挡料机构32包含用于对工件进行阻挡的连接板322以及安装在运输带内侧用于带动连接板322进行旋转的翻转气缸321,连接板322的顶部两侧均安装有档杆323。
二号支架的前端设置有补光灯,压膜相机与二号升降板滑动连接,且压膜相机与二号升降板之间通过螺栓连接。
下料工位6包含固定座,安装在工作台1一侧的送料台,安装在送料台上方用于带动固定座横向运动的横向导轨以及连接在横向导轨一侧用于带动固定座纵向运动的纵向导轨,固定座的底部安装有用于抓取工件的抓取机构。
抓取机构包含两组相互叠放的伸缩气缸以及安装在伸缩气缸伸缩端的连接座,最上方的伸缩气缸与固定座的底部连接,且两组连接座的伸缩端伸缩方向相反,连接座的底部底部安装有抓杆,且抓杆的底部两侧均安装有挂钩。
伸缩气缸的底部安装有延伸板,且延伸板的顶端安装有用于检测工件与抓取机构之间间距的接近传感器。
工作台1的顶部且靠近压膜检工位5的前端方向安装有压膜机构。
压膜机构包含定位架以及安装在定位架顶部用于压膜的压膜气缸以及用于对工件进行供电的点亮座。
压膜机构的内部开设有抽气孔,且抽气孔通过管道与安装在工作台1内部的抽气泵连通。
取料工位7包含用于抓取工件的抓取机构、安装在工作台1顶部的底座以及安装在底座顶部用于带动抓取机构移动的机械臂。
抓取机构包含两组相互叠放的伸缩气缸以及安装在伸缩气缸伸缩端的连接座,最上方的伸缩气缸与机械臂的底部连接,且两组连接座的伸缩端伸缩方向相反,连接座的底部底部安装有抓杆,且抓杆的底部两侧均安装有挂钩。
伸缩气缸的底部安装有延伸板,且延伸板的顶端安装有用于检测工件与抓取机构之间间距的接近传感器,取料工位7的内部和固定座的下方均安装有抓取机构。
使用时,将需要加工的工件放置到上料工位3内部的运输带上,之后工件跟随运输带的移动运输,(安装在运输带内侧的光电开关,检测工件是否到位),同时位于运输带内侧的挡料机构32启动,挡料机构32启动后,位于挡料机构32内部的翻转气缸321带动位于其顶部的连接板322和档杆323升起,对运输带上的工件进行阻挡,使得工件保持在整形机构31的上方,之后整形机构31内部的顶料气缸311升起,将工件顶起,同时控制位于顶料气缸311顶部的旋转气缸312,带动其顶部的顶座313与工件一起旋转,旋转90°后,顶料气缸311下降,使得调整后的工件重新落到运输带上,同时翻转气缸321带动档杆323缩回,使得工件能够正常向前运输,在运输时,位于上料工位3上方的离子风棒33对工件进行除静电。
当工件移动到运输带最后方时,取料工位7上的机械臂将抓取机构带动到工件的正上方,之后将抓取机构放置到工件上,在抓取机构向工件方向移动时,位于抓取机构两侧的挂钩移动到工件的两侧,待安装在抓取机构上的接近传感器检测到工件与抓取机构之间达到指定距离后,抓取机构内部的两组伸缩气缸同时收缩,将抓杆以及安装在抓杆上的挂钩一起向工件方向移动,从而将工件抓起,之后再将抓取的工件放置到工位转盘2顶部的模座21上,通过工位转盘2的转动,依次运输到主检测工位4、压膜检工位5和下料工位6的下方。
当工件移动到主检测工位4下方时,一号支架41上方的主相机43和副相机44同时对位于主检测工位4下方的工件进行拍摄检测,其次,由于主相机43和副相机44位于不同的位置,因此在对工件进行拍摄时,能够同时从多角度获取工件的状态,从而提高检测的检测的准确性,避免单一方向检测带来的影响局限性,由此能够及时的检测出工件表面是否出现白点、灰尘和损坏等。
当工件移动到压膜机构下方时,位于压膜检工位5上的压膜相机对保护膜和工件是否对应,之后压膜气缸将保护膜下压到工件的表面,使得保护膜与工件表面贴合,同时点亮座对工件进行供电,使得工件通电发光,其表面的杂质或气泡会显示出不同的亮度和形状,所以方便检测防护膜是否完全紧密的工件贴合。
当工件移动到下料工位6下方时,纵向导轨能够带动固定座沿着纵向滑动,横向导轨能够带动固定座横向滑动,因此通过纵向导轨和横向导轨带动固定座在平面上自由移动,将固定座下方的抓取机构带动到工件的正上方,之后将抓取机构放置到工件上,在抓取机构向工件方向移动时,位于抓取机构两侧的挂钩移动到工件的两侧,待安装在抓取机构上的接近传感器检测到工件与抓取机构之间达到指定距离后,抓取机构内部的两组伸缩气缸同时收缩,将抓杆以及安装在抓杆上的挂钩一起向工件方向移动,从而将工件抓起。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种车载显示光源多角度检测系统
- 一种车载显示屏下框、车载背光源组件及车载显示屏