聚酯石笼网电加热定型装置
文献发布时间:2023-06-19 11:17:41
本申请是申请号为:202011252936.5发明名称:一种卧式聚酯石笼网机的发明专利的分案申请,原案申请日为:2020年11月11日
技术领域
本发明涉及石笼网制造设备技术领域,具体说是一种卧式聚酯石笼网机。
背景技术
聚酯石笼网拥有聚酯线的特性能够在零下50摄氏度到零上150摄氏度的环境下能正常使用其物理特性不会发生变化。聚酯石笼网重量轻,只有铁丝重量的5分之一,便于运输。同时聚酯石笼网还具有不易生锈、抗老化、耐酸碱、抗腐蚀、使用寿命长特别适合沿河海地区用于水产养殖、边坡支护、基坑支护、山体岩面挂网喷浆、边坡植生(绿化)、铁路高速公路隔离护栏网,还能织成网箱、网垫、用于江河、堤坝及海塘的防冲刷保护,水库、河流截流用网箱,能使河床得到长期性保护并且节能环保还可以回收利用。不导电的特性使聚脂石笼网应用于森林、山地(特别是高山地区)、变电站做围栏网使用,使其在雷雨强对流天气下不会发生雷击的危险。
但是现有的石笼网机无法生产加工该材质的石笼网。现有的石笼网机只能加工金属丝材质的石笼网,因为聚酯材料在零下50摄氏度到零上150摄氏度的环境下物理特性不会发生变化,其无法像金属丝一样加工成簧丝,即使通过高温加工出簧丝,其在进行编织时由于应力影响也会发生缠绕,无法像金属丝那样进行加工。现在市面上也没有能够高效的、稳定的进行聚酯石笼网加工用的设备。
发明内容
为了克服上述现有技术存在的缺点,本发明的目的在于提供一种卧式聚酯石笼网机及聚酯石笼网电加热定型装置,该装置操作简单,能够高效的、稳定的进行聚酯石笼网加工,并且故障率低,智能化程度高。
为了解决上述问题,本发明采用以下技术方案:一种卧式聚酯石笼网机,其特征是,包括牵网机构、织网机构、收网机构、控制系统;
所述的牵网机构包括主机架、动丝轴架和定丝轴架,动丝轴架设在定丝轴架的后方,动丝轴架上设有多个动丝轴,动丝轴架和定丝轴架之间设有动丝牵引装置,动丝牵引装置包括支撑架、前上下牵引架、后上下牵引架、左右牵引架,前上下牵引架、后上下牵引架分别设置在支撑架的前后两侧,支撑架的顶部和底部分别设有链轮和同步链条,支撑架的顶部的同步链条的两端分别与前上下牵引架顶部和后上下牵引架顶部连接,支撑架的底部的同步链条分别与前上下牵引架底部和后上下牵引架底部连接,前上下牵引架和后上下牵引架的上下运动同步且方向相反,支撑架上沿竖直方向设有气缸,气缸的伸缩杆与前上下牵引架和后上下牵引架中的至少一个连接,气缸伸缩杆伸缩时带动前上下牵引架和后上下牵引架上下运动,
所述的左右牵引架设置在前上下牵引架的前方,左右牵引架通过固定杆与主机架固定连接,固定杆沿水平方向设有气缸,所述的气缸伸缩杆与左右牵引架连接,气缸伸缩杆伸缩时带动左右牵引架相对主机架左右运动,
所述的定丝轴架包括定丝轴架主体、电机、变速箱、主动轮、定丝轴转动轮、被动轮、顶轮,所述的主动轮设置在定丝轴架主体的底部,顶轮设置在定丝轴架主体的顶部,电机通过变速箱、齿轮和链条与主动轮连接;定丝轴转动轮包括齿轮主体、定丝轴安装架、定丝轴,定丝轴安装架上设有滑轮,滑轮与齿轮主体的内壁相配合设置,定丝轴安装在定丝轴安装架上,定丝轴安装架可转动的安装在齿轮主体的内部,齿轮主体设有与主动轮、被动轮、顶轮相配合的齿,
所述的前上下牵引架、后上下牵引架、左右牵引架均设有多个牵丝杆,牵丝杆上设有牵丝孔,从动丝轴架上的动丝轴引出的丝线分别经过牵丝杆的牵引而穿过定丝轴架的相应位置与织网机构连接,
所述的织网机构包括机架以及设置在机架上的搓板拧丝机构、拉杆机构、动力分配机构、定型机构、拉网机构,
所述的搓板拧丝机构,分为两组,分别设置在机架前后的两组横梁内部,包括上滑板、下滑板、齿条以及拧丝轮组,其前面一组用于将金属丝编织成网,其后面一组用于同步绕丝,所述的上滑板位于下滑板的上方,在所述上滑板的下部和下滑板的上部上分别开有沿其长度方向的长槽,所述齿条安装在所述下滑板的长槽内,且所述齿条的一端从长槽内伸出,由所述动力分配机构驱动,所述齿条由所述拉杆机构驱动,所述拧丝轮组包括若干个拧丝轮,所述拧丝轮由上半轮与下半轮组成,在所述上半轮和下半轮上分别开有穿丝孔,在所述上滑板和下滑板上分别开有上半轴承和下半轴承,上半轴承和下半轴承对合形成拧丝轮轴承,所述拧丝轮安装在所述拧丝轮轴承内,且在所述拧丝轮上设有轮齿,所述拧丝轮与所述齿条相互啮合并由齿条驱动其旋转;
所述的拉杆机构,设置于所述机架一端的两侧,用于驱动所述齿条的来回移动;
所述的动力分配机构,设置于所述机架的一端用于为各组件分配动力,包括齿轮传动机构、凸轮传动机构、滑板驱动机构,上滑板与下滑板在滑板驱动机构的带动下做间歇的往复运动;
所述的拉网机构,包括设置在机架上的牵引辊、上压网辊与下压网辊,牵引辊位于位于前面一组搓板拧丝机构的前方,
所述的定型机构,包括定型辊、加热装置,定型辊位于牵引辊的前方,且位于上压网辊与下压网辊的后方,围绕定型辊的底部设有加热装置,
所述的控制器控制通过导线控制牵网机构、织网机构、收网机构相配合工作,
所述的定丝轴转动轮上的定丝轴引出的丝线依次穿接在上半轮上的穿丝孔中,动丝轴引出的丝线依次穿接在下半轮上的穿丝孔中。
进一步的:所述的前上下牵引架以两个牵丝杆为一竖列的方式设有多列,且每列牵丝杆的位置对应奇竖列定丝轴转动轮,后上下牵引架以两个牵丝杆为一竖列的方式设有多列,且每列牵丝杆对应偶竖列定丝轴转动轮,牵丝杆随着前上下牵引架、后上下牵引架的上下运动其位置对应上下两个定丝轴转动轮之间,当前上下牵引架运动到上方时,前上下牵引架的牵丝杆牵引的丝线卡接在其对应的两个定丝轴转动轮中的上方的那个定丝轴转动轮的底部的齿上,此时后上下牵引架的牵丝杆牵引的丝线卡接在其对应的两个定丝轴转动轮中的下方的那个定丝轴转动轮的顶部的齿上;
左右牵引架上分别沿水平方向设有两排牵丝杆,其上面一排和下面一排牵丝杆分别对应最上排和最下排的定丝轴转动轮,且上面一排的牵丝杆分别对应最上排两个定丝轴转动轮之间空位的偶数位,下面一排的牵丝杆分别对应最下排两个定丝轴转动轮之间空位的奇数位,牵丝杆随着左右牵引架左右运动其位置对应左右两个定丝轴转动轮之间,牵丝杆随着左右牵引架运动到最左侧时,牵丝杆牵引的丝线卡在其对应的左右两个定丝轴转动轮中的左侧的定丝轴转动轮的齿上,牵丝杆随着左右牵引架运动到最右侧时,牵丝杆牵引的丝线卡在其对应的左右两个定丝轴转动轮中的右侧的定丝轴转动轮的齿上。
进一步的:所述的定丝轴转动轮以三个一竖列的方式并排设有多列,其第一竖列定丝轴转动轮从上到下为A11、A12、A13,第二竖列为A21、A22、A23,第三竖列为A31、A32、A33,第四竖列为A41、A42、A43,以此类推,所述的定丝轴转动轮上的定丝轴引出的丝线按照A11、A12、A13、A23、A22、A21、A31、A32、A33、A43、A42、A41顺序形成蛇形走位依次穿接在上半轮上的穿丝孔中,动丝轴引出的丝线根据对应的位置同样按照蛇形走位依次穿接在下半轮上的穿丝孔中。
进一步的:所述的前上下牵引架、后上下牵引架与左右牵引架的运动是同步的,当前上下牵引架运动至上方,此时后上下牵引架运动至下方,左右牵引架运动至最左侧,当前上下牵引架运动至下方,此时后上下牵引架运动至上方,左右牵引架运动至最右侧。
进一步的:所述的定丝轴转动轮以三个一竖列的方式并排设有多列,位于最上方的定丝轴转动轮的上方与顶轮相配合,左下方和右下方分别与被动轮相配合,位于中间的定丝轴转动轮的左上方、右上方、左下方、右下方分别与被动轮相配合,位于最下方定丝轴转动轮的左上方、右上方分别与被动轮相配合,位于最下方定丝轴转动轮的左下方、右下方的其中一侧与被动轮相配合,其另一侧与主动轮相配合。
进一步的:定丝轴架主体的底部还设有被动轮,被动轮与主动轮间隔设置。
进一步的:所述的加热装置为电加热管。
进一步的:所述动丝轴架与动丝牵引装置之间的丝线挂有重力坠。
本发明的有益效果是:该装置操作简单,能够高效的、稳定的进行聚酯石笼网加工,并且故障率低,智能化程度高。
附图说明
下面结合附图和实施例对本发明做进一步的说明:
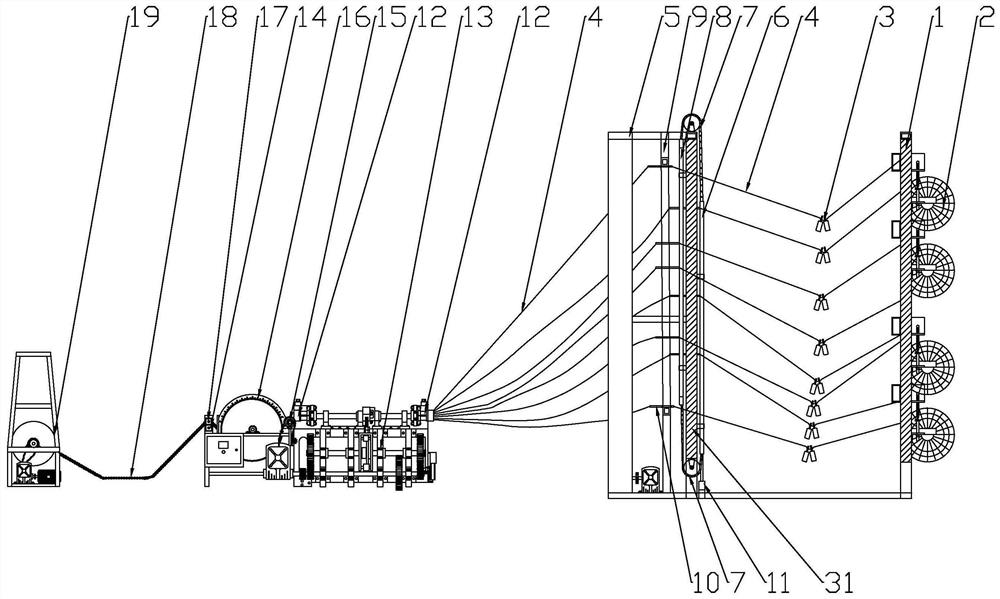
图1是本发明的结构示意图;
图2是本发明的定丝轴架的结构示意图;
图3是本发明的织网机构的结构示意图;
图4是本发明的定丝轴转动轮的结构示意图;
图5是本发明的搓板拧丝机构的结构示意图;
图6是本发明的牵网机构的结构示意图;
图7是本发明的织网机构的结构示意图;
图8是本发明的牵网机构的结构示意图;
图9是本发明的牵网机构的结构示意图;
图中:1动丝轴架,2动丝轴,3重力坠,4丝线,5定丝轴架,6后上下牵引架,7同步链条,8前上下牵引架,9左右牵引架,10牵丝杆,11气缸,12搓板拧丝机构,13动力分配机构,14上压网辊,15牵引辊,16定型辊,17下压网辊,18石笼网,19收网机构,20顶轮,21定丝轴转动轮,22齿条,23被动轮,24滑轮,25定丝轴,26穿丝孔,27上滑板,28下滑板,29上半轮,30下半轮,31支撑架,32主动轮,33定丝轴安装架
具体实施方式
如图1至图9所示,一种卧式聚酯石笼网机,包括牵网机构、织网机构、收网机构19、控制系统。
所述的牵网机构包括主机架、动丝轴架1和定丝轴架5,动丝轴架1设在定丝轴架5的后方,动丝轴架1上设有多个动丝轴2,动丝轴架1和定丝轴架5之间设有动丝牵引装置,动丝牵引装置包括支撑架31、前上下牵引架8、后上下牵引架6、左右牵引架9,前上下牵引架8、后上下牵引架6分别设置在支撑架的前后两侧,支撑架的顶部和底部分别设有链轮和同步链条7,支撑架31的顶部的同步链条7的两端分别与前上下牵引架8顶部和后上下牵引架6顶部连接,支撑架31的底部的同步链条7分别与前上下牵引架8底部和后上下牵引架6底部连接,前上下牵引架8和后上下牵引架6的上下运动同步且方向相反,支撑架31上沿竖直方向设有气缸11,气缸11的伸缩杆与前上下牵引架8和后上下牵引架6中的至少一个连接,气缸11伸缩杆伸缩时带动前上下牵引架8和后上下牵引架6上下运动。
所述的左右牵引架9设置在前上下牵引架8的前方,左右牵引架9通过固定杆与主机架固定连接,固定杆沿水平方向设有气缸,所述的气缸伸缩杆与左右牵引架9连接,气缸伸缩杆伸缩时带动左右牵引架9相对主机架左右运动。
所述的定丝轴架5包括定丝轴架主体、电机、变速箱、主动轮32、定丝轴转动轮21、被动轮23、顶轮20,所述的主动轮32设置在定丝轴架主体的底部,顶轮32设置在定丝轴架主体的顶部,电机通过变速箱、齿轮和链条与主动轮32连接。
定丝轴转动轮21包括齿轮主体34、定丝轴安装架33、定丝轴25,定丝轴安装架33上设有滑轮24,滑轮24与齿轮主体34的内壁相配合设置,定丝轴25安装在定丝轴安装架33上,定丝轴安装架33可转动的安装在齿轮主体34的内部。齿轮主体34设有与主动轮32、被动轮23、顶轮20相配合的齿。
所述的前上下牵引架8、后上下牵引架6、左右牵引架9均设有多个牵丝杆10,牵丝杆10上设有牵丝孔,从动丝轴架1上的动丝轴2引出的丝线分别经过牵丝杆10的牵引而穿过定丝轴架5的相应位置与织网机构连接。
所述的织网机构包括机架以及设置在机架上的搓板拧丝机构12、拉杆机构、动力分配机构13、定型机构、拉网机构。
所述的搓板拧丝机构12,分为两组,分别设置在机架前后的两组横梁内部,包括上滑板27、下滑板28、齿条22以及拧丝轮组,其前面一组用于将金属丝编织成网,其后面一组用于同步绕丝,所述的上滑板27位于下滑板28的上方,在所述上滑板27的下部和下滑板28的上部上分别开有沿其长度方向的长槽,所述齿条22安装在所述下滑板27的长槽内,且所述齿条22的一端从长槽内伸出,由所述动力分配机构驱动13,所述齿条22由所述拉杆机构驱动,所述拧丝轮组包括若干个拧丝轮,所述拧丝轮由上半轮29与下半轮30组成,在所述上半轮29和下半轮30上分别开有穿丝孔26,在所述上滑板27和下滑板28上分别开有上半轴承和下半轴承,上半轴承和下半轴承对合形成拧丝轮轴承,所述拧丝轮安装在所述拧丝轮轴承内,且在所述拧丝轮上设有轮齿,所述拧丝轮与所述齿条22相互啮合并由齿条驱动其旋转。
所述的拉杆机构,设置于所述机架一端的两侧,用于驱动所述齿条22的来回移动。
所述的动力分配机构13,设置于所述机架的一端用于为各组件分配动力,包括齿轮传动机构、凸轮传动机构、滑板驱动机构,上滑板27与下滑板28在滑板驱动机构的带动下做间歇的往复运动。
所述的拉网机构,包括设置在机架上的牵引辊15、上压网辊17与下压网辊14,牵引辊15位于位于前面一组搓板拧丝机构12的前方。
所述的定型机构,包括定型辊16、加热装置,定型辊16位于牵引辊15的前方,且位于上压网辊17与下压网辊14的后方,围绕定型辊16的底部设有加热装置。
所述的控制器控制通过导线控制牵网机构、织网机构、收网机构19相配合工作。
所述的定丝轴转动轮21上的定丝轴25引出的丝线4依次穿接在上半轮29上的穿丝孔26中,动丝轴2引出的丝线4依次穿接在下半轮30上的穿丝孔26中。
所述的前上下牵引架8以两个牵丝杆10为一竖列的方式设有多列,且每列牵丝杆10的位置对应奇竖列定丝轴转动轮21,后上下牵引架6以两个牵丝杆为一列的方式设有多列,且每列牵丝杆对应偶竖列定丝轴转动轮21,牵丝杆10随着前上下牵引架8、后上下牵引架6的上下运动其位置对应上下两个定丝轴转动轮21之间,当前上下牵引架8运动到上方时,前上下牵引架8的牵丝杆10牵引的丝线4卡接在其对应的两个定丝轴转动轮21中的上方的那个定丝轴转动轮21的底部的齿上,此时后上下牵引架6的牵丝杆10牵引的丝线卡接在其对应的两个定丝轴转动轮21中的下方的那个定丝轴转动轮21的顶部的齿上。
左右牵引架9上分别沿水平方向设有两排牵丝杆10,其上面一排和下面一排牵丝杆10分别对应最上排和最下排的定丝轴转动轮21,且上面一排的牵丝杆10分别对应最上排两个定丝轴转动轮21之间空位的偶数位,下面一排的牵丝杆10分别对应最下排两个定丝轴转动轮21之间空位的奇数位,牵丝杆10随着左右牵引架9左右运动其位置对应左右两个定丝轴转动轮21之间,牵丝杆10随着左右牵引架运动9到最左侧时,牵丝杆10牵引的丝线4卡在其对应的左右两个定丝轴转动轮21中的左侧的定丝轴转动轮21的齿上,牵丝杆10随着左右牵引架9运动到最右侧时,牵丝杆10牵引的丝线4卡在其对应的左右两个定丝轴转动轮21中的右侧的定丝轴转动轮21的齿上。
所述的定丝轴转动轮21以三个一竖列的方式并排设有多列,其第一竖列定丝轴转动轮21从上到下为A11、A12、A13,第二竖列为A21、A22、A23,第三竖列为A31、A32、A33,第四竖列为A41、A42、A43,以此类推,所述的定丝轴转动轮21上的定丝轴25引出的丝线按照A11、A12、A13、A23、A22、A21、A31、A32、A33、A43、A42、A41顺序形成蛇形走位依次穿接在上半轮29上的穿丝孔26中,动丝轴2引出的丝线4根据对应的位置同样按照蛇形走位依次穿接在下半轮30上的穿丝孔26中。
所述的前上下牵引架8、后上下牵引架6与左右牵引架9的运动是同步的,当前上下牵引架8运动至上方,此时后上下牵引架6运动至下方,左右牵引架9运动至最左侧,当前上下牵引架8运动至下方,此时后上下牵引架6运动至上方,左右牵引架9运动至最右侧。
定丝轴架主体的底部还设有被动轮23,被动轮23与主动轮33间隔设置。
所述的定丝轴转动轮21以三个一竖列的方式并排设有多列,位于最上方的定丝轴转动轮21的上方与顶轮20相配合,左下方和右下方分别与被动轮23相配合,位于中间的定丝轴转动轮21的左上方、右上方、左下方、右下方分别与被动轮23相配合,位于最下方定丝轴转动轮21的左上方、右上方分别与被动轮23相配合,位于最下方定丝轴转动轮21的左下方、右下方的其中一侧与被动轮23相配合,其另一侧与主动轮33相配合。
所述的加热装置为电加热管。所述动丝轴架1与动丝牵引装置之间的丝线4挂有重力坠3,重力坠可以保证丝线在一定拉力下被拉直,避免因应力产生弯折而影响正常的生产。
工作时,控制器控制前后两组搓板拧丝机构12的上滑板27与下滑板28由滑板驱动机构驱动,上滑板27与下滑板28在滑板驱动机构的带动下做间歇的往复运动,当上滑板27与下滑板28的上半轴承与下半轴承相互扣合后上半轮29与下半轮30也对合成一个完整的拧丝轮。前面一组搓板拧丝机构12的拧丝轮在齿条22的带动下旋转将穿过上半轮29穿丝孔26和下半轮30穿丝孔26的两根金属丝拧在一起,并最终使上半轮29与下半轮30的重合面处于水平。之后前面一组搓板拧丝机构12的上滑板27与下滑板28背向移动,上半轮29和相邻的另一个下半轮30组合成拧丝轮,并在齿条22的带动下旋转,将两个半轮上的两根金属丝拧在一起,下半轮30和相邻的另一个上半轮29组成拧丝轮并将两根金属丝拧在一起。然后上滑板27与下滑板28向相反方向移动,又使原来的两个半轮组合成拧丝轮,并将两个半轮上的金属丝拧在一起。不断重复上述的步骤,这样就将若干根丝线编织成的石笼网通过前面的牵网辊15牵引进入到定型机构的定型辊16上,然后通过加热装置加热定型,消除应力,由上压网辊17与下压网辊14牵引进入收网机构19。整个过程中后面一组搓板拧丝机构12与前面一组搓板拧丝机构12始终同步运动,因此前面一组搓板拧丝机构12与后面一组搓板拧丝机构12之间的丝线相互之间不发生缠绕。后面一组搓板拧丝机构12后方的丝线同样为了避免缠绕就需要丝线4相对于上滑板27与下滑板28的移动以及拧丝轮转动进行同步的运动。
当上滑板27与下滑板28移动使上半轴承与下半轴承相互扣合时,控制气缸11使前上下牵引架8运动至上方,后上下牵引架6运动至下方,左右牵引架9运动至最左侧,然后上半轮29与下半轮30组合成拧丝轮,并在齿条22的带动下旋转,此时控制器同步启动定丝轴架5上的电机,电机通过主动轮33、被动轮23带动定丝轴转动轮21转动,定丝轴转动轮21带动卡在其齿上丝线4围绕定丝轴转动轮21转动,其转动速度和方向与拧丝轮同步。之后搓板拧丝机构12的上滑板27与下滑板28背向移动,上半轮29和相邻的另一个下半轮30组合成拧丝轮,此时前上下牵引架8运动至下方,后上下牵引架6运动至上方,左右牵引架9运动至最右侧,前上下牵引架8、后上下牵引架6、左右牵引架9上的牵丝杆10牵引的丝线4卡接在其对应的两个定丝轴转动轮21中的另一个定丝轴转动轮21的齿上。然后拧丝轮在齿条22的带动下旋转,此时控制器同步启动定丝轴架5上的电机,电机通过主动轮33、被动轮23带动定丝轴转动轮21转动,定丝轴转动轮21带动卡在其齿上丝线4围绕定丝轴转动轮21转动,其转动速度和方向与拧丝轮同步。如此往复,因此在牵网机构、织网机构之间的丝线4在织网工作中不会发生缠绕而影响正常的加工生产。
本发明不仅仅局限于上述实施例。
- 聚酯石笼网电加热定型装置
- 一种石笼网整形机的尺寸定型装置