电子雷管脚线线夹自动组装装置及其平面布置方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及电子雷管生产技术领域,具体为电子雷管脚线线夹自动组装装置及其平面布置方法。
背景技术
目前电子雷管脚线与线夹组装的主要工艺为操作人员用手先将线夹放入主线压接定位模具中,然后将脚线主线放入定位模具上的主线卡槽中,然后手动压下主线压接上模,将主线压入线夹上的主线卡槽中;然后取出主线压接后的半成品,手动将两条线芯按照要求放入线夹上线芯定位卡槽处,再将整理好的半成品放入线芯压接模具中进行线芯压接,最后再手动将组装完成的产品取出,这样的方式对于操作人员的技能要求较高,而且经常会出现线芯压偏损坏线夹的情况,产生大量的不良品,最重要的是组装这款线夹时操作人员需要执行的动作步骤太多,每分钟只能完成两条脚线线夹的组装。
电子雷管脚线与线夹组装完成后,需要在另外的工位安排操作人员进行导通检测判断组装后的产品是否合格,最后再由专门的打包装箱人员进行装箱,完成整个生产流程需要三个工位,每个工位都需要单独的操作人员。
目前脚线线夹组装方式主要以操作人员手动操作为主,劳动强度大,生产效率低下,不适合大批量产品的生产。
发明内容
本发明要解决的技术问题是克服现有的缺陷,提供电子雷管脚线线夹自动组装装置及其平面布置方法,降低了操作人员需要执行的动作步骤,整个生产过程中只需要对脚线进行排摸,其他动作完全由设备自动完成,实现了降低操作人员劳动强度、有效提升生产效率的目的;
本发明中集合了多个生产工序,而且只需要一名操作人员就能完成整个产品的生产,实现了减少操作人员,降低生产成本的目的,可以有效解决背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种电子雷管脚线线夹自动组装装置及其平面布置方法,包括依次布置的上料机构、直线送料器和工作台,上料机构内放置有线夹,所述工作台上设置有圆周循环机构和控制台,上料机构、直线送料器和圆周循环机构均与控制台电连接,工作台上围绕圆周循环机构依次设置有脚线自动整形机构、自动组装机构、自动检测机构和下料机械手,自动整形机构、自动组装机构、自动检测机构和下料机械手均与控制台电连接,所述圆周循环机构的上表面中心处设置有中心卡紧模具,圆周循环机构的上表面边沿处等角度设置有不少于两个脚线摸排工位,圆周循环机构的上表面设置有数量与脚线摸排工位相对应的容料槽,容料槽位于中心卡紧模具和脚线摸排工位之间,容料槽内放置有脚线,脚线的一端卡设在脚线摸排工位上,脚线的另一端卡设在中心卡紧模具上。
作为本发明的一种优选技术方案,所述圆周循环机构顺时针步进转动,自动整形机构、自动组装机构、自动检测机构和下料机械手围绕圆周循环机构顺时针排列。
作为本发明的一种优选技术方案,所述上料机构为直进振动上料机。
作为本发明的一种优选技术方案,所述下料机械手旁设置有不良品收集箱和良品收集箱。
作为本发明的一种优选技术方案,所述脚线摸排工位的数量为八个。
作为本发明的一种优选技术方案,所述中心卡紧模具包括位于中心处的短接环,短接环的外部环绕设置有卡设块,卡设块上设置有卡槽,脚线端部的封口塞卡设在卡槽内,封口塞端部的铁丝与短接环接触。
作为本发明的一种优选技术方案,所述卡设块的数量为八个。
作为本发明的一种优选技术方案,所述封口塞的侧面设置有凸出的台阶,台阶处卡在卡槽内。
与现有技术相比,本发明的有益效果是:本电子雷管脚线线夹自动组装装置及其平面布置方法,降低了操作人员需要执行的动作步骤,整个生产过程中只需要对脚线进行排摸,其他动作完全由设备自动完成,实现了降低操作人员劳动强度、有效提升生产效率的目的;
本发明中集合了多个生产工序,而且只需要一名操作人员就能完成整个产品的生产,实现了减少操作人员,降低生产成本的目的;
采用多个生产工位同时对多个模具同时工作,实现降低生产节拍,提升生产效率的目的;
使用圆周循环机构,使脚线朝环形路线流动,使得装置结构紧凑,降低占地面积,便于观察监控,且工位空置率更低,设备利用率更高。
附图说明
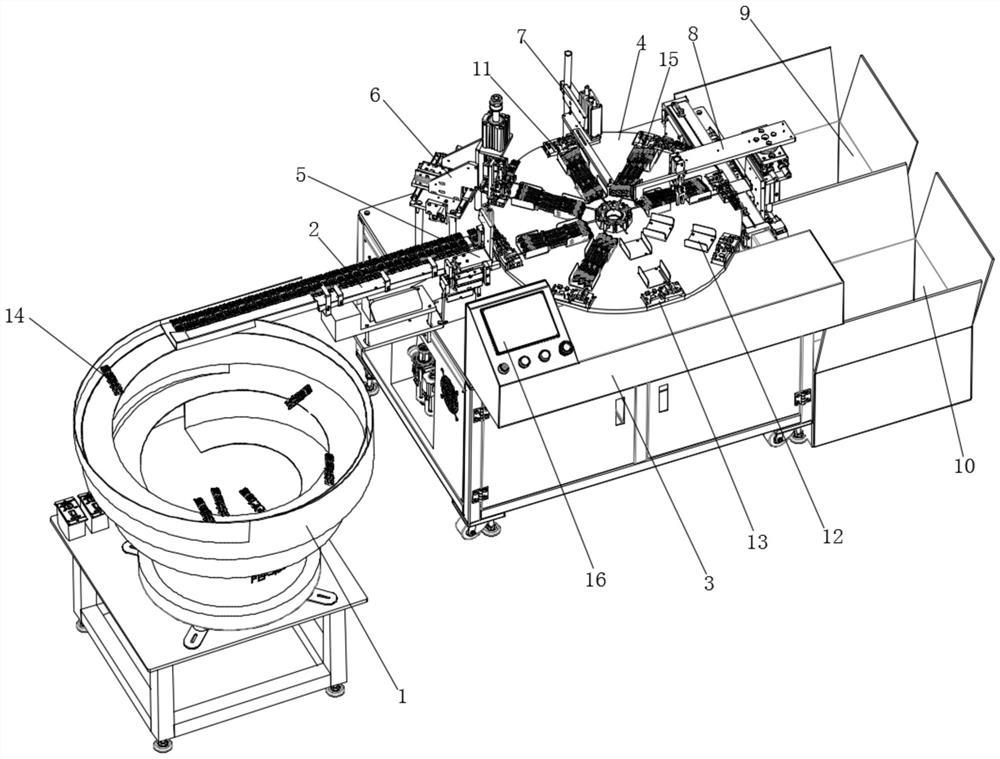
图1为本发明结构立体示意图;
图2为本发明结构俯视图;
图3为本发明中心卡紧模具结构示意图。
图中:1上料机构、2直线送料器、3工作台、4圆周循环机构、5脚线自动整形机构、6自动组装机构、7自动检测机构、8下料机械手、9不良品收集箱、10良品收集箱、11中心卡紧模具、12容料槽、13脚线摸排工位、14线夹、15脚线、16控制台、17短接环、18卡设块、19卡槽、20封口塞。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,本发明提供一种技术方案:一种电子雷管脚线线夹自动组装装置及其平面布置方法,包括依次布置的上料机构1、直线送料器2和工作台3,上料机构1为直进振动上料机,上料效率高,还能调整物料进入直线送料器2的方向,上料机构1内放置有线夹14,工作台3上设置有圆周循环机构4和控制台16,上料机构1、直线送料器2和圆周循环机构4均与控制台16电连接,工作台3上围绕圆周循环机构4依次设置有脚线自动整形机构5、自动组装机构6、自动检测机构7和下料机械手8,圆周循环机构4顺时针步进转动,自动整形机构5、自动组装机构6、自动检测机构7和下料机械手8围绕圆周循环机构4顺时针排列,下料机械手8旁设置有不良品收集箱9和良品收集箱10,用于收集不良品和良品,自动整形机构5、自动组装机构6、自动检测机构7和下料机械手8均与控制台16电连接,圆周循环机构4的上表面中心处设置有中心卡紧模具11,圆周循环机构4的上表面边沿处等角度设置有不少于两个脚线摸排工位13,脚线摸排工位13的数量为八个,圆周循环机构4的上表面设置有数量与脚线摸排工位13相对应的容料槽12,容料槽12位于中心卡紧模具11和脚线摸排工位13之间,容料槽12内放置有脚线15,脚线15的一端卡设在脚线摸排工位13上,脚线15的另一端卡设在中心卡紧模具11上,中心卡紧模具11包括位于中心处的短接环17,短接环17的外部环绕设置有卡设块18,卡设块18的数量为八个,与脚线摸排工位13的数量一致,卡设块18上设置有卡槽19,脚线15端部的封口塞20卡设在卡槽19内,封口塞20的侧面设置有凸出的台阶,台阶处卡在卡槽19内,能避免封口塞20从水平方向脱出,提高卡设块18与封口塞20连接的牢固度,封口塞20端部的铁丝与短接环17接触,以便自动检测机构7检测脚线15是否导通。
在使用时:上料机构1将其内的线夹14调整方向后通过直线送料器2运送至圆周循环机构4上的脚线摸排工位13处,工人将脚线15放置在容料槽12内,再将脚线15的两端分别卡设在脚线摸排工位13和中心卡紧模具11上,系统控制凸轮分割器驱动圆周循环机构4步进,将脚线摸排工位13旋转一个工位,通过脚线自动整形机构5将脚线15的线芯弯折至合适线夹14的形状,再通过自动组装机构6将脚线15与线夹14组装,通过自动检测机构7检测组装后的脚线15是否导通,合格品和不合格品均通过下料机械手8取出分别放置在良品收集箱10或不良品收集箱9内,本装置只需要在脚线排摸工位13安排一名操作人员进行脚线15排摸,极大的减少操作人员的动作步骤,提高了设备的生产效率,设备的生产效率能达到每分钟10条以上,从而实现了减少操作人员、有效的提升了设备生产效率的目的,采用圆周循环机构4,使脚线15朝环形路线流动,使得装置结构紧凑,降低占地面积,便于观察监控,且工位空置率更低,进而设备利用率更高。
- 电子雷管脚线线夹自动组装装置及其平面布置方法
- 一种电子雷管脚线线夹自动组装装置