一种管类零件铣方工装
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种管类零件铣方工装。
背景技术
针对管类零件,要求在外圆铣削四方结构,一般加工方法:采用中心钳夹持零件外圆,铣削第一处平面。然后将工件松开,翻转,用角尺进行校对,找出第二处铣削平面,第二次夹持,铣削第二处平面,依次松开、用角尺校对、找出第三处、第四处平面,铣削完成,现有加工方法加工效率较低,且多次装夹,采用角尺进行校对,加工精度无法保证。
发明内容
本发明的目的是为了解决以上现有技术的不足,提供一种连接方便的一种管类零件铣方工装。
一种管类零件铣方工装,包括底板、基准模块以及前挡板,所述的基准模块与前挡板之间通过工件相连,工件的中间的上端设有压板,所述的压板的中间设有通孔,压板上设有贯穿通孔的锁紧螺杆,锁紧螺杆穿过压板与底板上的锁紧螺孔相连,通孔的上方设有与压板相接的锁紧块,压板的一端通过支撑块与底板相连,所述的支撑块与工件之间设有限位块,所述的前挡板的底面与底板相连;基准模块的底面与底板之间设有活动垫块,基准模块与工件通过紧固螺栓相连,所述的基准模块由外环套、基准块、把手依次连接组成,外环套的圆心处设有基准模块定位芯棒,所述的前挡板的内侧设有前挡板定位芯棒。
作为进一步改进,所述的锁紧螺杆为7字形结构。
作为进一步改进,所述的紧固螺栓为沉孔内六角螺栓。
作为进一步改进,所述的压板的形状为长板条结构。
作为进一步改进,所述的底板的左、右两端均设有U型槽口。
作为进一步改进,所述的基准模块定位芯棒与前挡板定位芯棒的圆心位于同一高度上。
作为进一步改进,所述的支撑块的顶部设有凹槽。
作为进一步改进,所述的通孔为长腰孔。
有益效果:
本发明加工工件时,工件仅需一次装夹,翻转基准模块,即可完成多面铣削,加工效率得到提升,铣削面之间的相互关系由标准模块予以保证,确保了加工精度,结构简单,操作方便有效的提高了工作效率,节省了工作时间。
附图说明
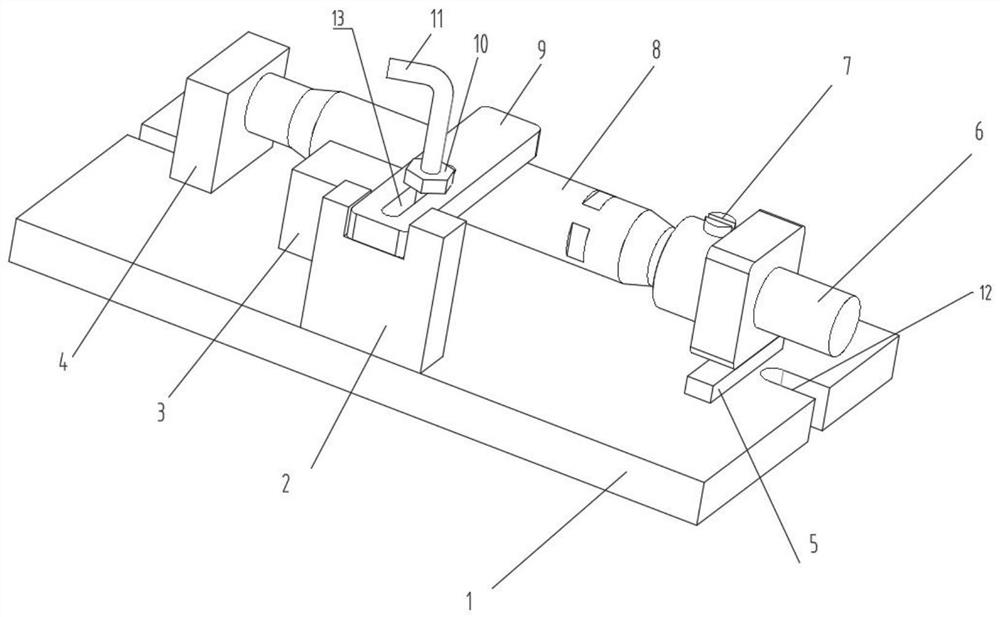
图1是一种管类零件铣方工装的总体结构示意图;
图2是基准模块总体结构示意图;
图3是前挡板总体结构示意图;
1.底板2.支撑块3.限位块4.前挡板5.活动垫块6.基准模块7.紧固螺栓8.工件9.压板10.锁紧块11.锁紧螺杆12.U型槽口13.长腰孔201.外环套203.基准模块定位芯棒204.紧固螺孔205.基准块206.把手301.前挡板定位芯棒。
具体实施方式
为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
如图1所示,一种管类零件铣方工装,包括底板1、基准模块6以及前挡板4,所述的基准模块6与前挡板4之间通过工件8相连,工件8的中间的上端设有压板9,所述的压板9的中间设有通孔,通孔为长腰孔13,压板9上设有贯穿通孔的锁紧螺杆11,锁紧螺杆11为7字形结构,锁紧螺杆11穿过压板9与底板1上的锁紧螺孔相连,通孔的上方设有与压板9相接的锁紧块10,压板9的一端通过支撑块2与底板1相连,支撑块2的顶部设有凹槽,压板9的形状为长板条结构,所述的支撑块2与工件8之间设有限位块3,所述的前挡板4的底面与底板1相连;基准模块6的底面与底板1之间设有活动垫块5,底板1的左、右两端均设有U型槽口12,基准模块6与工件8通过紧固螺栓7相连,紧固螺栓7为沉孔内六角螺栓,所述的基准模块6由外环套201、基准块205、把手206依次连接组成,外环套201的圆心处设有基准模块定位芯棒203,所述的前挡板4的内侧设有前挡板定位芯棒301,基准模块定位芯棒203与前挡板定位芯棒301的圆心位于同一高度上。
使用时,通过底板上的U形槽口,用T型螺栓将整个工装固定在铣床栅形工作台上。将工件毛坯一端插入基准模块外环套中,工件夹持部位外圆、内孔分别与外环套内孔以及基准模块定位芯棒外圆相配合,将紧固螺栓拧入紧固螺孔,固定工件一端,握住基准模块把手部位,将工件另一端内孔插入前挡板定位芯棒,同时将活动垫块垫在基准模块中部的基准块下方。再将工件外圆贴合限位块内侧,完成整个工件的限位,将压板一端放入支承块上部的凹口中,另一端压在工件上。将锁紧螺杆穿过压板上的长腰孔,拧入底板上的锁紧螺孔中,直至锁紧块抵住压板,压紧工件。启动铣床,完成第一面铣削,松开锁紧螺杆,取下活动垫块,握住基准模块把手部位,翻转基准模块,再垫上活动垫块,压紧压板,完成第二面铣削,依次翻转基准模块三次,完成工件外圆四面铣削。松开锁紧螺杆,向左拉动压板,压板沿长腰孔左移,即可将加工完成的零件连同基准模块一起取下。松开紧固螺栓,将工件从基准模块上取下,清理工装上的铁屑后,再依次装填毛坯,即可开始下一轮加工,可制作多付基准模块,在上一个工件加工时,完成下一个工件的夹持,节省取下基准模块再夹持工件的时间,进一步提高加工效率。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种管类零件铣方工装
- 一种喇叭型零件腰部铣方孔工装