柔性化雨刮器电机转子智能流水生产线
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及流水生产线,尤其涉及一种柔性化雨刮器电机转子智能流水生产线。
背景技术
流水生产线是一种将产品的生产过程分解成多个生产工序,每个生产工序在一个工位进行,生产过程中产品在不同的工位之间流转,多个工位同时进行生产的生产设备。在生产过程中,每道工序各自进行生产节奏和工序质量的控制,不同工序相互配合,保证了最终产品的质量和生产效率。具有生产专业化程度高、生产效率高、物料流转方便的优点,便于进行质量控制和生产管理。
随着智能生产设备的发展,流水生产线也逐渐由通过履带在不同工位之间周转物料、每个工位上人工进行生产工序的加工向物料周转和生产工序均由智能生产设备自动进行的智能流水生产线发展。现有的智能流水生产线,由于各生产工序均由智能生产设备进行,工序的加工参数均由智能生产设备控制,流水生产线的专业化程度更高,通常一种流水生产线只能进行一个型号、一个产品的生产加工。在更换所生产的产品型号时,需要逐一调整各工序生产设备的加工参数,调整较为不便。现有的柔性化雨刮器电机转子流水生产线,在产品换型时,需要人工进行每个工序工装的调整切换,并需要人工校对参数,换型时间周期较长;在加工过程中每个工序的生产加工信息较为独立,难以将每个产品的生产加工信息与产品相对应,无法做到全工序的质量追溯与管理,产品质量管理能力不足,生产效率也不高。
发明内容
本发明所要解决的技术问题是提供一种柔性化雨刮器电机转子智能流水生产线,智能化程度高,适用的产品型号多,产品型号转换方便。
为了实现上述目的,本发明提供一种柔性化雨刮器电机转子智能流水生产线,包括上下料模块、打标压换向器模块、绕线模块、点焊模块、精车模块、扫描动平衡模块、性能测试模块、机器人系统和智能控制系统;所述上下料模块包括涂敷组件上料口、换向器上料口和成品转子下料口,以能够通过所述涂敷组件上料口装入转子涂敷组件,通过所述换向器上料口装入换向器,并通过所述成品转子下料口获取成品转子;所述打标压换向器模块设置在所述上下料模块的侧方,包括用于在转子涂敷组件上打标的打标单元,和用于将换向器组装在转子涂敷组件上形成转子结构的压换向器单元;所述绕线模块设置在所述打标压换向器模块的侧方,用于在转子结构上绕线;所述点焊模块设置在所述绕线模块的侧方,用于将绕线焊接在换向器上;所述精车模块设置在所述点焊模块的侧方,用于对转子结构进行精车加工,以使得转子结构形成电机定子的形状;所述扫描动平衡模块包括扫描单元和动平衡单元,所述扫描动平衡模块设置在所述精车模块的侧方,所述扫描单元对转子结构上的打标标记进行扫描,以获取前几工序的工艺数据;所述动平衡单元用于对转子结构进行动平衡切削,以使得转子结构达到旋转平衡状态;所述性能测试模块设置在所述扫描动平衡模块的侧方,以测试转子结构的性能,并将测试合格的转子结构移送到所述上下料模快,将测试不合格的转子结构移送到不合格品出料口;所述机器人系统包括多个机器人,以在不同模块之间转运所述转子产成品;所述智能控制系统与所述机器人系统和各模块电连接,以控制所述机器人系统的工作和各模块之间的协调转运。
优选地,所述涂敷组件上料口包括进料口光栅防护和料车固定位,所述进料口光栅防护用于识别和控制所述料车的状态,所述料车固定位用于所述料车与生产线之间的物料周转。
优选地,所述压换向器单元包括用于将换向器传送到组装位的换向器供料设备和将换向器组装到转子涂敷组件上的压换向器设备。
作为优选方案,所述绕线模块包括第一绕线单元和第二绕线单元,所述机器人系统将转子结构轮流传送到所述第一绕线单元和第二绕线单元进行绕线作业。
优选地,所述扫描单元包括转子助转校位机构、扫描头、转子移栽机构和扫描单元控制器,所述扫描单元控制器与所述转子助转校位机构、扫描头、转子移栽机构和智能控制系统电连接。
具体地,所述动平衡单元为5工位转子全自动动平衡修正机。5个工位同时进行转子结构的动平衡修正。
优选地,所述性能测试模块包括第一性能测试工位、第二性能测试工位、不良品输送带和性能测试控制器,所述第一性能测试工位和第二性能测试工位能够同时对转子结构进行性能检测,并将检测结果传送到所述性能测试控制器;所述性能测试控制器与所述智能控制系统电连接。
在一种优选方案中,所述机器人系统包括一号机器人、二号机器人、三号机器人、四号机器人、五号机器人和六号机器人;所述上下料模块还包括第一料盘中转台和第二料盘中转台,所述一号机器人设置在所述上下料模块的一侧,以能够将所述转子涂敷组件上料口处的所述料盘转移至所述第一料盘中转台,并能够从设置在所述性能测试模块与所述第二料盘中转台之间的成品移栽台出料端获取成品转子,移送到所述第二料盘中转台上的料盘中,并在成品转子装满后将料盘移送到所述成品转子下料口处;所述二号机器人设置在所述第一料盘中转台与所述打标压换向器模块之间,以能够获取所述第一料盘中转台上的转子涂敷组件,移送到所述打标单元,并能够从所述打标单元获取转子涂敷组件,和从所述换向器上料口获取换向器,移送到所述压换向器单元;所述三号机器人设置在所述打标压换向器模块与所述绕线模块之间,以能够从所述压换向器单元获取转子结构,移送到所述绕线模块进行绕线作业,并获取所述绕线模块中的转子结构,移送到设置在所述绕线模块一侧的定位移栽台的进料端;所述四号机器人设置在所述定位移栽台、点焊模块和精车模块之间,以能够获取所述定位移栽台出料端的转子结构,移送到所述点焊模块,并获取所述点焊模块中的转子结构,移送到所述精车模块的进料口;所述五号机器人设置在所述精车模块与所述扫描动平衡模块之间,以能够获取所述精车模块出料口处的转子结构,移送到所述扫描单元,并能够从所述扫描单元中获取转子结构,移送到所述动平衡单元;所述六号机器人设置在所述扫描动平衡模块与所述性能测试模块之间,以能够从所述动平衡单元获取转子结构,移送到所述性能测试模块,并能够从所述性能测试模块获取测试合格的成品转子,移送到所述成品移栽台的进料端;从所述性能测试模块获取测试不合格的转子结构,移送到所述性能测试模块的不良品输送带。
优选地,所述智能控制系统包括主控制器、操控面板、控制接口和远程通信接口,所述主控制器与所述操控面板、控制接口和远程通信接口电连接,所述控制接口分别与所述上下料模块、打标压换向器模块、绕线模块、点焊模块、精车模块、扫描动平衡模块、性能测试模块和机器人系统电连接,所述远程通信接口能够与互联网信号连接。
进一步优选地,所述智能控制系统还包括监控和数据采集单元,所述监控和数据采集单元与所述主控制器电连接,通过所述监控和数据采集单元能够获取所述生产线的运行状态、物料运转状态和生产过程数据。
通过上述技术方案,本发明柔性化雨刮器电机转子智能流水生产线,性能测试模块的使用,能够自动在线进行转子性能的测试,剔除不合格品,使得通过本发明的柔性化雨刮器电机转子智能流水生产线能够直接得到合格的转子,省略了传统的性能检测工序,提高了生产效率。通过机器人系统进行各模块之间的物料周转,对物料型号的适用性更好,能够用于多种不同型号的雨刮器电机物料的周转,方便了所生产的产品型号的转换。智能控制系统与机器人系统和各模块电连接的设置,能够通过智能控制系统直接调节机器人系统和各模块的工作参数,简化了机器人系统和各模块工作参数的调整过程,使得本发明的柔性化雨刮器电机转子智能流水生产线能够方便地进行所生产的产品型号的转换。还能够在生产过程中实时采集各生产设备的信息、每个转子在各生产工序中的加工信息、检测和性能测试信息以及零配件的装配信息,并将各种信息数据记录到数据库中,方便后续进行产品质量追溯。本发明的柔性化雨刮器电机转子智能流水生产线,智能化程度更高,能够生产的转子型号更多,生产效率也更高。
有关本发明的其它技术特征和技术效果,将在下文的具体实施方式中进一步说明。
附图说明
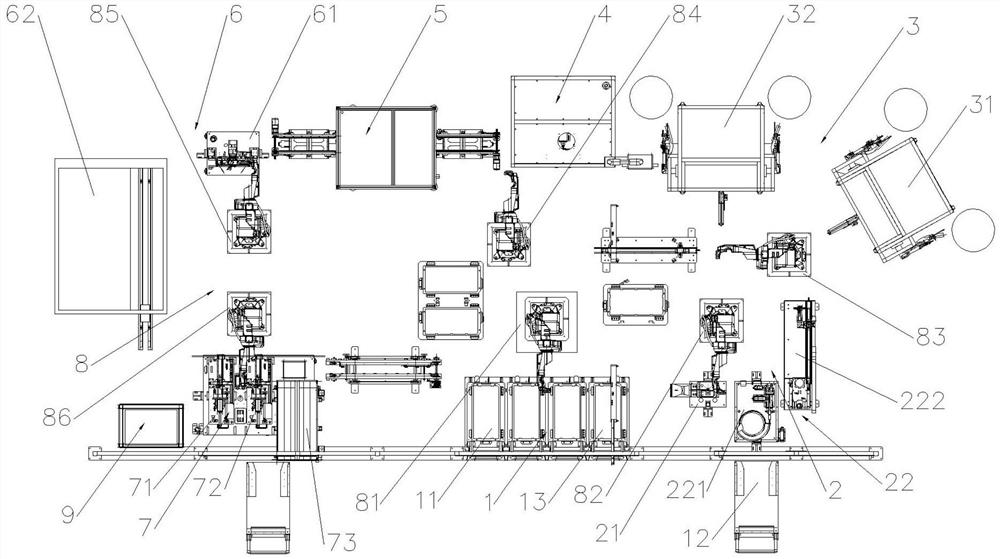
图1是本发明一个实施例结构示意图;
图2是本发明一个实施例的扫描单元结构示意图。
附图标记说明
1 上下料模块 11 涂敷组件上料口
12 换向器上料口 13 成品转子下料口
2 打标压换向器模块 21 打标单元
22 压换向器单元 221 换向器供料设备
222 压换向器设备 3 绕线模块
31 第一绕线单元 32 第二绕线单元
4 点焊模块 5 精车模块
6 扫描动平衡模块 61 扫描单元
611 转子助转校位机构 612 扫描头
613 转子移栽机构 62 动平衡单元
7 性能测试模块 71 第一性能测试工位
72 第二性能测试工位 73 不良品输送带
8 机器人系统 81 一号机器人
82 二号机器人 83 三号机器人
84 四号机器人 85 五号机器人
86 六号机器人 9 智能控制系统
具体实施方式
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置”或“连接”应做广义理解,例如,术语“连接”可以是固定连接,也可以是可拆卸连接,或者是一体连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量,因此,限定有“第一”、“第二”的特征可以明示或隐含地包括一个或更多个所述特征。
下面结合附图对本发明的具体实施方式进行详细说明,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,本发明的保护范围并不局限于下述的具体实施方式。
如图1所示,本发明的柔性化雨刮器电机转子智能流水生产线的一个实施例,包括上下料模块1、打标压换向器模块2、绕线模块3、点焊模块4、精车模块5、扫描动平衡模块6、性能测试模块7、机器人系统8和智能控制系统9。上下料模块1、打标压换向器模块2、绕线模块3、点焊模块4、精车模块5、扫描动平衡模块6和性能测试模块7在生产场地的周边依次设置,整体形成一种环状结构。
上下料模块1用于向流水生产线提供生产柔性化雨刮器电机转子的原料,并将流水生产线生产的柔性化雨刮器电机转子的成品输送出生产线。上下料模块1包括涂敷组件上料口11、换向器上料口12和成品转子下料口13。涂敷组件上料口11用于将生产转子所需的转子涂敷组件送入流水生产线,换向器上料口12用于向流水生产线装入换向器,成品转子下料口13用于输出流水生产线生产的成品转子。
打标压换向器模块2设置在上下料模块1的一侧,以方便将获取通过涂敷组件上料口11装入的转子涂敷组件。打标压换向器模块2包括打标单元21和压换向器单元22,打标单元21可以使用市场上常见的各种可用的激光打标机,用于在转子涂敷组件上打上标示产品信息的激光二维码。该二维码中可以包含产品的生产日期、型号、批号等信息,还可以包含其他客户需要的相关信息。压换向器单元22使用自制的授权公告号为CN209184432U的实用新型专利所公开的小电机转子换向器自动压装系统,用于将换向器组装在转子涂敷组件上,形成作为转子主体骨架的转子结构。在本发明中,将转子涂敷组件装上换向器以后的结构,以及经过后续加工,直至形成能够作为合格的成品输出之前的转子的在制品均称为转子结构。
绕线模块3可以选用东莞京叶生产的自动双飞叉绕线机该绕线机能够进行换型数据的分型号输入登记,共有30个转子的空间。绕线时动态显示当前各种参数,模具采用插销式装夹,快捷方便。能够进行自动拉线和转子自动找位。能够兼容12款不同型号的产品。配备以太网模块,支持TCP/IP协议,具备一键换型功能,即按照上位机的指令切换转子型号。绕线模块3设置在打标压换向器模块2远离的上下料模块1的一侧,用于在转子结构上绕上漆包线。
电焊模块4可以选用高精度转子直流变频双头点焊机,该设备能够动态显示当前各种参数,包括班产量,累计产量,生产计时等。可以进行单机生产和调试生产两种模式;能够进行产品换型数据分型号输入登记,具有焊接棒修磨提示限量功能,能够提醒操作者及时更换钨电极。能够对工件的三个以上钩子的进行能量控制,包括压力/电流/时间的控制;并且能够对每个钩子设置不少于三段的控制参数。配备压力传感和点焊压力设定功能。能够兼容12款不同型号产品的焊接加工。配备以太网模块,支持TCP/IP协议,具有产品的一键换型功能,即按照上位机的指令切换所加工转子结构的型号。点焊模块4设置在绕线模块3远离压换向器单元22的侧方,将绕在转子结构上的漆包线的两端焊接在换向器上。
精车模块5可以选用全自动转子换向器车削机,该设备能够自动上下料,能够自动完成转子结构的前后定位、粗车、精车和去毛刺动作,以及车削铁屑的吸屑。工位车刀可以进行1-3刀之间设定车削,每次车削的车削量,走刀速度,皮带转速等参数均可单独设定,前后进出料位置预留转子存储区域,保证人走不停机。可以兼容12款不同规格的产品,还配备了以太网模块,支持TCP/IP协议,具备一键换型、一键清线功能,能够按照上位机的指令切换转子型号与清线。精车模块5设置在点焊模块4与绕线模块3相对的一侧,用于对转子结构铁芯的外圆进行精车加工,使得转子结构的外圆形成为具有统一的设定大小直径的圆柱体的形状。
扫描动平衡模块6设置在精车模块5远离点焊模块4的侧方,包括扫描单元61和动平衡单元62。扫描单元61使用了发明人自行研制的扫描机,能够扫描打印在转子结构上的激光二维码,一方面可以验证打标单元21所打印的二维码的完整性,另一方面能够便于将加工、测试信息对应到具体的转子结构,并传送给智能控制系统9,并存储于智能控制系统9中,或者与智能控制系统9相连接的数据库中。当然,扫描单元61也可以使用其他能够识别二维码信息的扫描设备。
动平衡单元62可以使用杭州集智机电设备制造有限公司生产的全自动微型电机转子动平衡修正机,设置在扫描单元61远离精车模块5的侧方。动平衡修正机能够对转子结构进行自动去重修正动平衡。转子结构放入动平衡机待机工位后,动平衡修正机自动对转子结构进行测量、去重和校核,使得转子结构旋转状态下的受力平衡,保证转子结构高速旋转时的稳定性。
性能测试模块7使用发明人自行研制的双工位转子性能检测设备,该转子性能测试机使用PLC进行控制,能够对转子结构进行霍尔、电流、电压、阻抗等性能进行测试。该转子性能检测设备使用快换夹具,可快速更换测试夹具,可满足多款不同型号的转子的性能测试要求。性能测试模块7设置在扫描动平衡模块6远离精车模块5的侧方,用于测试转子结构的性能,并设置有配套设施,能够在性能测试过程中判断转子结构的性能,将测试合格的转子结构作为成品转子移送到上下料模快1,以将成品转子从流水生产线输出;将测试不合格的转子结构移送到不合格品出料口,送离生产线进行人工处理。
机器人系统8包括多个机器人,多个机器人设置在流水生产线的不同模块之间,以能够在不同模块之间转运转子结构的产成品。机器人可以采用关节型手臂机器人,该机器人能够转运多种不同规格的物料,通用性强,动态特性和控制精度较好。
智能控制系统9可以使用单片机或者PLC控制系统,智能控制系统9与机器人系统8、上下料模块1、打标压换向器模块2、绕线模块3、点焊模块4、精车模块5、扫描动平衡模块6和性能测试模块7相连接,能够控制机器人系统8的工作和各模块之间的协调转运。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,如图1所示,涂敷组件上料口11包括进料口光栅防护和料车固定位,进料口光栅防护能够识别盛放转子涂敷组件的料车是否处于料车固定位上,并保持料车处于锁定状态,料车固定位用于限定料车的位置,便于将料车中的转子涂敷组件转移到流水生产线中。通常,人工将摆放转子涂敷组件的料车推到涂敷组件上料口11。涂敷组件上料口11处设置有上下料控制按钮,通过上下料控制按钮,能够解除涂敷组件上料口11处的光栅防护,解开涂敷组件上料口11处的料车定位装置。将涂敷组件上料口11处的空料车拉出料车固定位,再将装满转子涂敷组件的料车推入料车固定位。按动上下料控制按钮,将料车固定在涂敷组件上料口11,并启动光栅防护。这样,流水生产线就能够通过涂敷组件上料口11得到生产转子所需要的转子涂敷组件。在人工上料过程中,流水生产线的正常作业过程不会停止,只是不会进行涂敷组件上料口11的上料动作。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,如图1所示,压换向器单元22包括用于将换向器传送到组装位的换向器供料设备221和用于将换向器组装到转子涂敷组件上的压换向器设备222。换向器供料设备221是一种转子换向器振动排料设备,在单独PLC单元控制下工作。其主体为振动盘,人工通过换向器上料口12将换向器倒入换向器供料设备221的振动盘中。振动盘将换向器按设定方向排列好,输送到定位排料机构,并通过定位排料机构输送到压换向器设备222处。定位排料机构和振动盘组合成一个整体,作为一个可切换的工装。切换不同定位排料机构和振动盘组合体,就可以用于传送与不同型号的转子相配套的换向器。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,如图1所示,绕线模块3包括第一绕线单元31和第二绕线单元32。第一绕线单元31和第二绕线单元32各为一台独立的高效率双飞叉自动转子绕线机,两台绕线机能够各自独立地进行绕线作业。机器人系统8将转子结构轮流传送到第一绕线单元31和第二绕线单元32进行绕线作业。由于绕线作业的工序作业时间较长,远长于流水生产线中的其他工序作业时间,会造成其他工序设备的等待和闲置。使用两台绕线机并列进行绕线作业,能够减小绕线模块3的转子结构输出时间,使得不同工序之间的作业能够相互匹配,提高了流水生产线的设备稼动率和转子的生产效率。
作为本发明的柔性化雨刮器电机转子智能流水生产线的一种具体实施方式,如图1和图2所示,扫描单元61包括转子助转校位机构611、扫描头612、转子移栽机构613和扫描单元控制器。转子助转校位机构611用于将转子结构按设定的方向排列,并旋转到设定的位置通过扫描头612,扫描头612用于对转子结构上的激光二维码进行扫描,并将扫描获得的信息传送给扫描单元控制器,转子移栽机构613用于将经过扫描后的转子结构传送到指定位置,由机器人系统8取走。扫描单元控制器为独立的PLC控制权,扫描单元控制器与转子助转校位机构611、扫描头612、转子移栽机构613和智能控制系统9电连接,以协调转子助转校位机构611、扫描头612和转子移栽机构613的工作,并能够将扫描获得的信息传送给智能控制系统9,进行进一步地处理和输出。
作为本发明的柔性化雨刮器电机转子智能流水生产线的一种具体实施方式,动平衡单元62使用5工位转子全自动动平衡修正机。5工位转子全自动动平衡修正机能够同时对5个工位上的转子结构进行动平衡切削校正,动平衡校正的效率更高。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,如图1所示,性能测试模块7包括第一性能测试工位71、第二性能测试工位72、不良品输送带73和性能测试控制器,第一性能测试工位71和第二性能测试工位72能够同时对转子结构进行性能检测,并将检测结果传送给性能测试控制器。由于具有第一性能测试工位71和第二性能测试工位72两个测试工位,性能测试模块7的工作效率更高。两个工位均采用了整体式快换夹具,能够快速地更换所测试的转子结构的型号。性能测试控制器与智能控制系统9电连接,能够将测试数据传送到智能控制系统9进行统一处理。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,如图1所示,机器人系统(8)一号机器人81、二号机器人82、三号机器人83、四号机器人84、五号机器人85和六号机器人86;所有机器人均使用发那科M-10L型六轴工业机器人。该机器人本体采用铸造结构,具有优异的坚固刚性结构,能够获得最佳的固定负载能力。其高速度运动性能在同类机器人中最为出色,由于机器人本体优化的驱动能力,高精度位置监测系统,大功率伺服系统,保证了机器人具有高度的动态特性和良好的精度。
一号机器人81设置在上下料模块1的一侧,上下料模块1还包括设置在一号机器人两侧的第一料盘中转台和第二料盘中转台。一号机器人能够从涂敷组件上料口11处抓取装有转子涂敷组件的料盘,放置到第一料盘中转台上,在料盘中的转子涂敷组件取空后,将料盘放置到第二料盘中转台上,用于放置成品转子。一号机械人81还能够从设置在性能测试模块7与第二料盘中转台之间的成品移栽台出料端抓取成品转子,放置到第二料盘中转台上的成品料盘中。并在料盘中的成品转子装满后,将料盘移送到成品转子下料口13处的成品料车中。
二号机器人82设置在第一料盘中转台与打标压换向器模块2之间。二号机械人82能够从第一料盘中转台上的料盘中抓取转子涂敷组件,来到打标单元21处,取出打标工装中已经打好标的转子涂敷组件,放入未打标的转子涂敷组件进行激光打标,以在转子涂敷组件上打上标示生产信息的二维码。再从定位排料机构处抓取通过换向器上料口12送来的换向器,现将转子涂敷组件放到压换向器工装内,再将换向器放置到压换向器工装中,压换向器单元22将换向器压装在转子涂敷组件上,形成转子结构。
三号机器人83设置在打标压换向器模块2与绕线模块3之间,在绕线模块3邻近点焊模块4的位置设置有定位移栽台。三号机器人83能够从压换向器单元22的压换向器工装中抓取压换向器作业形成的转子结构,移动到绕线模块3,先将绕线模块3中绕完线的转子结构取出,放入未绕线的转子结构,绕线模块开始绕线作业。三号机器人83再将绕完线的转子结构放置到定位移栽台的进料端。在绕线模块3包括第一绕线单元31和第二绕线单元32时,三号机器人83轮流将未绕线的转子结构移动到第一绕线单元31和第二绕线单元32,取出其中绕完线的转子结构,放入未绕线的转子结构,第一绕线单元31和第二绕线单元32同时进行绕线作业。
四号机器人84设置在定位移栽台、点焊模块4和精车模块5之间。四号机器人84能够从定位移栽台的出料端抓取转子结构,移动到点焊模块4的取放料口,抓取取放料口中完成焊接作业的转子结构,放入未焊接的转子结构,由点焊模块4进行焊接作业。四号机器人84再移动到精车模块5的进料口处,放入完成焊接作业的转子结构,由精车模块5进行精车作业。
五号机器人85设置在精车模块5与扫描动平衡模块6之间。五号机器人85能够从精车模块5的出料口处抓取完成精车作业的转子结构,放置到扫描单元61的进料端,并从扫描单元61的出料端抓取扫描完成的转子结构,移送到动平衡单元62处,放置到动平衡单元62的输送链上,由输送链将转子结构输送进动平衡单元62内部进行动平衡测试与切削。
六号机器人86设置在扫描动平衡模块6与性能测试模块7之间。六号机器人86能够从动平衡单元62出料口处抓取完成动平衡切削后的转子结构,放置到性能测试模块7的性能测试工位中进行性能测试。并在性能测试完成后,抓取性能测试工位中的转子结构,如该转子结构为测试合格的成品转子,则将成品转子移送到成品移栽台的进料端;如该转子结构为测试不合格的转子结构,则将不合格转子移送到性能测试模块7的不良品输送带73上,输送到流失生产线外,由人工取走处理。
在本发明的柔性化雨刮器电机转子智能流水生产线的一些实施例中,智能控制系统9包括主控制器、操控面板、控制接口和远程通信接口。主控制器与操控面板、控制接口和远程通信接口电连接,能够通过操控面板显示作业信息,并能够通过操控面板输入各种控制参数。控制接口分别与上下料模块1、打标压换向器模块2、绕线模块3、点焊模块4、精车模块5、扫描动平衡模块6、性能测试模块7和机器人系统8电连接,主控制器能够通过控制接口控制和协调各模块、系统的工作,并接受各模块、系统的作业信息。远程通信接口能够与互联网信号连接,能够将本发明的柔性化雨刮器电机转子智能流水生产线的生产状态上传到网络服务器,方便形成远程生产信息和设备状态大数据。
作为本发明的柔性化雨刮器电机转子智能流水生产线的一种具体实施方式,智能控制系统9还包括监控和数据采集单元,监控和数据采集单元与主控制器电连接,监控和数据采集单元能够面向生产现场,使用数据管理系统进行数据采集,获取流水生产线的运行状态、物料运转状态和生产过程数据,并对数据进行累计分析,并将最终结果发送给MES系统。由MES系统通过设计的生产监控/设备监控/物料监控等不同的页面,为操作者、工程师、管理者提供直观的生产过程可视化信息。还可以通过安装在现场的大型显示器,直观地了解设备的状态,和及时地准备物料。监控和数据采集单元还能够为MES系统提供数据支持。
发明人将本发明的柔性化雨刮器电机转子智能流水生产线应用于方正电机公司湖北雨刮转子项目中,通过全自动方式承担生产雨刮转子的所有十二款转子,有效提高了生产效率,取得了较好的经济效益。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,对本发明的技术方案进行的简单变型同样应当视为本发明所公开的内容,均属于本发明的保护范围。
- 柔性化雨刮器电机转子智能流水生产线
- 一种可以多档调节的雨刮器电机转子