一种加固型复合材料加工系统
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及复合材料加工,更具体的说是一种加固型复合材料加工系统。
背景技术
例如公开号为105150559A一种中空复合材料制品的RTM成型工艺和成型模具,属于RTM制品成型技术领域,为解决现有的RTM成型工艺中难以制作结构复杂且纤维含量高的管型制品的问题而设计。该发明还提供了一种上述中空复合材料制品的RTM成型工艺中使用的成型模具。但该发明不便于在中空管材内部装配加固结构。
发明内容
本发明提供一种加固型复合材料加工系统,目的是可以在管材内部装配加固结构。
上述目的通过以下技术方案来实现:
一种加固型复合材料加工系统,包括:空心的内托部,所述内托部的边端插装有连接件,连接件远离内托部的一端固接有轴Ⅰ,轴Ⅰ通过减速电机Ⅰ驱动实现转动;
还包括一种加固型复合材料,所述加固型复合材料含有管体和通过卡合的方式装配在管体内部用于增加抗风压的加固件;
所述加固件能够套装配合在内托部的外表面。
所述加固件能够与管体内壁始终相抵以使管体的内部具有三角形稳定性,其中所述内托部为六面体,内托部上任意间隔的三个面的中点连线为正三角形。
所述加固件包括三个首尾相连的桥件,桥件含有两个基梁和连接所述两个基梁的加固板条,桥件与桥件之间通过各自含有的基梁相抵,加固板条沿管体的轴线方向分布。
所述加固件还包括连接两个相抵的基梁的整合部,管体的内端一体连接设有凹槽的配合部,整合部上设有凸起以同所述凹槽配合的凸起。
还包括用于电机Ⅰ安装的基座Ⅰ,轴Ⅰ转动连接在基座Ⅰ上,机架上转动连接有两个丝杠,两个丝杠通过带轮皮带组件传动连接,电机的输出轴与其中一个丝杠固接。
本发明一种加固型复合材料加工系统的有益效果为:
可以在管材内部装配抗风压的加固件。
附图说明
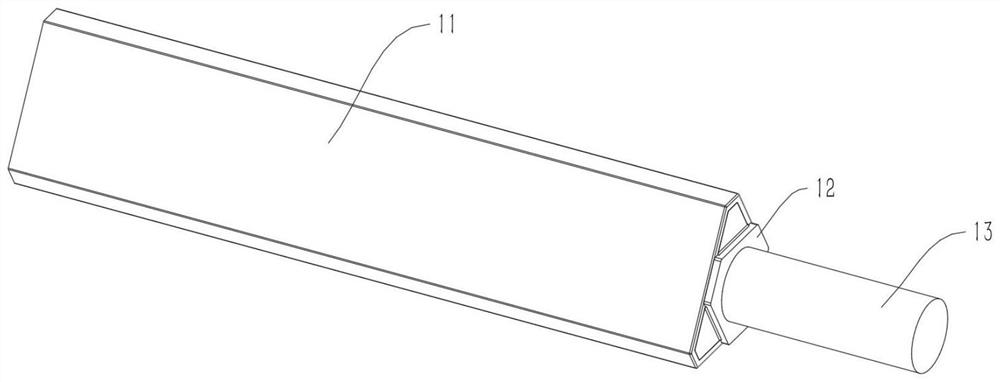
图1以立体图示意性显示了内托部的外部结构以及内托部与连接件的插装;
图2以立体图示意性显示了内托部的内部结构;
图3以立体图示意性显示了连接件的结构;
图4以立体图示意性显示了内托部旋转驱动方式;
图5以立体图示意性显示了内托部水平运动方式;
图6以立体图示意性显示了加固件结构;
图7以立体图示意性显示了加固件局部结构;
图8以立体图示意性显示了加固件内部结构;
图9以立体图示意性显示了桥件结构;
图10以立体图示意性显示了托架结构;
图11以立体图示意性显示了运轮调节方式;
图12以立体图示意性显示了运轮的位置。
具体实施方式
该部分可以根据图1、2、3、4和6所示,以详细说明一个示例性的工作过程:
例如较长的管材不易设在风压高的地区作为塔桅材料,其易受到风压的影响产生扭曲。通过在管材的内部加设加固件以增加其抗风压能力。加固件通过阻止管体31进一步扭曲以增加管体31的抗风压能力。
进一步的,当管体31较长时,需要考虑加固件如何与管体31更方便装配。为节约材料,加固件不应为实心体,加固件的结构应是可以套装在内托部11上的,内托部11为较长的结构,通过调节内托部11的位置将加固件送入管体31内完成装配以解决。
更进一步的,加固件与管体31的配合方式优选为卡合,进而便于在较长的管材内通过对准送入加固件至管体31内即可完成装配。装配前,加固件套装在内托部11上后,加固件和内托部11的转动中心应与管体31的轴线重合。那么,通过启动减速电机Ⅰ15带动轴Ⅰ13转动,轴Ⅰ13带动内托部11转动,内托部11可以带动加固件旋转以使加固件与管材的卡合部分对准。其中,卡合方式可以通过在加固件上设置键类结构,在管体31内设置键槽结构,以便于二者配合,也可以将键类结构设置在管体31上。
该部分可以根据图6和8所示,以详细说明一个示例性的工作过程:
能够套装在内托部11上的加固件可以是空心三角体,但三角体的边端在加工运输时易于损坏且受力面小,优选的,将加固件制造成内外表面均与内托部11外表面相同形状的空心六面体,减少在加工运输时的损坏情况,增加受力面。
该部分可以根据图6、8和9所示,以详细说明一个示例性的工作过程:
为节约材料,除了将加工件制成空心外,还可以在其端面上仅保留筋状结构,优选的采取加固板条34的结构以增加抗扭曲性能。为了便于加工的,可以使加固件通过三个首尾相连的桥件组成,每个桥件可以一体成型,且桥件之间便于堆叠运输,所占空间小,以便于流水线加工。三个相同的桥件无需配对,数量足够即可进行首尾相连的拼接。加工时,直接将两个桥件扣装在内托部11上方的两侧,使该两个桥件的上部相连,通过焊接固接在一起,随后旋转内托部11旋转,该旋转角度需保持连接在一起的桥件继续便于挂在内托部11上,将内托部11底部水平面旋转出来,将最后一个桥件扣在内托部11旋转出来的底部水平面,通过焊接将三个桥件首尾相连。
该部分可以根据图6、7和8所示,以详细说明一个示例性的工作过程:
简单的通过键与键槽配合的方式实现所示卡合,总会造成加固件或管体31上多出键槽类结构,影响结构强度。为避免该种情况,可通过管体31内一体成型加工出的配合部32与整合部35相配合。
进一步的,为便于加工的,在三个桥件通过焊接实现首尾相连时,采用点焊将其连接在一起即可,在整合部35扣在两个相连的基梁33上后,将整合部35与两个相连的基梁33接触的部分连续焊接即可,因加固件套在内托部11上的方式为水平套装,且内托部11可带动加固件旋转,进而便于一个工位实现连续焊接,为加工提供便捷性。
该部分可以根据图4和5所示,以详细说明一个示例性的工作过程:
通过启动电机Ⅰ15使两个丝杠22旋转以带动基座Ⅰ14水平运动从而实现内托部11的水平运动。那么,套装在内托部11上的加固件得以水平运动,以便于插入管体31内,因内托部11可带动加固件转动,可便于配合部32和整合部35的对齐,那么,可以通过流水线运输管体31靠近内托部11,且无需考虑管体31的运输中是否发生绕自身轴线转动的情况,即无需考虑配合部32的位置是否发生改变。
该部分可以参看图10以进行详细说明:
还包括托架41,托架41上设有圆弧槽,圆弧槽能够用于管体31的放置定位,圆弧槽的圆心与所述正三角形的中心重合,托架41设置在内托部11的正下方;还包括加长托43,加长托43固接在托架41的左端。
该部分可以根据图10和12所示,以详细说明一个示例性的工作过程:
可以将管体31运输至托架41上,其中所述运输前,可以将内托部11向左调节至托架41上完成加固件的装配。其中所述运输时,将内托部11向右调节退出托架41,那么,管体31可以无阻的放置在托架41上,随后使内托部11重新向左调节将加固件送入管体31内即可。其中所述送入后,可以通过点焊将加固件与管体31简单固接,随后向右调节内托部11以退出加固件。
该部分可以根据图10所示,以详细说明一个示例性的工作过程:
可以通过带式运输机将管体31直接运输至加长托43上,托架41的长度可以为管体31,进而加长托43为等待区,将管体31的一端搭在加长托43上,另一端仍在带式运输机上等待装配加工。
该部分可以参看图11和12以进行详细说明:
还包括基座Ⅱ51,减速电机Ⅱ52固接在基座Ⅱ51上,轴Ⅱ53转动连接在基座Ⅱ51上,减速电机Ⅱ52通过带轮皮带组件能够驱动轴Ⅱ53转动,轴Ⅱ53上固接有两个运轮54,液压缸55的活动端固接在基座Ⅱ51的下端;内托部11上设有通过口42,所述通过口42能够使运轮54移动至内托部11上下两侧。所述减速电机Ⅱ52与轴Ⅱ53通过带轮皮带组件传动连接。所述内托部11的内部设有电磁铁,电磁铁,优选与连接件12的左端固接。
该部分可以根据图11和12所示,以详细说明一个示例性的工作过程:
启动减速电机Ⅱ52带动轴Ⅱ53转动,轴Ⅱ53带动运轮54转动,运轮54优选采用橡胶材质,进而利用液压缸55带动基座Ⅱ51升高后使运轮54穿过通过口42与托架41上的管体31接触,随后运轮54通过摩擦传动辅助管体31在托架41上直线运动以便于装卸。进一步的,通过开关电磁铁可以增加或减少内托部11固定加固件的能力,以便于加固件的自身装配或加固件与管体31的装配。
- 一种加固型复合材料加工系统
- 一种基于环保型工程复合材料的空心板梁抗剪加固结构