一种水冷焊枪
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及焊接技术领域,特别是涉及一种水冷焊枪。
背景技术
电弧焊通过电极承载电弧,对焊接工件提供热源,从而熔化焊丝和母材达到永久性连接的目的。传统钨极氩弧焊(TIG焊)由于其电极具备不熔化的特性,电弧品质高,能够实现高质量焊接,被广泛应用于各个工业领域。但是由于钨极承载电流能力有限,TIG焊电弧电流密度低、电弧压力小,从而导致其焊接效率低,限制了进一步的生产应用。
为了提高钨极承载电流的能力,改善传统TIG焊接效率低的缺点,国内外学者提出了大电流TIG焊接方法。通过增大焊枪的冷却能力以及电极的直径,从而使TIG焊接电流能够达到600A以上,当焊接电流足够大时,焊接过程中可以实现穿孔焊接(K-TIG)。在穿孔焊接条件下,TIG焊接方法能够一次穿透5-10mm对接板材,从而显著提高了焊接效率。但是仅仅通过提高焊接电流会带来焊接热输入过大的缺点,显著降低焊缝的冲击等力学性能,并且随着焊接电流的增大,电弧在阴极上攀升现象明显,从而使电弧发散和电流密度降低。电弧发散不利于小孔焊接成形,使焊接过程变得不稳定。
在大电流TIG焊接的基础上,国内外学者又进一步提出了对钨极进行强制冷却,从而改善电弧特性。如德国企业和学者提出了CF-TIG焊接方法,国内天津大学提出钨极内部水冷TIG、铜包钨极水冷TIG以及干冰冷却钨极TIG等焊接方法,国内相关企业也将改进型的K-TIG应用到实际焊接生产中。但是这些焊接方法均在钨极圆柱体区域对钨极进行冷却,当焊接电流增大时,不可避免的会出现钨极端部温度升高,电弧在钨极圆锥面上出现攀升现象,无法满足小孔焊接对高稳定性的要求。为提高K-TIG电弧稳定性,国内天津大学和华南理工大学等高校又提出了不同的磁控方式下的小孔焊接方法,但是这些方法均需要增加磁控装置,并且改善阴极电弧攀升的现象有限。因此,如何进一步降低阴极电弧攀升是提高TIG焊接电弧能量密度、电弧稳定性以及电弧穿透能力的关键。
发明内容
本发明的目的是提供一种水冷焊枪,以解决上述现有技术存在的问题,防止阴极电弧攀升。
为实现上述目的,本发明提供了如下方案:
本发明提供一种水冷焊枪,包括:枪身、电极棒和端部水冷体,所述枪身套设于所述电极棒外,所述电极棒的一个端部为电弧承载部,所述电弧承载部从所述枪身的一端伸出,所述电弧承载部呈锥形,所述电弧承载部用于产生和承载电弧;所述端部水冷体呈套筒状,所述端部水冷体套设于所述电弧承载部上,所述电弧承载部的尖端从所述端部水冷体中伸出;所述端部水冷体外设置有绝缘层。
优选的,所述枪身包括中部水冷体和绝缘气筛;所述中部水冷体套设于所述电极棒上,所述绝缘气筛套设于所述中部水冷体外,所述绝缘气筛和所述中部水冷体之间形成环形气体通道,所述环形气体通道的开口环绕于所述电弧承载部的周围。
优选的,所述枪身还包括焊枪冷却结构,所述焊枪冷却结构套设于所述绝缘气筛外,所述焊枪冷却结构中的水冷通道和所述中部水冷体中的水冷通道形成水循环通路,所述中部水冷体中的水冷通道用于与冷却水箱连通。
优选的,所述枪身还包括气嘴,所述气嘴呈套筒状,所述气嘴沿所述电极棒的轴向套设于所述焊枪冷却结构外,且与所述焊枪冷却结构固定连接。
优选的,还包括一压紧帽,所述电极棒远离所述电弧承载部的一端伸出于所述中部水冷体,所述压紧帽扣设于所述电极棒远离所述电弧承载部的一端,所述压紧帽设置有外螺纹,所述中部水冷体的上端开口设置有内螺纹,所述压紧帽螺纹连接于所述中部水冷体上。
优选的,所述端部水冷体外表面喷涂耐高温陶瓷绝缘材料层,形成所述绝缘层。
优选的,所述端部水冷体固定连接于所述中部水冷体的下端。优选的,所述端部水冷体、所述中部水冷体和所述焊枪冷却结构中的水冷通道均连通且能够形成一水循环通道。
优选的,所述端部水冷体包括柱形套筒部和锥形套筒部,所述柱形套筒部的一端固定连接于所述锥形套筒部的大端,所述柱形套筒部的另一端固定连接于所述焊枪冷却结构中,所述锥形套筒部设有一与所述电弧承载部表面相配合的锥形内腔。
本发明相对于现有技术取得了以下技术效果:
本发明提供了一种水冷焊枪,其中,通过端部水冷体对电极棒电弧承载部的冷却作用以及端部水冷体表面的绝缘层来抑制电弧攀升,以达到压缩电弧的作用,提高电弧密度和挺度,实现小电流大焊接熔深,提高焊接效率降低焊接成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
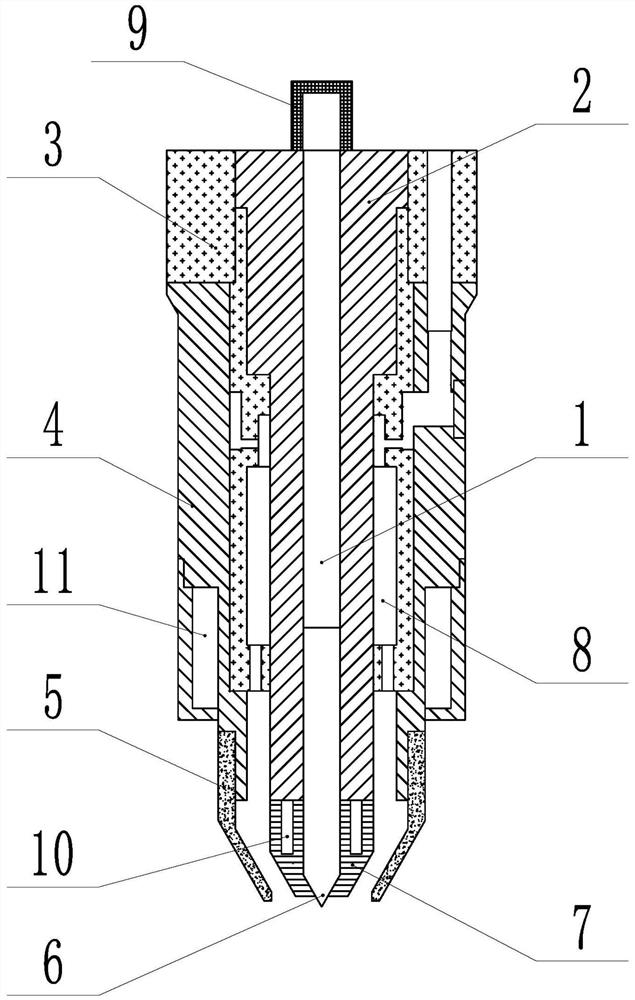
图1为本发明提供的水冷焊枪的结构示意图;
图2为本发明提供的水冷焊枪中的端部水冷体的结构示意图;
图中:1-电极棒、2-中部水冷体、3-绝缘气筛、4-焊枪冷却结构、5-气嘴、6-电弧承载部、7-端部水冷体、8-环形气体通道、9-压紧帽、10-第一水冷通道、11-第二水冷通道、12-绝缘层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种水冷焊枪,以解决现有技术存在的问题,以防止阴极电弧攀升。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
本发明提供一种水冷焊枪,如图1~2所示,包括:枪身、电极棒1和端部水冷体7,枪身套设于电极棒1外,且电极棒1的一个端部从枪身的一端伸出,为电弧承载部6,电极棒1与外界电源连接,电极棒1由铈钨极或者镧钨极等钨合金制成,电弧承载部6呈锥形,电弧承载部6用于产生和承载电弧;端部水冷体7呈套筒状,具备一锥形内腔,端部水冷体7套设于电弧承载部6上,电弧承载部6的尖端从端部水冷体7中伸出,伸出0~5mm,端部水冷体7外设置有绝缘层12,本装置通过端部水冷体7对电极棒1电弧承载部6的冷却作用以及端部水冷体7表面的绝缘层12来抑制电弧攀升,以达到压缩电弧的作用,提高电弧密度和挺度,实现小电流大焊接熔深,提高焊接效率降低焊接成本。
进一步的,枪身包括中部水冷体2和绝缘气筛3;绝缘气筛3采用工程塑料PEEK制成,中部水冷体2和端部水冷体7为铜合金制成,中部水冷体2套设于电极棒1上,绝缘气筛3套设于中部水冷体2外,绝缘气筛3和中部水冷体2之间形成环形气体通道8,环形气体通道8的开口环绕于电弧承载部6的周围,环形气体通道8与外界惰性保护气管进行连通,在焊接过程中保护气体始终以层流状态对焊接电弧和熔池进行保护,绝缘气筛3还起到绝缘作用,防止通电后的电极棒1电伤使用者。
进一步的,枪身还包括焊枪冷却结构4,焊枪冷却结构4套设于绝缘气筛3外,焊枪冷却结构4中的水冷通道和中部水冷体2中的水冷通道形成水循环通路,中部水冷体2中的水冷通道用于与冷却水箱连通,进一步的增强了冷却效果以及提高了使用者的使用体验,防止枪身过热烫伤使用者,冷却水箱能够对冷却水进行降温处理。
进一步的,枪身还包括气嘴5,气嘴5呈套筒状,气嘴5沿电极棒1的轴向套设于焊枪冷却结构4外,且与焊枪冷却结构4固定连接,气嘴5的一端螺纹连接于焊枪冷却结构4的一端,通过气嘴5与焊枪冷却结构4螺纹配合的长度可以调节端部水冷体7伸出喷嘴的长度,长度取值范围为0-10mm,气嘴5、电极棒1、中部水冷体2和端部水冷体7均同轴设置。
进一步的,还包括一压紧帽9,电极棒1远离电弧承载部6的一端伸出于中部水冷体2,压紧帽9扣设于电极棒1远离电弧承载部6的一端,压紧帽9设置有外螺纹,中部水冷体2的上端开口设置有内螺纹,压紧帽9螺纹连接于中部水冷体2上,沿轴向旋紧压紧帽9可将电弧承载部6的锥面与端部水冷体7内锥面紧密贴合,拧松压紧帽9可更换钨极,端部水冷体7为易损件,可方便拆卸,因此焊接操作过程简便快捷。
进一步的,端部水冷体7外表面喷涂耐高温陶瓷绝缘材料层,形成绝缘层12。
进一步的,端部水冷体7固定连接于中部水冷体2的下端,采用钎焊或螺纹连接固定。
进一步的,端部水冷体7、中部水冷体2和焊枪冷却结构4中的水冷通道均连通且能够形成一水循环通道,具体地循环方式可根据实际焊枪的结构与大小来进行适应性设定。
进一步的,端部水冷体7包括柱形套筒部和锥形套筒部,柱形套筒部的一端固定连接于锥形套筒部的大端,柱形套筒部的另一端固定连接于焊枪冷却结构4中,锥形套筒部设有一与电弧承载部6表面相配合的锥形内腔。
进一步的,端部水冷体7中的锥形腔体的锥角范围为30-90度,电弧承载部6的锥角与端部水冷体7的锥角大小保持一致。
进一步的,中部水冷体2可导电,中部水冷体2可导电分别与电极棒1以及焊接电源的负极连接,从而使得电极棒1带电作为阴极产生电弧。
如图所示,端部水冷体7内的水冷通道为第一水冷通道10,焊枪冷却结构4中的水冷通道为第二水冷通道11。
本发明在300A焊接电流以下时,通过对电弧攀升的抑制作用提高电弧的挺度,可实现高速大熔深焊接;在300A焊接电流以上时,焊接热输入增大,对电弧攀升的抑制效果进一步增加,可实现3-12mm板材对接条件下的穿孔焊接,相比传统K-TIG焊,焊接速度增加,焊接热输入降低,提高了焊接质量。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 水冷焊枪枪管总成及水冷焊枪
- 一种焊枪水冷结构及焊枪