一种汽车内芯体卡锁装置及使用方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于汽车排气系统部件的生产技术领域,尤其涉及一种汽车内芯体卡锁装置及使用方法。
背景技术
现在生态环保,绿色低碳,已逐渐成为了人们的生活习惯。生产企业需要提供各种绿色的产品,同时也要进行绿色生产。让人们生活在青山常在、绿水长流、空气常新的优美环境中。传统落后的生产方式随着科技的进步和人们追求的理念变革逐渐被淘汰,绿色环保的生产方式日益受到企业重视,在汽车排气生产企业也不列外。消声器的内芯体的生产也由原来的耗能污染的焊接工艺逐渐的变为绿色环保的卡锁生产工艺。卡锁生产内芯体快捷、高效,消除了焊接过程中产生的烟尘对人体呼吸道的损害,杜绝了弧光对人们眼睛的损伤;节省了焊接过程中所需要的焊丝和焊接保护气,降低了企业的成本投入;卡锁设备的体积比机器人工作站的投资要少三分之二,占地面积约为机器人工作站的三分之一。节约了设备投资和占地面积,增加了企业的效益。卡锁生产内芯体比焊接生产内芯体至少要快一倍,提升了企业的生产效率,降低了制造成本。
发明内容
为克服现有技术的缺陷,本发明提供一种汽车内芯体卡锁装置,方案如下:
由机架本体机构、气动机构、伺服驱动机构、液压驱动机构、电控系统及模具组成,具体包括:
床脚,床身,导轨,伺服电动机,减速器,芯体安装工装,丝杆,卡锁模具,卡锁模具固定板,卡锁模具活动板,油缸固定座,油缸,控制面板,拉杆,卡锁模具內轴。床脚安装在床身四个立柱上,四个床脚可以进行高度调节,确保卡锁机安装水平。床身上安装有导轨,在导轨上安装有内芯体安装工装,内芯体安装工装与丝杆相连,内芯体被安装在内芯体安装工装上。在伺服电动机、减速器和丝杆的驱动下,内芯体安装工装在导轨上左右来回滑动,从而靠近或远离卡锁模具。卡锁模具被固定在卡锁模具固定板上,卡锁模具固定板被固定在卡锁机的左端。卡锁模具内轴与卡锁模具活动板一侧相连,卡锁模具活动板另一侧与卡锁机的油缸拉杆相连,拉杆与油缸的轴相连接。油缸通过油缸固定座固定在卡锁机的床身上。在内芯体安装工装移动过程中,卡锁模具能够伸入内组件安装工装上的内组件中。在油缸的作用下驱动相关的机构,带动卡锁模具完成内芯体的卡锁。
床身上设有控制面板,控制面板实行对卡锁机的程序调配,和相关的动作控制。
卡锁机是由机架本体机构、气动机构、伺服驱动机构、液压驱动机构、电控系统及模具组成。加工不同产品时更换模具即可。机架本体机构是该装置的最基本机构,支撑伺服驱动机构、模具机构、电控箱等;气动机构是自动夹紧固定金属隔盘和金属管件,以及卡锁结束后释放出已卡锁好的内芯体;伺服驱动机构是该装置的内芯体安装工装动力驱动机构,将装配好金属管和隔盘的内芯体安装工装移动到卡锁的位置,然后液压系统的油缸带动卡锁机构的卡锁活动板向左移动,卡锁模具径向扩张将金属隔盘和金属管加工成一个整体部件。电控系统是该装备的中枢神经系统,对这个装备动作进行统一协调,按规定要求进行动作;模具机构根据产品的不同而采用不同的模具。该装置的特征在于:先将所有的金属隔盘和金属管装配到待卡锁的工装夹具上进行夹紧固定,然后按下启动按钮,定位伺服电动机通过滚珠丝杠带动安装在导轨上的装配有零件的工装夹具运动到待卡锁的位置后停止。油缸通过拉杠带动涨紧机构径向扩张,扩张到设定位置后,卡锁机构收缩复原,并通过计数器记录所加工产品的数量;定位伺服电动机回到原位,松开压紧机构,取出工件,进入下一次循环工作过程。模具的活动座、固定座分别与主机的活动座、固定座通过卡槽方式相连接。模具的活动座和固定座之上分别安装有分瓣的凸缘卡锁模具和支承芯轴,芯轴形式是圆锥的外表面,分瓣的凸缘卡锁模具形式为圆锥的内表面。
采用上述的方案后,对安装在工装上的所有金属隔盘和金属管自动一次性地完成它们间的涨紧固定,取代了人工焊接工作。此生产制造方式高效快捷,消除了焊接缺陷,不存在焊渣带来的异响问题,降低了生产成本。
卡锁机采用PLC进行控制。采用PLC控制器进行控制极大地提升了装置的自动化水平,提高了零件定位的准确性和产品的可靠性。
有益效果
本发明技术方案中具有如下优点:对金属管件与金属隔盘的配合处进行自动胀径扩张,一次性地完成它们之间的胀径扩张成型,取代了人工焊接工作。此生产制造方式高效快捷,消除了焊接缺陷,不存在焊渣带来的异响问题,降低了生产成本。
附图说明
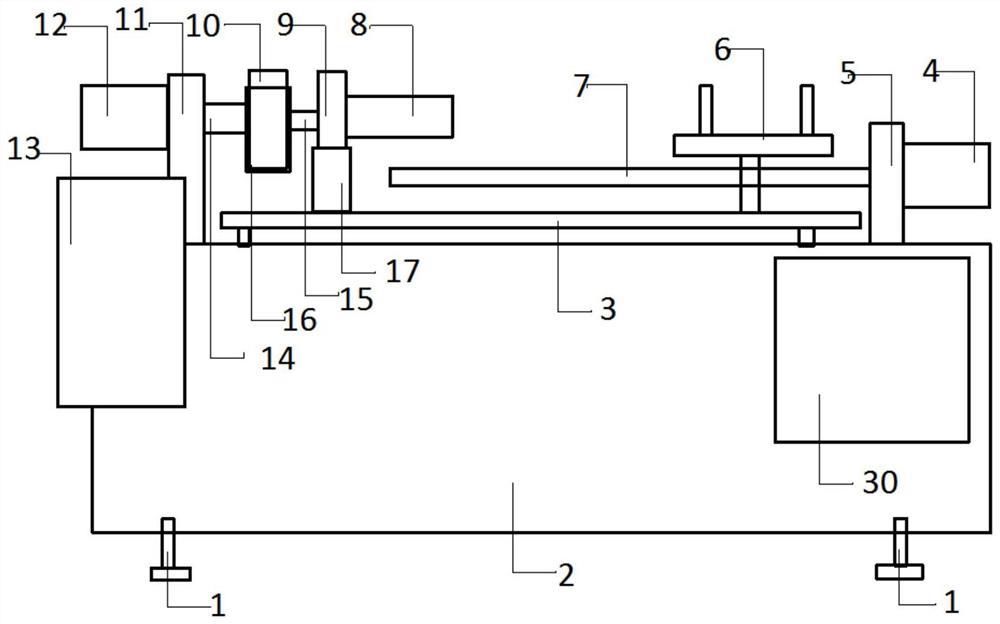
图1为本发明实施例汽车内芯体卡锁装置的结构示意图;
上述图中的标记均为:1、床脚,2、床身,3、导轨,4、伺服电动机,5、减速器,6、内芯体安装工装,7、丝杆,8、卡锁模具,9、卡锁模具固定板,10、卡锁模具活动板,11、油缸固定座,12、油缸,13、控制面板,14、拉杆,15、卡锁模具內轴,16、卡锁模具活动卡槽,17、卡锁模具固定卡槽,30、电控箱。
图2为本发明实施例中提供的卡锁模具图。
上述图中的标记均为:9、卡锁模具固定板,10、卡锁模具活动板,18、左支撑杆,19、左金属管,20、前金属隔板,21、左多锥形芯轴,22、左支承芯轴,23、分瓣的凸缘卡锁模具,24、右支承芯轴,25、右多锥形芯轴,26、右金属管,27、后金属隔板,28、右支撑杆,29、物料检测传感器。
图3为本发明实施例中提供的卡锁装置顺序功能图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
参见图1,一种汽车内芯体卡锁装置,它是由床脚1安装在床身2的四个立柱上,四个床脚1可以进行高度调节,确保卡锁机安装水平。床身2上安装有导轨3,在导轨3上安装有内芯体安装工装6,内芯体安装工装6与丝杆7相连,内芯体被安装在内芯体安装工装6上。在伺服电动机4、减速器5和丝杆7的驱动下,内芯体安装工装6在导轨3上左右来回滑动,从而靠近或远离卡锁模具8。卡锁模具8被固定在卡锁模具固定板9上,卡锁模具固定板9被固定在卡锁机的左端。卡锁模具內轴15与卡锁模具活动板10一侧相连,卡锁模具活动板10另一侧与卡锁机的油缸拉杆14相连,拉杆14与油缸12的轴相连接。油缸12通过油缸固定座11固定在卡锁机的床身2上。在内芯体安装工装6移动过程中,卡锁模具8能够伸入内组件安装工装6上的内组件中。在油缸12的作用下驱动相关的机构,带动卡锁模具8完成内芯体的卡锁。
床身2上设有控制面板13,控制面板13实行对卡锁机的程序调配,和相关的动作控制。
卡锁装置是由机架本体机构、气动机构、伺服驱动机构、液压驱动机构、电控系统及模具组成。加工不同产品时更换模具即可。机架本体机构是该装置的最基本机构,支撑伺服驱动机构、模具机构、电控箱等;气动机构是自动夹紧固定金属隔盘和金属管件,以及卡锁结束后释放出已卡锁好的内芯体;伺服驱动机构是该装置的内芯体安装工装6动力驱动机构,将装配好左、右金属管和前、后金属隔盘的内芯体安装工装6移动到卡锁的位置,然后液压系统的油缸12带动卡锁机构的卡锁活动座向左移动,卡锁模具径向扩张将左、右金属管和前、后金属隔盘加工成一个整体部件。电控系统是该装备的中枢神经系统,对这个装备动作进行统一协调,按规定要求进行动作;模具机构根据产品的不同而采用不同的模具。操作时先将所有的左、右金属管和前、后金属隔盘装配到待卡锁的工装夹具上进行夹紧固定,然后按下启动按钮,定位伺服电动机通过滚珠丝杠7带动安装在导轨3上的装配有零件的工装夹具运动到待卡锁的位置后停止。油缸通过拉杠带动涨紧机构径向扩张,扩张到设定位置后,卡锁机构收缩复原,并通过计数器记录所加工产品的数量;定位伺服电动机回到原位,松开压紧机构,取出工件,进入下一次循环工作过程。模具的活动座、固定座分别与主机的活动座、固定座通过卡槽方式相连接。卡锁模具的活动座(10)与左多锥形芯轴(21)和右多锥形芯轴(25)相连,左多锥形芯轴(21)右多锥形芯轴(25)上安装有分瓣的凸缘卡锁模具(23);左多锥形芯轴(21)和右多锥形芯轴(25)结构形式是多锥型的外表面,分瓣的凸缘卡锁模具(23)结构形式为锥型的内表面;固定座(9)上安装有左支承芯轴(22)和右支承芯轴(24),它们套在左多锥形芯轴(21)和右多锥形芯轴(25)的外面。
采用上述的方案后,对安装在工装上的所有左、右金属管和前、后金属隔盘自动一次性地完成它们间的涨紧固定,取代了人工焊接工作。此生产制造方式高效快捷,消除了焊接缺陷,不存在焊渣带来的异响问题,降低了生产成本。
卡锁机采用PLC进行控制,具体的控制过程见图3卡锁装置的顺序功能图。采用PLC控制器进行控制极大地提升了装置的自动化水平,提高了零件定位的准确性和产品的可靠性。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种汽车内芯体卡锁装置及使用方法
- 一种卡锁组件、盖体以及汽车