一种冷轧带尾乳液快速泄压系统及控制方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及冷轧乳液控制技术领域,具体而言,特别涉及一种冷轧带尾乳液快速泄压系统及控制方法。
背景技术
冷轧卷芯乳液残留为成品卷重要缺陷:
①卷心乳液残留损失大,引起带尾夹带等质量缺陷造成降级品,进而引发次级损失:为控制成品卷整体良品,需裁剪乳液残留卷芯,造成卷芯增大,卷芯价格远低于成品卷价格,故造成重大经济损失。
②先控制乳液残留工艺方法为:带尾前提前40圈关闭乳液,继续加大此控制量,缺陷多:乳液截流效果不佳,带尾版型难控制,乳液泄压渠道少,管道震动严重,管道附件寿命缩短。
发明内容
为了弥补现有技术的不足,本发明提供了一种冷轧带尾乳液快速泄压系统及控制方法。
本发明是通过如下技术方案实现的:一种冷轧带尾乳液快速泄压系统,包括供乳泵、乳液箱和收集槽,其中,乳液箱一侧底部设有出液口通过溢流管连接供乳泵的入口端,乳液箱一侧底部设有出液口通过管道连接供乳泵的入口端,供乳泵的出口端通过管道连接第一三通接头下端,第一三通接头的左端连接溢流减压阀的一端,溢流减压阀的另一端连接管道从乳液箱的顶部伸入其内部,第一三通接头的上端通过管道连接第二三通接头,第二三通接头的左端连接机前球阀,第二三通接头的右端连接机后球阀,机前球阀通过管道连接第三三通接头的下端,第三三通接头左端连接机前泄压阀,机前泄压阀通过管道连接至收集槽一侧上部的开口处,第三三通接头的上端固定安装有机前气动执行器,机前气动执行器,机后球阀通过管道连接连接第四三通接头,第四三通接头的右端连接有机后泄压阀,机后泄压阀通过管道连接至收集槽另一侧上部的开口处,第四三通接头的上端固定安装有机后气动执行器,机后气动执行器。
作为优选方案,机前气动执行器和机后气动执行器采用气动双缸执行器。
作为优选方案,溢流减压阀、机前球阀、机后球阀、机前泄压阀和机后泄压阀采用气控球阀。
进一步地,溢流减压阀采用的型号为Q641F-16P DN100。
进一步地,机前泄压阀和机后泄压阀采用的型号为Q641F-16P DN150。
进一步地,机前球阀、机后球阀采用的型号为Q641F-16P DN300。
作为优选方案,机后球阀和机前泄压阀为联动同向开闭,机前球阀和机后泄压阀为联动同向开闭。
一种冷轧带尾乳液快速泄压系统的控制方法,具体步骤如下:
步骤(1):轧制状态:乳液箱内乳液经供乳泵加压提升,溢流减压阀处于关闭状态,冷轧轧制为分道次轧制,排定为6道次,奇数道次钢卷机前往机后轧制,偶数道次,机后往机前轧制;
步骤(2):奇数道次:机前球阀打开状态,机前乳液喷射,保证冷却润滑,机后球阀处于关闭状态,机后无乳液喷射,避免钢板表面乳液残留;
步骤(3):轧制状态下的机前泄压阀和机后泄压阀处于关闭状态,保证足量乳液供应;
步骤(4):换向状态:供乳泵变频降速降压,同时溢流减压阀打开,排出管道乳液,奇数道次换偶数道次轧制,机前球阀关闭,机前泄压阀打开;
步骤(5):进行步骤的同时机后泄压阀还是关闭状态,机后球阀,打开,完成机前乳液关闭,机后乳液打开的过程;
步骤(6):机后球阀和机前泄压阀为联动同向开闭,机前球阀和机后泄压阀为联动同向开闭,打开控制优先执行泄压动作,两组为对立控制,奇数道次换向:机前保证乳液供应,机后需关闭乳液。偶数道次换向:机后保证乳液供应,机前需关闭乳液。
本发明由于采用了以上技术方案,与现有技术相比使其具有以下有益效果:在机前机后乳液分配器分水包增设电磁溢流减压阀,增设快速泄压渠道:满足主控供乳球阀关闭后,阀后管道余压泄压,快速泄压,将分水包及机前机后喷射梁内的乳液快速排出。通过本发明的技术方案:
1.快速泄压,乳液截流提速15秒,乳液残留缺陷带钢每卷减少20kg以上;
2.成品卷芯残油减少90%以上,消除因残油多引起的卷芯大、带尾夹带等质量缺陷;
3.改善现有乳液残留工艺控制方法缺陷:带尾板型控制难度大,辊耗高,管道震动大等问题。
本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
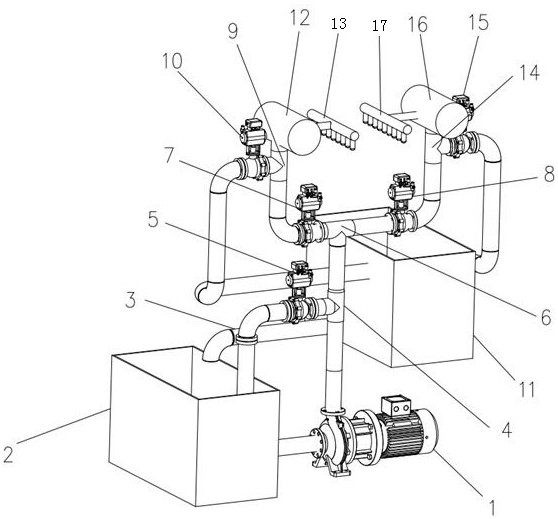
图1为本发明的结构示意图;
其中,图1中附图标记与部件之间的对应关系为:
1供乳泵,2乳液箱,3溢流管,4第一三通接头,5溢流减压阀,6第二三通接头,7机前球阀,8机后球阀,9第三三通接头,10机前泄压阀,11收集槽,12机前气动执行器,13机前工作辊喷射梁,14第四三通接头,15机后泄压阀,16机后气动执行器,17机后工作辊喷射梁。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
下面结合图1对本发明的实施例的冷轧带尾乳液快速泄压系统及控制方法进行具体说明。
如图1所示,本发明提出了一种冷轧带尾乳液快速泄压系统,包括供乳泵1、乳液箱2和收集槽11,其中,乳液箱2一侧底部设有出液口通过溢流管3连接供乳泵1的入口端,乳液箱2一侧底部设有出液口通过管道连接供乳泵1的入口端,供乳泵1的出口端通过管道连接第一三通接头4下端,第一三通接头4的左端连接溢流减压阀5的一端,溢流减压阀5的另一端连接管道从乳液箱2的顶部伸入其内部,第一三通接头4的上端通过管道连接第二三通接头6,第二三通接头6的左端连接机前球阀7,第二三通接头6的右端连接机后球阀8,机前球阀7通过管道连接第三三通接头9的下端,第三三通接头9左端连接机前泄压阀10,机前泄压阀10通过管道连接至收集槽11一侧上部的开口处,第三三通接头9的上端固定安装有机前气动执行器12,机前气动执行器12固定安装有机前工作辊喷射梁13,机后球阀8通过管道连接连接第四三通接头14,第四三通接头14的右端连接有机后泄压阀15,机后泄压阀15通过管道连接至收集槽11另一侧上部的开口处,第四三通接头14的上端固定安装有机后气动执行器16,机后气动执行器16固定安装有机后工作辊喷射梁17。
气动执行器为保证稳定性,机前气动执行器12和机后气动执行器16采用气动双缸执行器。
溢流减压阀5、机前球阀7、机后球阀8、机前泄压阀10和机后泄压阀15采用气控球阀。溢流减压阀5采用的型号为Q641F-16P DN100。机前泄压阀10和机后泄压阀15采用的型号为Q641F-16P DN150,DN150泄压球阀保证泄压通径流量。在机前机后乳液管路分别增设与主换向球阀同步的DN150泄压球阀,安装位置与下工作棍喷梁保持水平,防止位置过高,喷射梁内泄压不完全,以达到最块泄压时间。机前球阀7和机后球阀8采用的型号为Q641F-16P DN300。
机后球阀8和机前泄压阀10为联动同向开闭,机前球阀7和机后泄压阀15为联动同向开闭。泄压过程∶泄压阀与原减压调得电打开泄压,管道内压力降低,同侧主换向阀得电关闭,先使残余乳液快速泄出再执行主控球阀动作(时间差3秒),减少球阀动作阻力,减少管道震动;轧制状态:同侧主换向调失电打开,泄压阀与原减压阀失电关闭;阀体常态控制:保证控制回路出现异常断电情况,不会导致轧制状态供乳异常。失电:主供球阀常开,泄压阀常闭。
一种冷轧带尾乳液快速泄压系统的控制方法,具体步骤如下:
步骤(1):轧制状态:乳液箱2内乳液经供乳泵1加压提升,溢流减压阀5处于关闭状态,冷轧轧制为分道次轧制,排定为6道次,奇数道次钢卷机前往机后轧制,偶数道次,机后往机前轧制;
步骤(2):奇数道次:机前球阀7打开状态,机前乳液喷射,保证冷却润滑,机后球阀8处于关闭状态,机后无乳液喷射,避免钢板表面乳液残留;
步骤(3):轧制状态下的机前泄压阀10和机后泄压阀15处于关闭状态,保证足量乳液供应;
步骤(4):换向状态:供乳泵1变频降速降压,同时溢流减压阀5打开,排出管道乳液,实际生产中,管道产线很长,管道内残留很多乳液,生产工艺矛盾:乳液尽快停喷,防止板面乳液残留;为保证更快速排空管道内乳液:机前机后增设泄压球阀:分道次轧制,奇数道次换偶数道次轧制,乳液需要机前关闭,机后打开,故奇数道次换偶数道次轧制,机前球阀7关闭,机前泄压阀10打开;即为供乳泵1供乳降压,溢流减压阀5打开降压,机前球阀7关闭机前供应,机前泄压阀10打开快速排空;
步骤(5):进行步骤4的同时机后泄压阀15还是关闭状态,机后球阀8,打开,完成机前乳液关闭,机后乳液打开的过程;
步骤(6):机后球阀8和机前泄压阀10为联动同向开闭,机前球阀7和机后泄压阀15为联动同向开闭,打开控制优先执行泄压动作,两组为对立控制,奇数道次换向:机前保证乳液供应,机后需关闭乳液;偶数道次换向:机后保证乳液供应,机前需关闭乳液。
在本发明的描述中,术语“多个”则指两个或两个以上,除非另有明确的限定,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种冷轧带尾乳液快速泄压系统及控制方法
- 一种冷轧带尾乳液快速泄压系统