两端面平整的心脏室间隔缺损封堵器及其制造方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及封堵器领域,特别涉及一种两端面平整的心脏室间隔缺损封堵器及其制造方法。
背景技术
室间隔缺损是常见的先天性心脏病中的一种。人的心脏是由四个腔室构成的(左心房、左心室、右心房和右心室),左心室和右心室之间本来应该有一个完整的室间隔,如果在心脏室间隔上有开口就称之为室间隔缺损。室间隔缺损主要形成于胎儿的生长发育过程中,由于受某种因素影响了心脏的发育,从而形成了室间隔缺损。对于室间隔缺损的患者来说,血液通常会由左心室经室间隔缺损流进右心室,使右心室的血液容量增大。室间隔缺损的长期存在会造成肺动脉压增高、充血性心力衰竭、心悸、气喘、乏力、反复肺部感染等病症。心脏室间隔从上到下面的心尖部的厚度由薄变厚,心脏室间隔较薄的部分叫心脏室间隔膜部,心脏室间隔较厚的部分叫心脏室间隔肌部。
心脏室间隔缺损是常见的先天性心脏病,传统的治疗方式为外科手术。外科手术的治疗方法,患者需经外科手术开胸,其最大的缺点在于:(1)术中需要体外循环,手术可能造成并发症而导致死亡;(2)外科手术创伤大,术后留有疤痕;(3)手术费用昂贵。
自20世纪80年代随着导管介入诊断及治疗技术的发展与提高,我国逐步引入微创介入技术治疗先天性心脏病,通过微创介入治疗室间隔缺损的方法迅速发展,现已非常成熟。相比传统外科手术,微创介入治疗是一种现代高科技微创性治疗,通过股静脉穿刺,在医学影像设备的引导下采用导引钢丝建立动静脉轨道,随后将输送导管顺导引钢丝置于室间隔缺损部位,最后将室间隔缺损封堵器于输送导管内推送至室间隔缺损处实施封堵治疗。这样的微创介入治疗具有不开刀、创伤小、并发症少、恢复快、效果好、适应症范围广且手术费用相对较低等优势。
通过微创介入手术植入心脏室间隔缺损封堵器的治疗方法虽有以上许多相对于传统外科手术的优势。但是,由于现在临床使用的心脏室间隔缺损封堵器的主体结构为两端面具有凸出的连接点,这种端面凸出的结构不利于盘面表面内皮化的过程,凸出的连接点处内皮化过程相对较慢,所以影响封堵器植入后该处的愈合过程,从而增加愈合的时间。同时,两端面具有凸出的连接点会增加封堵器释放的长度,可能会触碰到附近的心脏组织而带来心脏损伤。
发明内容
本发明要解决的技术问题是为了解决现有临床使用的室间隔缺损封堵器存在远期风险的问题,并克服现有技术中成本高和封堵器两端面凸出的连接点使封堵器表面的内皮化较慢和封堵器释放长度较长的缺陷,提供一种两端面平整的心脏室间隔缺损封堵器及其制造方法。
本发明是通过下述技术方案来解决上述技术问题:
一种两端面平整的心脏室间隔缺损封堵器,所述心脏室间隔缺损封堵器包括:主体部件、阻流部件和缝合线;其中,所述主体部件为网体结构并包括依次连接的第一盘状部、管状部和第二盘状部,所述第一盘状部和所述第二盘状部均为双层网面,所述管状部的两端分别连接于所述第一盘状部的内网面和第二盘状部的内网面;其中,所述阻流部件为用于阻挡血液流动的至少两层的可降解膜或不可降解膜;其中,所述缝合线为用于把所述阻流部件缝合在所述主体部件上和作为收口线收口的可降解缝合线或不可降解缝合线;
其中,经所述收口线收口后,所述第一盘状部的外网面和所述第二盘状部的外网面均为连续平整的网状面;
其中,所述心脏室间隔缺损封堵器由专用模具制成;
所述专用模具包括芯模;
所述芯模包括:第一盖体、中心部件、第二盖体和环形的外周部件;
所述第一盖体覆盖于所述外周部件在轴向上的第一开口,所述第二盖体覆盖于所述外周部件在轴向上的第二开口,所述中心部件设于所述外周部件的内部,并且所述中心部件的外周壁与所述外周部件的内周壁之间形成中间环状空隙,所述中间环状空隙用于形成所述管状部;
所述外周部件的内周壁上靠近所述第一开口的部分设有朝向外周方向延伸的第一台阶面,所述第一台阶面与所述第一盖体的内侧面之间形成第一环状空隙,所述第一环状空隙用于形成所述第一盘状部;
所述外周部件的内周壁上靠近所述第二开口的部分设有朝向外周方向延伸的第二台阶面,所述第二台阶面与所述第二盖体的内侧面之间形成第二环状空隙,所述第二环状空隙用于形成所述第二盘状部;
所述第一盖体和所述第二盖体上均设有通气孔。
在本方案中,第一盘状部的外网面和第二盘状部的外网面连续平整,无凸出的连接点,可以增加封堵器的盘面支撑力和形状自膨回复性,同时可以减少封堵器表面局部血栓形成的风险,有利于加速封堵器表面的内皮化进程,使心脏室间隔缺损处更早地被自身组织修复,愈合时间较短。此外,减少了手术过程中封堵器的释放长度,可大幅降低对心脏的损伤,使手术更有效、更安全。
另外,在本方案中,主体部件既可由可降解丝编织而成,也可由不可降解丝编织而成。其中,可降解丝是生物可降解高分子材料,选自聚丙交酯、聚乙交酯、聚己内酯、聚对二氧环己酮、聚羟基丁酸酯、聚羟基脂肪酸酯、聚酸酐、聚磷酸酯、聚氨酯或聚碳酸酯,及其衍生物、两种以上的共混物或相应单体的共聚物。这些材料具有很好的生物相容性,在人体内能够完全降解吸收,避免了植入异物对人体的长期影响。这种封堵器只是为心脏修复提供一座临时桥梁,完成历史使命后被机体降解,使缺损完全由自身组织修复,从而避免金属留存体内带来的远期并发症和安全隐患。不可降解丝为金属或合金材料,包括不锈钢、钴基合金、钛及钛合金、镍钛合金形状记忆材料等。
另外,关于阻流部件既可以是可降解阻流膜,也可以是不可降解阻流膜。其中,封堵器内填充的可降解阻流膜为生物可降解材料,选自聚丙交酯、聚己内酯、聚羟基丁酸酯、聚对二氧环己酮等;不可降解阻流膜为生物不可降解材料,选自聚对苯二甲酸乙二醇酯、聚四氟乙烯等。
相应地,缝合线既可以是可降解缝合线,也可以是不可降解缝合线。其中,可降解缝合线为生物可降解材料,选自聚乙丙酯、聚丙交酯等;不可降解缝合线为生物不可降解材料,选自聚对苯二甲酸乙二醇酯等。
另外,第一盖体和第二盖体上均设有通气孔有利于专用模具内部的热传导,使热量由模具中心轴线向外扩散,同时存在由模具外部向内扩散的热量,这样有利于模具内外快速实现热平衡,从而保证网体在定型过程中能够受热均匀和快速定型。
专用模具采用多部分的组装结构,方便生产过程中进行拆装模。通过专用模具对心脏室间隔缺损封堵器进行定型,简单快捷,制作稳定性较高,可有效地控制主体部件的尺寸,使主体部件的制作公差变小,并具有较好的定型效果,从而提高产品的品质和合格率,降低生产成本。同时,使用专用模具定型的封堵器的主体部件具有较大支撑力及自膨回复性,能够满足使用要求。
优选地,所述第一盖体上设有一个或多个所述通气孔,所述通气孔贯穿所述第一盖体并连通所述芯模的内部和外部;
优选地,所述管状部的长度为3.5-9.5mm;
优选地,所述第二盘状部的外径比所述第一盘状部的外径大或等径。
在本方案中,将第二盘状部的外径设置为比第一盘状部的外径大或等径。第二盘状部位于左心室,第一盘状部位于右心室,对于室间隔缺损的患者来说,血液通常会由左心室经室间隔缺损流进右心室,这种结构使位于左心室的第二盘状部具有较大的支撑力,能够抵抗血流的冲击,有利于封堵器牢固的夹持在室间隔缺损处,这样可以有效地将心脏室间隔缺损处堵住。同时,可以避开对周围组织的牵绊,减少对周围组织的损害。
优选地,所述第一盖体的中心设有第一凸出部,所述第一凸出部朝向所述芯模的内部凸出;
优选地,所述中心部件为环形构件,所述第一凸出部插入所述环形构件的中心孔中;
优选地,所述中心部件包括第一中心件和第二中心件,所述第一中心件和第二中心件叠放且轴心重叠,所述第一中心件的外周面相对于所述第二中心件的外周面更径向向内设置,所述第一中心件相比第二中心件更靠近所述第一盖体。
优选地,所述第二盖体上设有第二凸出部,所述第二凸出部卡设于所述第二中心件的中心孔中,所述第一凸出部卡设于所述第一中心件的中心孔中。
优选地,所述第一盖体和所述第二盖体的中心均设有定位孔,所述定位孔用于调整对应的所述第一盘状部和所述第二盘状部上的收口位置。
优选地,所述第一盖体和/或所述第二盖体与所述外周部件卡合;
和/或,所述外周部件包括两个拼接在一起的半圆部。
优选地,所述专用模具还包括外壳,所述外壳的壁面中插设有多根加热管,所述外壳的壁面中还设有冷却管路;
所述芯模容纳于所述外壳的内腔中;
所述内腔中设有搁置架,所述搁置架上能够放置至少四个所述芯模;
优选地,所述外壳包括盖板和框体,所述盖板盖设于所述框体的上部开口,所述加热管设于所述框体的壁面中,所述冷却管路设于所述框体的壁面中;
优选地,在所述壁面中,所述冷却管路设置于所述加热管的内部;
优选地,所述外壳上还设有用于通入惰性气体的进气口。
外壳一般为不锈钢材质,电加热管升温快速,受热后热传导快速稳定。冷却管路可使主体部件快速冷却降温,有利于提高产品的支撑力和自膨回复性。
通过加热管对心脏室间隔缺损封堵器的网体进行热定型,并且可以通过冷却管路,在热定型后进行快速冷却,增强心脏室间隔缺损封堵器的成型效果。
所述搁置架上能够放置至少四个所述芯模。这样可以提高生产效率,降低成本。
如果主体部件由可降解丝编织而成,增加惰性气体输入到定型模具内部,有利于排除空气中的水汽,减少网体定型过程中水汽对网体性能的影响,防止网体在定型时发生降解。惰性气体可为氦、氖、氩、氪、氙、氡等。
本发明还提供一种两端面平整的心脏室间隔缺损封堵器的制造方法,所述心脏室间隔缺损封堵器包括:主体部件、阻流部件和缝合线;其中,所述主体部件为网体结构并包括依次连接的第一盘状部、管状部和第二盘状部,所述第一盘状部和所述第二盘状部均为双层网面,所述管状部的两端分别连接于所述第一盘状部的内网面和第二盘状部的内网面;其中,所述阻流部件为用于阻挡血液流动的至少两层的可降解膜或不可降解膜;其中,所述缝合线为用于把所述阻流部件缝合在所述主体部件上和作为收口线收口的可降解缝合线或不可降解缝合线;
其中,经所述收口线收口后,所述第一盘状部的外网面和所述第二盘状部的外网面均为连续平整的网状面;
所述制造方法包括:
计算管状网体的所需编织长度;
利用模棒将可降解丝编织成管状网体,管状网体的编网根数为20-144,模棒的外周表面设有按可降解丝走向延伸的凹槽以便于规范丝的走向,模棒具有沿其中心轴线延伸的气体贯通孔;
对管状网体进行定型,管状网体定型的温度是35-200℃,定型时间是1-60min,管状网体的两端均为可收束的开放端;
将管状网体放入专用模具,并加热定型,使其具有第一盘状部、管状部和第二盘状部,定型温度是35-200℃,定型时间是1-60min;
其中,
所述专用模具包括芯模;
所述芯模包括:第一盖体、中心部件、第二盖体和环形的外周部件;
所述第一盖体覆盖于所述外周部件在轴向上的第一开口,所述第二盖体覆盖于所述外周部件在轴向上的第二开口,所述中心部件设于所述外周部件的内部,并且所述中心部件的外周壁与所述外周部件的内周壁之间形成中间环状空隙,所述中间环状空隙用于形成所述管状部;
所述外周部件的内周壁上靠近所述第一开口的部分设有朝向外周方向延伸的第一台阶面,所述第一台阶面与所述第一盖体的内侧面之间形成第一环状空隙,所述第一环状空隙用于形成所述第一盘状部;
所述外周部件的内周壁上靠近所述第二开口的部分设有朝向外周方向延伸的第二台阶面,所述第二台阶面与所述第二盖体的内侧面之间形成第二环状空隙,所述第二环状空隙用于形成所述第二盘状部;
所述第一盖体和所述第二盖体上均设有通气孔。
该制造方法包括步骤“计算管状网体的所需编织长度”。在本方案中,对于该封堵器,需要精确计算长度,保证编织后的管状网体正好满足产品要求。这是因为,两端面平整的封堵器不需要剪网做连接头,没有修改空间。
在本方案中,管状网体的编网根数为20-144,可以满足封堵器的支撑力和过鞘尺寸的要求。编织的可降解丝的根数增加会提高封堵器的支撑力,但是会增大过鞘尺寸,即配套的输送鞘管的直径较大,从而降低适应症的范围;编织的可降解丝的根数减少会降低封堵器的支撑力,但会减小过鞘尺寸,即配套的输送鞘管的直径较小,从而提高适应症的范围。
用可降解丝在模棒上编织成管状网体,选取模棒一端的一个销子作为起点,用可降解丝在起点处的销子上打结并固定于起点处,然后沿模棒的外周表面设有按可降解丝走向延伸的凹槽在模棒上缠绕和编织可降解丝,以便于规范丝的走向,直到完成管状网体的编织。这种网体的编织方法使网体的网格更加均匀,并且易于操作,减少了制作成本。
模棒具有沿其中心轴线延伸的气体贯通孔,有利于模棒内外的热传导,模棒的气体贯通孔使热量由模棒中心轴线向外扩散,同时热量也由模棒外部向内扩散,这样有利于模棒内外快速实现热平衡,从而保证网体受热均匀和快速定型。
对管状网体进行定型,管状网体定型的温度是35-200℃,定型时间是1-60min,管状网体的两端均为可收束的开放端。编织好的管状网体需要在一定的温度和时间下定型,以保持编织网体的形状不变。定型过程中,模棒会支撑网体并保持网体的形状不变。定型完成后,从模棒上取下管状的网体。
将管状网体放入专用模具,并加热定型,使其具有第一盘状部、管状部和第二盘状部;定型温度是35-200℃,定型时间是1-60min,定好型后脱除专用模具即获得封堵器的主体部件。
这种网体定型方法易于操作,制作的封堵器尺寸稳定,由该种方法制作的封堵器具有较大的支撑力和较好的形状自膨回复性,从而满足手术操作的要求,使手术更有效、更安全。
本发明还提供一种两端面平整的心脏室间隔缺损封堵器的制造方法,所述心脏室间隔缺损封堵器包括:主体部件、阻流部件和缝合线;其中,所述主体部件为网体结构并包括依次连接的第一盘状部、管状部和第二盘状部,所述第一盘状部和所述第二盘状部均为双层网面,所述管状部的两端分别连接于所述第一盘状部的内网面和第二盘状部的内网面;其中,所述阻流部件为用于阻挡血液流动的至少两层的可降解膜或不可降解膜;其中,所述缝合线为用于把所述阻流部件缝合在所述主体部件上和作为收口线收口的可降解缝合线或不可降解缝合线;
其中,经所述收口线收口后,所述第一盘状部的外网面和所述第二盘状部的外网面均为连续平整的网状面;
所述制造方法包括:
计算管状网体的所需编织长度;
利用模棒将不可降解丝编织成管状网体,管状网体的编网根数为30-160,模棒的外周表面设有按不可降解丝走向延伸的凹槽以便于规范丝的走向,模棒具有沿其中心轴线延伸的气体贯通孔;
对管状网体进行定型,管状网体定型的温度是350-550℃,定型时间是1-60min,管状网体的两端均为可收束的开放端;
将管状网体放入专用模具,并加热定型,使其具有第一盘状部、管状部和第二盘状部,定型温度是350-550℃,定型时间是1-60min;
其中,
所述专用模具包括芯模;
所述芯模包括:第一盖体、中心部件、第二盖体和环形的外周部件;
所述第一盖体覆盖于所述外周部件在轴向上的第一开口,所述第二盖体覆盖于所述外周部件在轴向上的第二开口,所述中心部件设于所述外周部件的内部,并且所述中心部件的外周壁与所述外周部件的内周壁之间形成中间环状空隙,所述中间环状空隙用于形成所述管状部;
所述外周部件的内周壁上靠近所述第一开口的部分设有朝向外周方向延伸的第一台阶面,所述第一台阶面与所述第一盖体的内侧面之间形成第一环状空隙,所述第一环状空隙用于形成所述第一盘状部;
所述外周部件的内周壁上靠近所述第二开口的部分设有朝向外周方向延伸的第二台阶面,所述第二台阶面与所述第二盖体的内侧面之间形成第二环状空隙,所述第二环状空隙用于形成所述第二盘状部;
所述第一盖体和所述第二盖体上均设有通气孔。
该制造方法包括步骤“计算管状网体的所需编织长度”。在本方案中,对于该封堵器,需要精确计算长度,保证编织后的管状网体正好满足产品要求。这是因为,两端面平整的封堵器不需要剪网做连接头,没有修改空间。
在本方案中,管状网体的编网根数为30-160,可以满足封堵器的支撑力和过鞘尺寸的要求。编织的不可降解丝的根数增加会提高封堵器的支撑力,但是会增大过鞘尺寸,即配套的输送鞘管的直径较大,从而降低适应症的范围;编织的不可降解丝的根数减少会降低封堵器的支撑力,但会减小过鞘尺寸,即配套的输送鞘管的直径较小,从而提高适应症的范围。
用不可降解丝在模棒上编织成管状网体,选取模棒一端的一个销子作为起点,用不可降解丝在起点处的销子上打结并固定于起点处,然后沿模棒的外周表面设有按不可降解丝走向延伸的凹槽在模棒上缠绕和编织不可降解丝,以便于规范丝的走向,直到完成管状网体的编织。这种网体的编织方法使网体的网格更加均匀,并且易于操作,减少了制作成本。
模棒具有沿其中心轴线延伸的气体贯通孔,有利于模棒内外的热传导,模棒的气体贯通孔使热量由模棒中心轴线向外扩散,同时热量也由模棒外部向内扩散,这样有利于模棒内外快速实现热平衡,从而保证网体受热均匀和快速定型。
对管状网体进行定型,管状网体定型的温度是350-550℃,定型时间是1-60min,管状网体的两端均为可收束的开放端。编织好的管状网体需要在一定的温度和时间下定型,以保持编织网体的形状不变。定型过程中,模棒会支撑网体并保持网体的形状不变。定型完成后,从模棒上取下管状的网体。
将管状网体放入专用模具,并加热定型,使其具有第一盘状部、管状部和第二盘状部;定型温度是350-550℃,定型时间是1-60min,定好型后脱除专用模具即获得封堵器的主体部件。
这种网体定型方法易于操作,制作的封堵器尺寸稳定,由该种方法制作的封堵器具有较大的支撑力和较好的形状自膨回复性,从而满足手术操作的要求,使手术更有效、更安全。
优选地,在步骤“将管状网体放入专用模具,并加热定型,使其具有第一盘状部、管状部和第二盘状部”之后,所述制造方法还包括步骤:
用所述缝合线将所述阻流部件缝合至所述第一盘状部、所述第二盘状部和所述管状部中至少一个上;
用所述缝合线将所述第一盘状部的外网面和所述第二盘状部的外网面收口为连续平整的网状面。
在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实施例。
本发明的积极进步效果在于:
第一盘状部的外网面和第二盘状部的外网面平整,无凸出的连接点,可以增加封堵器的盘面支撑力和形状自膨回复性,同时可以减少封堵器表面局部血栓形成的风险,有利于加速封堵器表面的内皮化进程,使心脏室间隔缺损处更早的被自身组织修复。此外,减少了手术过程中封堵器的释放长度,可大幅降低对心脏的损伤,使手术更有效、更安全;另外,本封堵器还具有制造成本低的优点。
附图说明
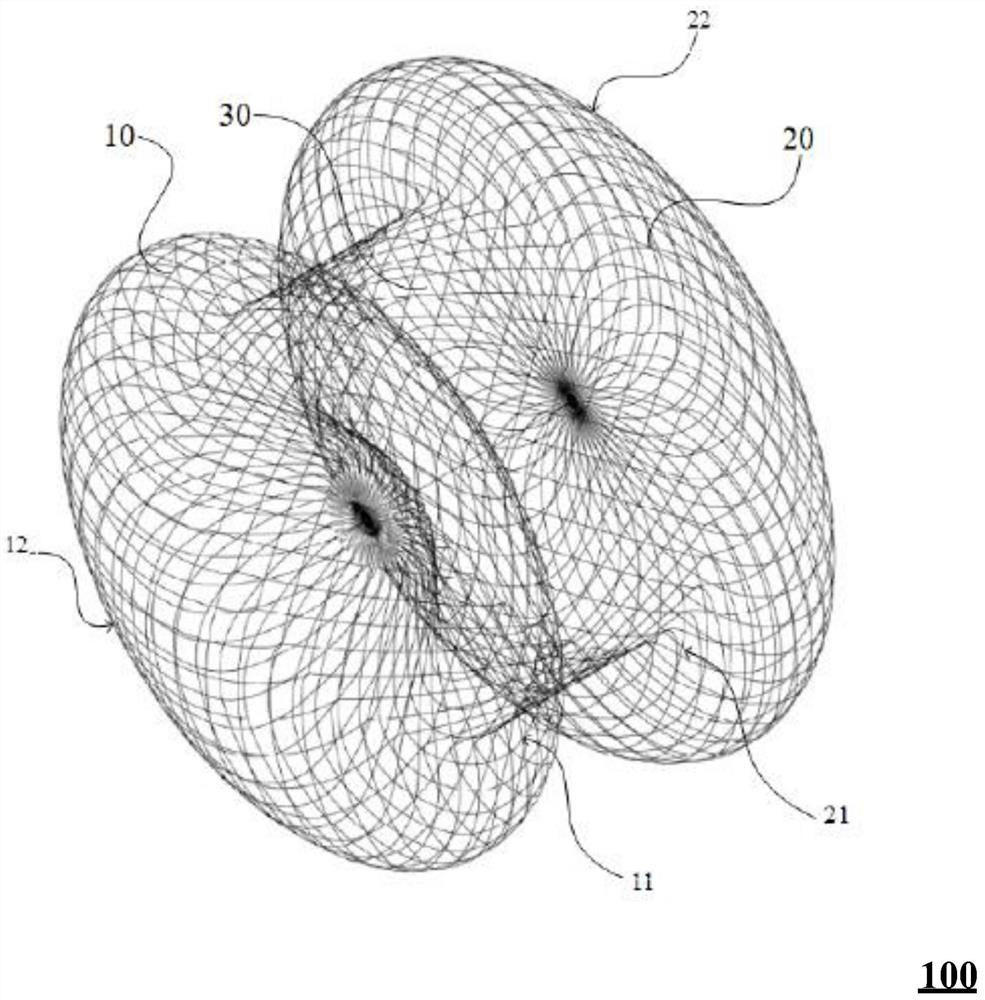
图1为根据本发明的一个实施例的两端面平整的心脏室间隔缺损封堵器的立体结构示意图。
图2为根据本发明的一个实施例的两端面平整的心脏室间隔缺损封堵器的侧部结构示意图。
图3为根据本发明的一个实施例的两端面平整的心脏室间隔缺损封堵器的一向视图。
图4为根据本发明的一个实施例的第一盘状部的外网面的收口端处的局部放大示意图。
图5为用于编织两端面平整的心脏室间隔缺损封堵器的模棒的结构示意图。
图6为用于编织两端面平整的心脏室间隔缺损封堵器的模棒上的编织起点线路图。
图7为用于编织两端面平整的心脏室间隔缺损封堵器的模棒上的另一编织起点线路图。
图8为模棒上的编织效果示意图。
图9为根据本发明的一个实施例的专用模具的立体结构示意图。
图10为根据本发明的一个实施例的专用模具的截面结构示意图。
图11为根据本发明的一个实施例的专用模具的芯模的截面结构示意图。
图12为根据本发明的一个实施例的专用模具的芯模的另一截面结构示意图。
图13为根据本发明的一个实施例的专用模具的芯模的分解结构示意图。
图14为根据本发明的一个实施例的夹具的结构示意图。
图15为根据本发明的另一个实施例的夹具的结构示意图。
图16为管状网体一端的开放端收口后中心部件置入管状网体的结构示意图。
图17为两端面平整的心脏室间隔缺损封堵器的出鞘示意图。
附图标记说明:
封堵器100
第一盘状部10
内网面11
外网面12
收口端13
环状网线14
收口线15
第二盘状部20
内网面21
外网面22
管状部30
专用模具200
芯模201
第一盖体203
第一凸出部204
通气孔206
第二盖体207
第二凸出部208
定位孔209
中心部件211
第一中心件212
第二中心件213
外周部件214
第一台阶面2141
第二台阶面2142
半圆部215
第一开口216
第二开口217
中间环状空隙218
第一环状空隙219
第二环状空隙220
夹具221
夹板223
可调节紧固件224
外壳241
盖板243
框体244
搁置架246
加热管251
冷却管路252
进气口253
模棒300
凹槽301
具体实施方式
下面结合附图,通过实施例的方式进一步说明本发明,但并不因此将本发明限制在的实施例范围之中。
本实施例披露了一种两端面平整的心脏室间隔缺损封堵器,如图1-4所示,心脏室间隔缺损封堵器100包括主体部件、阻流部件(未示意)和缝合线(未示意);其中,主体部件由可降解丝或不可降解丝编织而成,主体部件为网体结构并包括依次连接的第一盘状部10、管状部30和第二盘状部20,第一盘状部10和第二盘状部20均为双层网面,管状部30的两端分别连接于第一盘状部10的内网面11和第二盘状部20的内网面21,第一盘状部10、管状部30和第二盘状部20为一体成型。第一盘状部10的外网面12和第二盘状部20的外网面22均为连续平整的网状面。以第一盘状部10为例,如图3-4所示,第一盘状部10的外网面12包括收口端13,收口端13为多个依次邻接的环状网线14,第一盘状部10还设有收口线15,收口线15穿设于所有的环状网线14,经收口线15收口后第一盘状部10的外网面12形成连续的网状面。
需要说明的是,第一盘状部10的外网面12为第一盘状部10的背离管状部30和第二盘状部20的一端的网面。相应地,第二盘状部20的外网面22为第二盘状部20的背离管状部30和第一盘状部10的一端的网面。
在本实施方式中,包括第一盘状部10、管状部30和第二盘状部20的主体部件的材料均为高分子可降解丝。可降解丝为生物可降解高分子材料,选自聚丙交酯、聚乙交酯、聚己内酯、聚对二氧环己酮、聚羟基丁酸酯、聚羟基脂肪酸酯、聚酸酐、聚磷酸酯、聚氨酯或聚碳酸酯,及其衍生物、两种以上的共混物或相应单体的共聚物。这些材料具有很好的生物相容性,在人体内能够完全降解吸收,避免了植入异物对人体的长期影响。这种封堵器只是为心脏修复提供一座临时桥梁,完成历史使命后被机体降解,使缺损完全由自身组织修复,从而避免金属留存体内带来的远期并发症和安全隐患。在可替代的实施方式中,包括第一盘状部10、管状部30和第二盘状部20的主体部件的材料也可为不可降解丝,如金属或合金材料,包括不锈钢、钴基合金、钛及钛合金、镍钛合金形状记忆材料等。
心脏室间隔缺损封堵器100还包括阻流部件和缝合线,阻流部件为用于阻挡血液流动的至少两层的可降解膜或不可降解膜;其中,缝合线为用于把阻流部件缝合在主体部件上和作为收口线收口的可降解缝合线或不可降解缝合线。
具体地,在本实施方式中,阻流部件为可降解阻流膜,其为生物可降解材料,为聚丙交酯、聚己内酯、聚羟基丁酸酯、聚对二氧环己酮等,从而起到阻挡血流的作用。在可替代的实施例中,阻流部件也可为不可降解阻流膜,其是生物不可降解材料,为聚对苯二甲酸乙二醇酯、聚四氟乙烯等,从而起到阻挡血流的作用。
另外,关于缝合线,在本实施方式中,选用的是可降解缝合线,可为生物可降解材料,为聚乙丙酯、聚丙交酯等,用于把阻流部件缝合在主体部件上和作为收口线收口。在可替代的实施例中,也可选用不可降解缝合线,是生物不可降解材料,为聚对苯二甲酸乙二醇酯等,用于把阻流部件缝合在主体部件上和作为收口线收口。
该心脏室间隔缺损封堵器的第一盘状部10和第二盘状部20经收口线15收口后均为连续的网状面,无凸起,该结构有利于封堵器形状的回复和盘面支撑力提高,更利于加速封堵器表面的内皮化进程,使心脏缺损更早地被自身组织修复。
管状部的长度为3.5-9.5mm。长度为3.5-5.5mm时,与室间隔膜部缺损组织的厚度相对应;长度为6.0-9.5mm时,与室间隔肌部缺损组织的厚度相对应。
本实施例还提供一种心脏室间隔缺损封堵器100的制造方法。其中,心脏室间隔缺损封堵器100的主体部件由可降解丝编织而成。
该制造方法包括:
根据设置需要,计算所需编织的管状网体的长度。对于该封堵器,需要精确计算长度,保证编织后的管状网体正好满足产品要求。这是因为,两端面平整的封堵器不需要剪网做连接头,没有修改空间。
用可降解丝在模棒300上编织成管状网体,模棒300如图5所示,选取模棒300一端的一个销子作为起点,用可降解丝在起点处的销子上打结并固定于起点处,然后沿模棒300上的凹槽301在模棒300上缠绕和编织可降解丝,第一根丝的沿模棒缠绕一圈如图6所示,第二根丝的缠绕如图7所示,模棒300具有按丝走向的凹槽301以便于规范丝的走向,直到完成管状网体的编织,编织好的管状网体如图8所示。这种网体的编织方法使网体的网格更加均匀,并且易于操作,减少了制作成本。网体的编网根数为20-144,可以满足封堵器的支撑力和过鞘尺寸的要求。编织的可降解丝的根数增加会提高封堵器的支撑力,但是会增大过鞘尺寸,即配套的输送鞘管的直径较大,从而降低适应症的范围;编织的可降解丝的根数减少会降低封堵器的支撑力,但会减小过鞘尺寸,即配套的输送鞘管的直径较小,从而提高适应症的范围。
编织好的管状网体需要在一定的温度和时间下定型,以保持编织网体的形状不变。管状网体定型的温度是35-200℃,定型时间是1-60min。定型过程中,模棒300会支撑网体并保持网体的形状不变,同时,模棒300的中心轴线处具有气体贯通孔,有利于模棒300内外的热传导,模棒300的气体贯通孔使热量由模棒300中心轴线向外扩散,同时热量也由模棒300外部向内扩散,这样有利于模棒300内外快速实现热平衡,从而保证网体受热均匀和快速定型。定型完成后,从模棒300上取下管状的网体。
使用专用模具200将网体定型为具有第一盘状部10、管状部30和第二盘状部20,对网体进行加热定型,定型温度是35-200℃,定型时间是1-60min,定好型后脱除专用模具即获得封堵器的主体部件。
如图9-13所示,专用模具包括芯模201和外壳241。
芯模201包括:第一盖体203、中心部件211、第二盖体207和环形的外周部件214;
第一盖体203覆盖于外周部件214在轴向上的第一开口216,第二盖体207覆盖于外周部件214在轴向上的第二开口217,中心部件211设于外周部件214的内部,并且中心部件211的外周壁与外周部件214的内周壁之间形成中间环状空隙218,中间环状空隙218用于形成管状部30,外周部件214的内周壁上靠近第一开口216的部分设有朝向外周方向延伸的第一台阶面2141,第一台阶面2141与第一盖体203的内侧面之间形成第一环状空隙219,第一环状空隙219用于形成第一盘状部10,外周部件214的内周壁上靠近第二开口217的部分设有朝向外周方向延伸的第二台阶面2142,第二台阶面2142与第二盖体207的内侧面之间形成第二环状空隙220,第二环状空隙220用于形成第二盘状部20。
第一盖体203上设有一个或多个通气孔206,通气孔206贯穿第一盖体203并连通芯模201的内部和外部。第二盖体207上也可以设置通气孔206,可选地,可以将下述的定位孔209用作通气孔206。该通气孔206有利于专用模具内部的热传导,使热量由模具中心轴线向外扩散,同时存在由模具外部向内扩散的热量,这样有利于模具内外快速实现热平衡,从而保证网体在定型过程中能够受热均匀和快速定型。图12示出了模具中的热传导,其中箭头方向指代热传导方向。
第一盖体203的中心设有第一凸出部204,第一凸出部204朝向芯模201的内部凸出。该第一凸出部204用于形成第一盘状部10中心的凹陷部。其中,该凹陷部位于第一盘状部10的外网面12的收口端13,该凹陷部处无铆点。
中心部件211为环形构件,第一凸出部204插入环形构件的中心孔中;中心部件211包括第一中心件212和第二中心件213,第一中心件212和第二中心件213叠放且轴心重叠,第一中心件212的外周面相对于第二中心件213的外周面更径向向内设置,第一中心件212相比第二中心件213更靠近第一盖体203。
第一凸出部204卡设于第一中心件212的中心孔中,第二盖体207上设有第二凸出部208。虽然图11和图12中并未示出第二凸出部208,卡设于第二中心件213的中心孔中,但是,在可替代的实施方式中,第二凸出部208可以设置为卡设于第二中心件213的中心孔中。通过设置第二凸出部208,使得成型的第二盘状部20的远离管状部的网面略微向内凹陷,抵消可降解的心脏室间隔缺损封堵器100脱模后的略微回弹。
需要说明的是,在本实施方式中,中心部件211包括截面尺寸不同的第一中心件212和第二中心件213。在其他可替代的实施方式中,第一中心件212和第二中心件213可以设置为截面尺寸相同。在另一可替代的实施方式中,也可以将第一中心件212和第二中心件213设置为一整体结构。
第一盖体203的中心和第二盖体207的中心设有定位孔209,定位孔209分别用于调整第一盘状部和第二盘状部上的收口位置。在网体放入芯模201、并且芯模201闭合后,可以通过将销等构件插入定位孔209中,调整网体的收口位置。
第一盖体203和/或第二盖体207与外周部件214卡合。
外周部件214包括两个拼接在一起的半圆部215。这样更方便芯模201的各个部件的装配。当外周部件214包括等分的两个半圆部215时,下述的夹具优选地还从两个半圆部215的两侧夹紧外周部件214。在可替代的实施例中,外周部件214也可为一个整体部件。
专用模具200还包括夹具221,将第一盖体203和所述第二盖体207朝向中心部件211夹紧。如图14-15所示,夹具221具有两个夹板223和分别连接于两个夹板223的可调节紧固件224。紧固件可以为至少两个,比如2个、4个等。夹板可左右夹持或上下夹持。
专用模具200还包括外壳241,外壳241的壁面中插设有多根加热管251,外壳241的壁面中还设有冷却管路252。芯模201容纳于外壳241的内腔中。加热管251一般为电加热管251,且可以从壁面中拔出,以方便调节加热功率。外壳241优选由导热性良好的材料制成,以使得其内部的芯模201受热均匀。同样地,芯模201也由导热性良好的材料制成。
通过加热管251对心脏室间隔缺损封堵器100的网体进行热定型,并且可以通过冷却管路252,在热定型后进行快速冷却,增强心脏室间隔缺损封堵器100的成型效果。
外壳241包括盖板243和框体244,盖板243盖设于框体244的上部开口,加热管251设于框体244的壁面中,冷却管路252设于框体244的壁面中。外壳241上还设有进气口253,以将惰性气体通入外壳内部。通过通入惰性气体,有利于排除外壳内部的空气中的水汽,减少封堵器定型过程中水汽对网体性能的影响,防止网体在定型时发生降解。惰性气体可为氦、氖、氩、氪、氙、氡等。
在壁面中,冷却管路252设置于加热管251的内部。冷却管路252在壁面内螺旋状围绕外壳241的内腔,以能够对壁面进行快速冷却。
在使用专用模具200对心脏室间隔缺损封堵器100进行定型时,首先,如图16所示,将网体的一端可收束的开放端用缝合线收口,将中心部件211通过网体的另一端的可收束的开放端置入网体内部,然后,将网体的开放端收口,将两个半圆部215拼成完整的外周部件214,接着,调整网体位于两个盘状部的盘面,并且将第一盖体203盖在外周部件214的第一开口216,将第二盖体207盖在外周部件214的第二开口217,通过定位孔209调整网体的收口位置。通过第一盖体203和第二盖体207向内压合,在第一盖体203的内表面和外周部件214的台阶面2141之间的空腔中的网体和在第二盖体207的内表面和外周部件214的台阶面2142之间的空腔中的网体均径向扩张以形成盘状部。
管状网体定型后,网体的两端可收束的开放端是可以自由打开的密闭网,开放端利用一根或多根可降解或不可降解丝进行收束以封闭网体或进行释放以打开网体的两端,网丝之间能够相互约束而不会使网体松散,不会产生双铆封堵器机器编织的网体在截断后容易松散的现象,在加上模具和脱除模具的过程中网体具有较高的稳定性,从而简化工序和操作。
使用夹具221,将芯模201夹紧,然后将夹具221连带芯模201一起放入外壳241的内腔中。外壳241的内腔中放置有搁置架246,夹具221放置在搁置架246上。搁置架246具有四个可放置芯模的平台,可以一次热定型至少四个网体,从而提高生产效率,降低成本。当然,搁置架246也可以设置成其他形态,以放置更多的芯模。
利用加热管251进行加热,在预定的加热时间后,停止加热,并在冷却管道内通入冷却液,使得芯模201快速冷却。
这种网体定型方法易于操作,制作的封堵器尺寸稳定。由该种方法制作的封堵器具有较大的盘面支撑力和较好的形状自膨回复性,从而满足手术操作的要求,使手术更有效、更安全。
把定好型的主体部件用缝合线把阻流部件缝合在主体部件的盘状部和/或管状部上。最后,把第一盘状部和第二盘状部的外网面用缝合线收口为连续平整的网状面。
在可替代的实施方式中,提供了另一种心脏室间隔缺损封堵器100的制造方法。其中,心脏室间隔缺损封堵器100的主体部件由不可降解丝编织而成。该制造方法与上述主体部件由可降解丝编织而成的制造方法基本相同,不同之处主要在于:(1)管状网体的定型温度;(2)主体部件在专用模具200中的定型温度。具体地,当主体部件是由不可降解丝编织而成时,管状网体定型的温度是350-550℃,定型时间是1-60min;将管状网体放入专用模具200并加热定型,定型温度是350-550℃,定型时间是1-60min。
应用本封堵器制作方法制作的封堵器100的两盘状部的外网面连续平整,无凸点;封堵器100的支撑力一般是指第二盘状部的盘面支撑力,经过支撑力检测,封堵器100的支撑力数值远大于缺损部位的压差值,可保证足够稳定的支撑力,封堵器100可以牢固地固定在室间隔缺损处。封堵器100的出鞘过程如图17所示,封堵器100在鞘管中进行收入、推送并释放后,能够回复到原有形状,且收鞘顺畅无阻碍,又能保证封堵器100不会在输送钢缆上脱落;收口线与输送系统的连接牢固;在设定的存储条件下经过4年,仍保存完整,符合力学性能,封堵器100的组成部件仍能满足使用要求。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
- 两端面平整的心脏室间隔缺损封堵器及其制造方法
- 两端面平整的心脏左心耳封堵器及其制造方法