具有预紧弹簧的切削刀具及其组装方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及齿轮刀具技术领域,尤其是用于切削加工齿轮的刀条式组装刀具。本发明还涉及刀具的组装方法。
背景技术
齿轮切削加工刀具在进行切削时基本上绕刀具轴线转动,可简单地分为整体式刀具和组装式刀具。组装式刀具典型地具有刀具本体,刀具本体布置有一个或多个刀槽以容纳刀条式刀片,各刀片定位于刀槽中,并且用一个或多个锁紧螺钉和压块锁紧在其刀槽中。
刀条式组装式刀具要求在刀片切削刃达到一定公差范围内的刃磨精度的基础上,组装完成后的同名刀片切削刃在径向和轴向也要调整控制在一定公差范围内,同时锁紧螺钉和压块对刀条有足够的锁紧力,以防止刀具在切削加工过程中位置改变。
传统的组装式刀具在组装时需要将锁紧螺钉退至足够间隙后,方可将刀条式刀片置于其刀槽中,然后再转动锁紧螺钉进入预紧状态,调整刀条至要求精度后锁紧完成
为了方便刀具组装时刀条式刀片的精度调整,通常在刀条完全锁紧前通过锁紧螺钉、压块和弹簧施以适当的预紧力,防止刀条式刀片滑动。因此,刀条式组装式刀具组装或拆卸过程中通常可分解为三种状态,即自由状态、预紧状态(或调整状态)和锁紧状态(或完成状态)。自由状态时,刀片在刀槽中可以沿刀槽导向线方向和径向自由移动,预紧状态下刀片在刀槽中在无外力作用下保持静止不动,在受沿刀槽导向线方向的作用力下可沿刀槽导向线方向上下移动调整位置,调整到需要位置后,转动锁紧螺钉,推动压块压紧刀片即进入锁紧状态。
如CN 204470996 U公开的一种双螺钉刀条夹紧结构,其组成包括:刀盘主体、预紧螺钉、锁紧螺钉、外环压块,刀盘主体上开有放置刀片的刀槽,外环上对应每个刀槽的位置开有两个装配螺钉的螺纹孔,压块通过卡槽与锁紧螺钉相连,压块上与卡槽相对的另一面压在插入刀槽内的刀条上,预紧螺钉螺纹底部安有弹簧,弹簧另一端挤压在压块上,在锁紧螺钉锁紧之前,预紧螺钉可通过底端的弹簧先给压块一个预紧力,这样在锁紧螺钉锁紧时就避免了刀条的移动。
但是,这种夹紧结构在进行操作时,由于刀条与压块的接触面积过大,刀条上下移动时,在刀条与压块之间会产生很大的摩擦力,导致刀条插入、退出刀槽不够连续、顺畅,而且,刀条上下移动时的动作过于生涩,增加了刀条调节难度。
对此,CN 205851997 U公开了一种单螺钉预紧、夹紧铣刀条的结构,其组成包括:铣刀盘主体、铣刀条、预紧钢珠、压块、锁紧螺钉、外环,在进行组装时,预紧钢珠会提供给刀条一个预紧力,方便调刀过程中对刀条进行简单固定。
但是,这种预紧、夹紧铣刀条的结构的零部件较多,至少需要弹簧、钢球和挡圈三个部件,若铣刀条的数量为24个,则一共需要24个弹簧、24个钢球和24个挡圈,与传统刀具相比,将多出72个零散部件,组装起来十分不便,而且,由于弹簧孔需要具有一定深度,为了避开锁紧螺钉,在压块上只能处于偏上的位置,会导致预紧状态下的刀条上下受力不均,难以达到理想的预紧效果。
发明内容
本发明的目的在于提供一种具有预紧弹簧的切削刀具。该切削刀具可实现刀具组装时刀片插入刀槽即可进入预紧状态,刀片能够连续、顺畅地插入、退出刀槽,易于进行调整,而且,零部件较少,在预紧状态下,能够保证刀条处于合理的受力状态。
本发明的另一目的在于提供一种用于组装所述具有预紧弹簧的切削刀具的组装方法。
为实现上述目的,本发明提供一种具有预紧弹簧的切削刀具,包括刀具本体,所述刀具本体布置有用于容纳刀片的刀槽,所述刀具本体外缘与各所述刀槽的外壁之间开设有至少一个螺纹通孔,所述螺纹通孔内设有锁紧螺钉,所述锁紧螺钉与刀片之间设有压块并通过压块对所述刀片进行定位,所述压块与刀片受压面接触的内侧面上设有弹簧槽,所述弹簧槽内设有预紧弹簧,所述预紧弹簧自身具有与所述刀片的受压面在插入和退出方向上均以圆滑过渡的方式相接触的施压部位,在自由状态下,所述预紧弹簧的施压部位高出所述压块的内侧面,并与所述刀片的受压面之间具有间隙,在预紧状态下,所述预紧弹簧受压变形后其施压部位高出所述压块的内侧面,并与所述刀片的受压面相接触,在锁紧状态下,所述预紧弹簧受压变形后完全容纳于所述刀片受压面与所述压块的弹簧槽所形成的空间内,所述压块的内侧面与所述刀片的受压面相接触。
优选地,所述刀具本体外缘与各所述刀槽的外壁之间开设有一个螺纹通孔,所述预紧弹簧的施压部位与所述锁紧螺钉横向对位。
优选地,所述刀具本体外缘与各所述刀槽的外壁之间开设有两个螺纹通孔,各所述螺纹通孔内分别设有上锁紧螺钉和下锁紧螺钉,在竖向方向上,所述预紧弹簧的施压部位大体处于所述上锁紧螺钉和下锁紧螺钉的中间位置。
优选地,所述预紧弹簧的一端在所述弹簧槽内与所述压块固定连接。
优选地,所述预紧弹簧的两端在所述弹簧槽内与所述压块固定连接。
优选地,所述弹簧槽内设有卡接部位,所述预紧弹簧的两端卡接于所述弹簧槽的卡接部位。
优选地,所述卡接部位为形成在所述弹簧槽上下两端的卡接槽,所述预紧弹簧的两端形成有卡接头,所述卡接头依靠所述预紧弹簧的两端向中间变形后的回弹卡接于所述卡接槽。
优选地,所述预紧弹簧为弓形弹簧、波形弹簧、片簧或钢丝弹簧,其相对于所述压块的内侧面侧向凸起的部位形成用于与所述刀片的受压面相接触的施压部位。
为实现上述另一目的,本发明提供一种具有预紧弹簧的切削刀具的组装方法,用于组装上述任一项所述的切削刀具,包括:
将至少一个所述锁紧螺钉通过第一扭矩转动以向内推动所述压块前进,由所述压块带动所述预紧弹簧与所述刀片的受压面面接触;
在前进到所述压块的内侧面与所述刀条的受压面接触前,调整所述预紧弹簧的压缩量,使其产生的预紧力能够防止所述刀片在无外力作用下沿所述刀槽的导向线方向滑动,同时所述刀片在受沿刀槽导向线方向的作用力下能够上下调整位置;
在所述压块前进到内侧面与所述刀条的受压面接触后,通过第二扭矩转动所述锁紧螺钉,调节所述压块与预紧弹簧对所述刀片的锁紧力。
进一步地,将至少一个所述锁紧螺钉通过第三扭矩反向转动向外退出,以调节锁紧力、预紧力、或松开所述刀片,所述第三扭矩大于所述第二扭矩。
本发明所提供的切削刀具,通过带有预紧弹簧的压块和锁紧螺钉对刀片进行预紧,可以实现刀具在组装时刀片插入刀槽即可进入预紧状态,单手操作也能完成,有利于提高装刀效率,其预紧力可以通过调整预紧弹簧的变形量控制,便于刀片位置调整,而且,由于预紧弹簧的施压部位以相切的方式与刀片相接触,刀片能够连续、顺畅地插入、退出刀槽,易于进行调整。此外,施压部位是由预紧弹簧自身构造形成的,不需要额外加装其他零部件,结构简单、易于组装,弹簧槽与弹簧孔相比,深度较浅,可以设置在理想的位置,从而在预紧状态下,能够保证刀条处于更为合理的受力状态。
本发明所提供的组装方法用于组装上述具有预紧弹簧的切削刀具,由于所述切削刀具具有上述技术效果,则用于组装该切削刀具的组装方法也应具有相应的技术效果。
附图说明
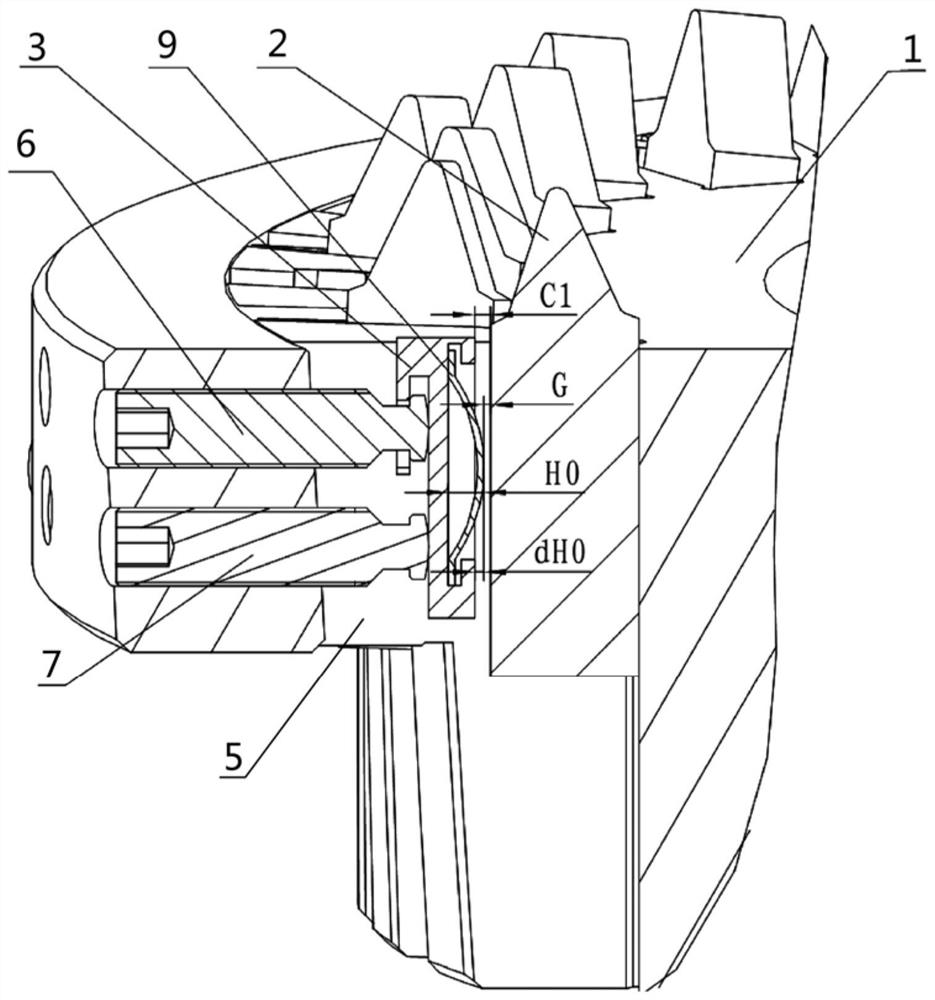
图1是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于自由状态时的剖视图;
图2是图1中设有弓形弹簧的压块的轴侧图;
图3是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于预紧状态时的剖视图;
图4是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于锁紧状态时的剖视图;
图5是本发明实施例公开的一种具有预紧弹簧的切削刀具在组装时,刀条插入刀槽即到达预紧状态的剖视图。
图中:
1.刀具本体 2.刀片 3.压块 5.刀槽 6.上锁紧螺钉 7.下锁紧螺钉 8.弹簧槽81.卡接槽 9.弓形弹簧 91.卡接头
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
在本文中,“上、下、左、右”等用语是基于附图所示的位置关系而确立的,根据附图的不同,相应的位置关系也有可能随之发生变化,说明书文字有对方向定义的部分,优先采用文字定义的方向,因此,并不能将其理解为对保护范围的绝对限定;而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
请参考图1、图2,图1是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于自由状态时的剖视图;图2是图1中设有弓形弹簧的压块的轴侧图。
如图所示,在一种具体实施例中,本发明所提供的具有预紧弹簧的切削刀具主要由刀具本体1、若干数量的刀片2、压块3以及锁紧螺钉等组成,其中,刀具本体1呈圆盘形,其上设有上下贯通且环形分布的刀槽5,以容纳和固定刀片2,刀具本体1外缘与各刀槽5的外壁之间分别开设有两个螺纹通孔,螺纹通孔内设有上锁紧螺钉6和下锁紧螺钉7,上锁紧螺钉6和下锁紧螺钉7与刀片2之间设有压块3,并通过压块3对刀片2进行定位。
为了在组装过程中能够使刀片2处于预紧状态,在压块3与刀片2受压面接触的内侧面上设有大体呈矩形的弹簧槽8,弹簧槽8内设有弓形弹簧9,弹簧槽8的上下两端分别形成有卡接槽81,弓形弹簧9的两端折弯后形成有卡接头91,卡接头91依靠弓形弹簧9的两端向中间变形后的回弹卡接在卡接槽81中,其相对于压块3的内侧面侧向凸起的部位形成用于与刀片2的受压面相接触的施压部位,在竖向方向上,弓形弹簧9的施压部位大体处于上锁紧螺钉6和下锁紧螺钉7的中间位置。
由于弓形弹簧9侧向凸起的部位呈弧形,因此其与刀片2的受压面在插入和退出方向上均以相切的方式相接触,在自由状态下,弓形弹簧9的施压部位高出压块3的内侧面,并与刀片2的受压面之间具有间隙,在预紧状态下,弓形弹簧9受压变形后其施压部位依然高出压块3的内侧面,并与刀片2的受压面相接触,在锁紧状态下,弓形弹簧9受压变形后能够完全容纳于刀片2受压面与压块3的弹簧槽8所形成的空间内,此时,压块3的内侧面与刀片2的受压面相接触。
当然,在其他实施例中,刀具本体1外缘与各刀槽5的外壁之间也可以仅开设一个螺纹通孔,在仅有一个锁紧螺钉的情况下,弓形弹簧9的施压部位可以与锁紧螺钉横向对位。
下面对切削刀具处于不同状态时的工作机制进行更为详细的说明。
请一并参考图3、图4,图3是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于预紧状态时的剖视图;图4是本发明实施例公开的一种具有预紧弹簧的切削刀具在处于锁紧状态时的剖视图。
如图所示,在自由状态下,设弓形弹簧9的高度为H0,弓形弹簧9高出压块3表面的高度为dH0,弓形弹簧9与刀条式刀片2间的距离为G,刀条式刀片2与压块3配合面间的间隙距离为C1,刀条式刀片2在刀槽5中可以沿刀槽5导向线方向和径向自由移动。
转动上锁紧螺钉6向内前进推动压块3,压块3带动弓形弹簧9逐渐靠近刀片2,弓形弹簧9与刀片2间的距离为G=0时彼此接触,之后,继续转动上锁紧螺钉6向内前进就会压缩弓形弹簧9产生预紧力,进入预紧状态。
弓形弹簧9受压变形后的高度为H2,变形量为H0-H2,假设弓形弹簧9的弹性系数为K,那么预紧力的大小为
F=K(H0-H2) (EQ-1)
刀片2与压块3配合面间的间隙距离为C 2,结合图1有下式成立
H0-H2=dH0-C 2 (EQ-2)
即:通过改变C 2可以调整弓形弹簧9的变形量H0-H2,进而改变预紧力的大小F。通过转动上锁紧螺钉6可以调整C 2,其值在0与dH0之间,那么弓形弹簧9变形可以提供的预紧力F在0到K*dH0之间。
根据静力学原理,假设刀片2与弓形弹簧9和刀槽5内侧面间的摩擦系数为μ,那么预紧力F提供的摩擦阻力为
f=μF (EQ-3)
当摩擦阻力f大于刀片2因重力引起的运动趋势方向的分力时,预紧状态下刀片2在刀槽5中在无外力作用下保持静止不动,同时,在受沿刀槽5导向线方向的作用力下刀片2可沿刀槽5导向线方向移动以调整位置。
明显地,刀片2在刀槽5中在无外力作用下动与不动存在一个临界状态,即当预紧力F一旦小于最小预紧力Fmin时刀片2在刀槽5中就不能保持静止不动。
根据式(EQ-1)和式(EQ-2)有
K(H0-H2)=K(dH0-C 2)≥Fmin (EQ-4)
这就是刀片2的预紧条件,也是弓形弹簧9和整个预紧装置的设计条件,最小预紧力Fmin可以通过试验确定。
在预紧状态下,将刀片2调整到要求位置,转动上锁紧螺钉6推动压块3与刀片2对应侧面接触(即C2=0)时,即将进入锁紧状态。
转动上锁紧螺钉6推动压块3与刀片2对应侧面接触后,先以较大的扭矩转动上锁紧螺钉锁紧6,然后轻松转动下锁紧螺钉7与压块3接触后,以较大的扭矩转动下锁紧螺钉7锁紧,以更大的扭矩交替转动上、下锁紧螺钉锁紧刀片2。刀片锁紧力最终由上锁紧螺钉6和下锁紧螺钉7的锁紧扭矩确定。
刀片锁紧力需满足刀片2一个刃磨周期内锁紧螺钉仍足够牢靠,所述刃磨周期是指刀片2一次刃磨后组装的刀具切削加工合格的齿轮工件的数量。刀具切削加工一定数量的齿轮工件后刀片2切削刃磨损导致几何尺寸超差,刃口变钝不再锋利,刀片2需要拆卸后重新刃磨。
拆卸刀片2时,首先反向转动下锁紧螺钉7退出使其与压块分离,然后再反向转动上锁紧螺钉6退出,在弓形弹簧9的反作用下推动压块3与刀片2分离,弓形弹簧9与刀片2仍然接触进入预紧状态,如果满足刀片预紧条件,刀片2在刀槽5中在无外力作用下保持静止不动,但可以顺着刀槽5导向线方向抽出。
请继续参考图5,图5是本发明实施例公开的一种具有预紧弹簧的切削刀具在组装时,刀条插入刀槽即到达预紧状态的剖视图。
如图所示,刀片2与压块3配合面间的间隙距离为C0,将刀片2楔入压缩弓形弹簧9,弓形弹簧9的变形量为dH1,且dH1=dH0-C0,如果满足刀片预紧条件,即K*dH1≥Fmin,那么刀片2插入刀槽5压缩弓形弹簧9即可进入预紧状态。
因此,如果拆卸刀片2时满足刀片预紧条件抽出刀片2,在不转动上、下锁紧螺钉的情况下,再次组装重新刃磨的刀2片,刀片2插入刀槽5压缩弓形弹9簧即可进入预紧状态,只需单手操作就能完成。
上述实施例仅是本发明的优选方案,具体并不局限于此,在此基础上可根据实际需要作出具有针对性的调整,从而得到不同的实施方式。例如,除了弓形弹簧9,还可以采用波形弹簧、单个片簧、两个片簧或钢丝弹簧来作为预紧弹簧,若采用片簧,则片簧可以一端在弹簧槽内与压块固定连接或卡接,等等。由于可能实现的方式较多,这里就不再一一举例说明。
本发明通过带有预紧弹簧的压块3和锁紧螺钉对刀片2进行预紧,可以实现刀具在组装时刀片2插入刀槽5即可进入预紧状态,单手操作也能完成,有利于提高装刀效率,其预紧力可以通过调整预紧弹簧的变形量控制,便于刀片2位置调整,锁紧状态下的刀片锁紧力最终由锁紧螺钉锁紧扭矩确定,而且,由于预紧弹簧的施压部位以相切的方式与刀片2相接触,刀片2能够连续、顺畅地插入、退出刀槽5,易于进行调整。
此外,施压部位是由预紧弹簧自身构造形成的,不需要额外加装钢球、挡圈等其他零部件,结构简单、易于组装,弹簧槽8与弹簧孔相比,深度相对较浅,可以设置在理想的位置,从而在预紧状态下,能够保证刀条2处于更为合理的受力状态。
除了上述具有预紧弹簧的切削刀具,本发明还提供一种用于组装上述切削刀具的组装方法,包括:
将上锁紧螺钉6通过第一扭矩转动以向内推动压块3前进,由压块3带动弓形弹簧9与刀片2的受压面面接触。
在前进到压块3的内侧面与刀条2的受压面接触前,调整弓形弹簧9的压缩量,使其产生的预紧力能够防止刀片2在无外力作用下沿刀槽5的导向线方向滑动,同时刀片2在受沿刀槽导向线方向的作用力下能够上下调整位置。
在压块3前进到内侧面与刀条2的受压面接触后,通过第二扭矩转动上锁紧螺钉6,调节压块3与弓形弹簧9对刀片2的锁紧力。
在调节锁紧力、预紧力、或松开刀2片时,首先通过第三扭矩反向转动下锁紧螺钉7使其向外退出,第三扭矩大于第二扭矩,然后再反向转动上锁紧螺钉6退出。
以上对本发明所提供的具有预紧弹簧的切削刀具及其组装方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
- 具有预紧弹簧的切削刀具及其组装方法
- 具有锁定弹簧的切削刀具