一种芯厚逐渐增大的不等螺旋角立铣刀
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种机械设计及制造领域,具体而言,它涉及一种芯厚逐渐增大的不等螺旋角立铣刀。
背景技术
作为现代先进机械制造技术之一的高速铣削加工,具有效率高,成本低的特点。随着高速切削技术的发展,这项技术被广泛运用于航空航天和模具设计等领域。但是高速铣削是一个非常复杂的切削过程,随着机床转速的逐渐提高,刀具的刚性、加工效率和刀具的动平衡问题就显得非常的重要。因此,立铣刀作为最常见的高速刀具,为了能满足高速加工的要求,研制出精度和工作效率高的立铣刀具有重要的意义。
传统的立铣刀多采用对称式结构,即所有的切削刃具有相同的几何形状,且两条相邻切削刃之间的距离也是相等的,在这种情况下,切削刃会产生速度相同的铣削力脉冲,导致机械加工系统出现共振,减少了刀具的寿命和降低了被加工物体的表面质量。与传统立铣刀相比,不等螺旋角立铣刀至少有两条切削刃不均匀分布,这种有区别的分布导致所有的切削刃产生频率不同的脉冲信号,在一定程度上减小了刀具的颤振。但是,由于不等螺旋角立铣刀的螺旋角互不相等,刀具为不对称结构,因此刀具结构存在着一定的偏心质量,即刀具达不到切削动平衡的要求。所以,有必要对不等螺旋角立铣刀的结构做出改进,达到减小偏心量,改善刀具动平衡性能的要求。
发明内容
针对上述存在的问题,本发明的目的在于设计一种立铣刀,通过使立铣刀的芯厚即螺旋槽深度逐渐增大,达到改进刀体结构,减小刀具的质量偏心量的目的,以提高立铣刀的寿命和被加工物体的表面质量。
为达到上述的目的,本发明采用以下技术方案:
所述一种不等螺旋角立铣刀,包括柄部和刃部,刃部包括多个螺旋槽、主切削刃和副切削刃,主切削刃分布在圆柱面上,副切削刃分布在端面上。不等螺旋角立铣刀芯厚即螺旋槽深度从端面一端的方向向柄部一端的方向逐渐增大。
所述一种不等螺旋角立铣刀,刀齿的数量为3,端面相邻两个刀齿之间的夹角为120°,三个刀齿在铣刀的端面上均匀分布,铣刀的端面的三条副切削刃的宽度r
所述一种不等螺旋角立铣刀,三条主切削刃的第一后角α
所述一种不等螺旋角立铣刀,所述铣刀的刃部的长度H
所述一种不等螺旋角立铣刀,三条螺旋切削刃1、2、3与中心轴线的夹角β
所述一种不等螺旋角立铣刀,刀柄的外径为20mm,芯厚由主切削刃靠近端面向靠近刀柄的方向逐渐增大,最小芯厚为刀柄外径的50%,最大芯厚为刀柄外径的70%。
本发明立铣刀的有益效果:首先,立铣刀的螺旋角为40°,41°,42°,属于螺旋角较大的铣刀,立铣刀的螺旋角越大,主切削刃和被加工物体接触的长度就越长,在这种情况下,不仅主切削刃每单位长度所受的铣削力降低,而且工件表面的平面度和垂直度公差值减小,提高了刀具的寿命和工件的表面精度。其次,立铣刀的芯厚由靠近端面向靠近刀柄的方向逐渐增大,螺旋槽截面积增大,从而改进了刀具的结构,降低了立铣刀由于螺旋角不等的不对称性而引起的偏心量,减小了刀具在高速切削加工时的颤振,提高了切削加工的效率和质量。
附图说明
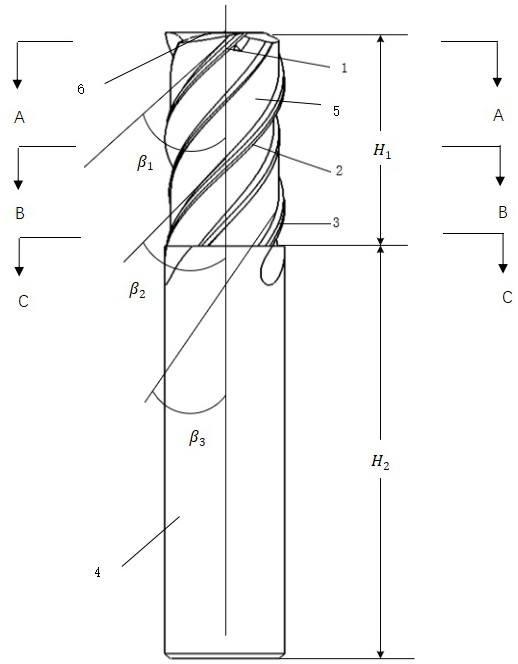
图1是本发明立铣刀的整体结构示意图。
图2是本发明立铣刀的A-A、B-B、C-C剖面示意图。
图3是本发明立铣刀的芯厚从端面向刀柄的方向呈增大变化的示意图。
图4是本发明立铣刀的端面结构示意图。
图中各个标号表示:第一主切削刃1、第二主切削刃2、第三主切削刃3、柄部4、螺旋槽5、副切削刃6、第一主切削刃的螺旋角β
具体实施方式
下面结合实施例和附图对本发明立铣刀作进一步的详细说明。
本发明的实施例:运用本发明的一种改进立铣刀结构的方法生产制造立铣刀时,通过使不等螺旋角立铣刀的芯厚即螺旋槽深度从端面一端的方向向柄部一端的方向逐渐增大,在这种情况下,螺旋槽截面积增大,减小了刀具的偏心量,从而刀具的刚性提高,抵抗变形的能力增强,保证了被加工物体的表面质量和提高了刀具的寿命。本发明设计的立铣刀适用于铣削加工钛合金薄壁件和淬硬钢工件的表面。
按照上述方法设计的一种芯厚逐渐增大的不等螺旋角立铣刀的结构示意图如图1至图4所示,本发明立铣刀包括柄部4和刃部,所述刃部包括多个螺旋槽5、主切削刃1、2、3和副切削刃6,主切削刃1、2、3分布在圆柱面上,副切削刃6分布在端面上,多个螺旋槽5从端面向刀柄的方向延伸,立铣刀刀齿的数量为3,端面相邻两个刀齿之间的夹角为120
本发明的立铣刀用于高速铣削,在一般情况下,高速铣削比普通铣削速度高出很多倍,在这种条件下,要想获得工件的预期的被加工表面和提高刀具的寿命,必须选择合适的刀具材料,普通的高速钢已经难以满足加工的需要,故本发明的刀体材料选用钨钢,钨钢属于硬质合金材料,具有硬度高,高强度,耐腐蚀,耐磨性好的特点。
工作原理:本发明的立铣刀主要用于加工钛合金薄壁件的表面,三条主切削刃1、2、3的螺旋角β
相比于传统的芯厚不变的立铣刀,本发明的立铣刀的芯厚呈增大的趋势,且芯厚变化的范围在刀柄直径的50%至70%之间,当立铣刀高速加工工件表面时,因为立铣刀端面附近的芯厚较小,故刀体容纳排屑的能力较强,此时排屑不容易堵塞,随着切削加工的进行,排屑沿着螺旋槽5排出,芯厚逐渐增大,螺旋槽的截面积增大,改进了刀体的不对称的结构,增加了刀具的刚性。通过三维建模软件solidworks的质量属性功能,测量得到该发明的立铣刀的重心即质心X=-0.011mm,Y=-0.0026mm,通过偏心量的计算公式得出刀体的偏心量为0.0113mm,偏心量非常小,接近于0,可认为达到了刀具切削动平衡的要求,由此提高了加工效率和加工精度。
- 一种芯厚逐渐增大的不等螺旋角立铣刀
- 一种不等螺旋角立铣刀