坐便器胚体的制作方法及坐便器胚体
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种坐便器胚体的制作方法以及一种由这种制作方法制作出的坐便器胚体。
背景技术
随着卫浴行业的不断发展以及人们对于生活质量的追求不断提高,坐便器已经成为了不可或缺的必需品。在如此巨大的市场需求下,提高坐便器胚体的生产效率以及提升产品质量是目前坐便器研发的重中之重。
传统的坐便器胚体通过在模具中整体注浆来完成,但采用这种传统方式制作坐便器胚体时间长、效率低,且作业劳动强度大,自动化程度低,模具清理也较困难。为了解决上述问题,现有技术中目前多采用分体结构的坐便器胚体(也称马桶精坯)的生产方法。
在目前的坐便器胚体的分体制作工艺中,坐便器胚体通常分成至少五个胚体一起形成坐便器胚体,然后放进烧制设备中烧制成坐便器陶瓷体。由于胚体的结构与生产工艺限制,存在流程繁琐,效率不高的问题,并且由相关技术形成的坐便器胚体的结构强度不够。此外,由于坐便器胚体是分成了至少五个部分,所采用的模具的数量也相应至少要五个或五个以上,加工成本也较高,不利于大规模生产。
此外,目前还存在将坐便器胚体由三部分、即座圈胚体、内胆胚体、外壳胚体粘结而成的工艺,以减少所采用的模具数量和粘结工序。但现有技术的坐便器胚体制作方法仍然有在粘结时由于操作不可避免会导致定位困难,从而导致难以满足高精度的胚体要求,并且仍存在由于操作人员与脆弱的胚体接触而导致的废品率居高不下等问题。
为此,在坐便器胚体制作的技术领域中始终存在对以较低成本来生产高精度胚体且同时还能降低泥胚报废率的需求。
发明内容
为了解决上述问题,本发明提供一种坐便器胚体的制作方法,该制作方法包括:注浆步骤:分别在彼此独立的座圈模具、内胆模具和大身模具内注浆,以生产座圈胚体、内胆胚体和大身胚体;第一脱模步骤:将大身模具的一部分从大身胚体上脱模,以露出大身胚体的粘结面;将内胆模具的一部分从内胆胚体上脱模,以露出内胆胚体的第一粘结面;将座圈模具的一部分从座圈胚体上脱模,以露出座圈胚体的粘结面;第一粘结步骤:将内胆模具放置于大身模具上,以使内胆胚体的第一粘结面与大身胚体的粘结面彼此粘结;第二脱模步骤:将内胆模具的另一部分从内胆胚体上脱模,以露出内胆胚体的第二粘结面;第二粘结步骤:将座圈模具放置于内胆模具上,以使座圈胚体的粘结面与内胆胚体的第二粘结面彼此粘结;第三脱模步骤:将座圈模具、内胆模具和大身模具中的尚未脱模部分从粘结好的坐便器胚体上脱模,其中,第一脱模步骤中的各子步骤能以任意次序执行,并且在执行第一脱模步骤之后,依次执行第一粘结步骤、第二脱模步骤、第二粘结步骤和第三脱模步骤。
通过在带有部分模具的情况下使各个胚体之间粘结,能允许操作人员在粘结过程中对胚体的接触减少,从而降低因接触导致的胚体报废率。此外,由于粘结时胚体并未完全脱模,因此还能利用剩余的部分模具来实现胚体之间的精准定位,提高粘结效果,降低返工率。
优选的是,在第一脱模步骤中,可以将大身模具的上模从大身胚体上脱模,将内胆模具中的底模从内胆胚体上脱模,以及可以将座圈模具中的底模从座圈胚体上脱模。
通过在第一脱模步骤中仅脱去大身模具的上模、内胆模具和座圈模具的底模,容易使待粘结的各胚体粘结面彼此面对,从而便于后续粘结工艺的操作。
有利地,第三脱模步骤可以包括:将座圈模具中的上模从座圈胚体上脱模;将大身模具中的其余模具从大身胚体上脱模。
在第三脱模步骤中,可以实现在两个子步骤之间(如果它们存在先后次序,也可以不存在)附加其它工艺步骤,以提高制作坐便器胚体的灵活度。特别是,如果将大身模具的最终脱模放在最后,则可以确保胚体的整体稳定性,提高产品的成品率。
更优选的是,在第一粘结步骤中,在使内胆胚体与大身胚体彼此粘结之前,可以利用内胆模具中未脱模的部分与大身模具中未脱模的部分来定位内胆胚体与大身胚体之间的相对位置。
借助内胆模具和大身模具来定位内胆胚体和大身胚体,则有利于精确定位二者,从而有利于粘结工艺的可靠性。
更优选的是,在第二粘结步骤中,在使内胆胚体与座圈胚体彼此粘结之前,可以利用座圈模具中未脱模的部分与大身模具中未脱模的部分来定位内胆胚体与座圈胚体之间的相对位置。
借助座圈模具和大身模具来定位座圈胚体和(已与大身胚体粘结好的)内胆胚体,则有利于精确定位座圈胚体和内胆胚体,从而有利于粘结工艺的可靠性。
在特别有利的实施例中,大身模具至少包括上模和侧模,在第一粘结步骤和第二粘结步骤中,可以利用大身模具的侧模来定位内胆胚体与大身胚体之间的相对位置以及内胆胚体与座圈胚体之间的相对位置。
通过使大身模具包括侧模,可以方便地提供用于定位的模具位置,例如朝向顶上的平面,从而有利于各个胚体之间粘结时的相对定位精度。
尤其是,在大身模具的侧模上可以设有第一定位结构,而在内胆模具的上模上和在座圈模具的上模上可以分别设有能与第一定位结构形状配合的第二定位结构和第三定位结构。
借助各个定位结构之间的形状匹配的接合或卡合,容易实现胚体在粘结时的精确定位,从而提高坐便器胚体的制作质量。
例如,第一定位结构可以包括至少一个定位孔,而第二定位结构和第三定位结构可以包括与至少一个定位孔对应的至少一个定位爪。
通过简单的孔爪式配合,可以简化模具的设计,但同时又能提高定位精度,减少操作人员的失误操作。
优选地,在第三脱模步骤的各子步骤之间,可以对坐便器胚体进行打孔。
在脱去大身模具的未脱模部分之前,通过增加附加工艺步骤来提高坐便器胚体的制作灵活度,以满足各种不同的用户需求。
最后,本发明还涉及一种坐便器胚体,坐便器胚体通过前述中的任一项制作方法制成。
附图说明
应注意参考的附图并非都按比例绘制,而是可扩大来说明本发明的各方面,且在这方面,附图不应被解释为限制性的。
图1A示例性示出根据本发明的一个实施例的座圈胚体的立体图;
图1B示例性示出根据本发明的一个实施例的内胆胚体的立体图;
图1C示例性示出根据本发明的一个实施例的大身胚体的立体图;
图2A示例性示出根据本发明的一个实施例的座圈模具的立体图,其中座圈模具的各模具部分闭合在一起;
图2B示例性示出根据本发明的一个实施例的内胆模具的立体图,其中内胆模具的各模具部分闭合在一起;
图2C示例性示出根据本发明的一个实施例的大身模具的立体图,其中大身模具的上下左右的四个模具部分闭合在一起;
图3A示例性示出根据本发明的一个实施例的座圈模具的立体图,其中座圈模具的各模具部分打开;
图3B示例性示出根据本发明的一个实施例的内胆模具的立体图,其中内胆模具的各模具部分打开;
图3C示例性示出根据本发明的一个实施例的大身模具的立体图,其中大身模具的各模具部分打开;
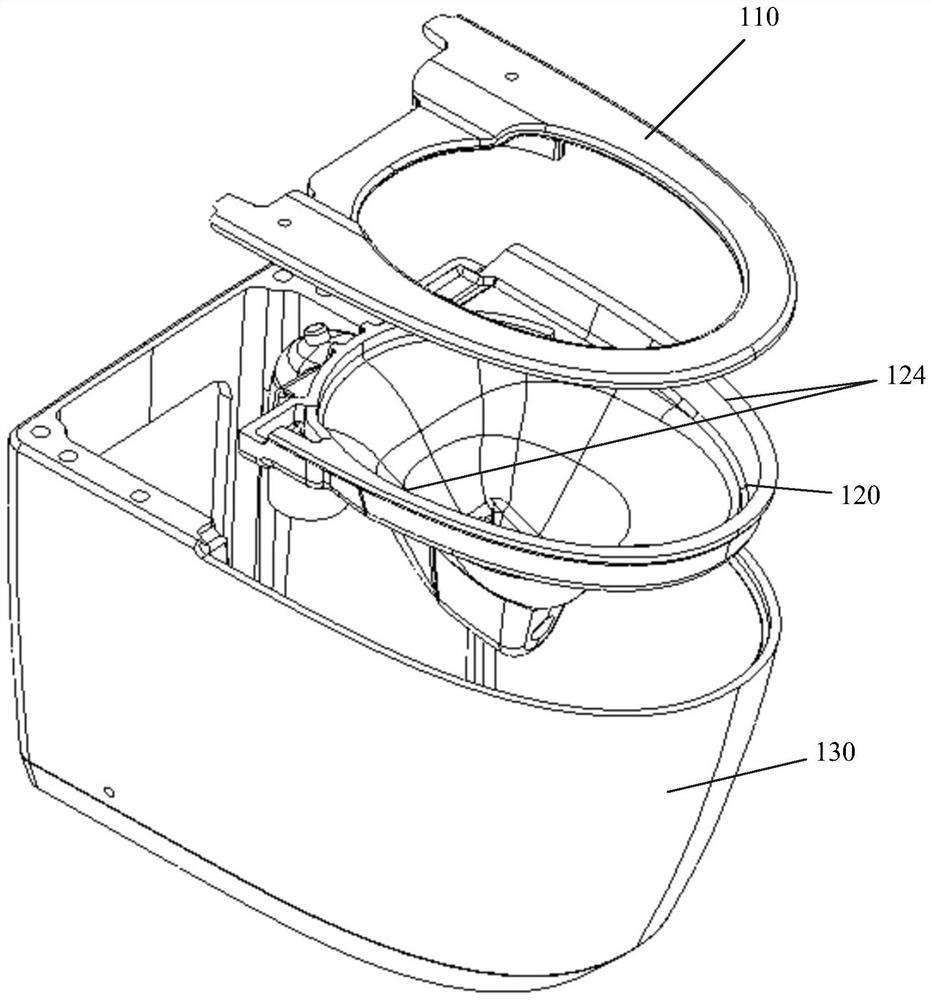
图4示例性示出根据本发明的一个实施例的坐便器胚体的分解立体图,其中示出了座圈胚体、内胆胚体和大身胚体之间的相对位置关系;
图5A示例性示出根据本发明的一个实施例的带有座圈模具的座圈胚体的仰视立体图,其中示出了座圈胚体的粘结面;
图5B示例性示出根据本发明的一个实施例的带有内胆模具的内胆胚体的仰视立体图,其中示出了内胆胚体的第一粘结面;
图5C示例性示出根据本发明的一个实施例的带有大身模具的大身胚体的俯视立体图,其中示出了大身胚体的粘结面;
图6A示例性示出根据本发明的一个实施例的座圈模具的另一角度的仰视立体图,其中示出了第三定位结构;
图6B示例性示出根据本发明的一个实施例的大身模具的上模的立体图,其中示出了第四定位结构;
图6C示例性示出根据本发明的一个实施例的大身模具的左、右模的立体图,其中示出了第一定位结构。
附图标记列表:
110 座圈胚体;
112 (座圈胚体的)粘结面;
120 内胆胚体;
122 (内胆胚体的)第一粘结面;
124 (内胆胚体的)第二粘结面;
130 大身胚体;
132 (大身胚体的)粘结面;
210 座圈模具;
212 (座圈模具的)上模;
214 (座圈模具的)底模;
216 第三定位结构;
220 内胆模具;
222 (内胆模具的)上模;
224 (内胆模具的)底模;
226 第二定位结构;
230 大身模具;
231 (大身模具的)上模;
232 (大身模具的)左模;
233 (大身模具的)右模;
234 (大身模具的)底模;
236 第一定位结构;
238 第四定位结构。
具体实施方式
除非另作定义,本发明中使用的技术术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。除非在本发明中明确指出步骤存在先后次序,否则本文中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。此外,术语“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
在本发明中,术语“坐便器”是指用于冲厕的整个清洁设备,例如包括具有纳污槽的座体、坐便器便盖(可以是电子便盖、即智能便盖,但也可以是传统便盖)、用于坐便器的各种管路、电线、接头、配件等。可以理解到,由本发明的坐便器胚体最终制成的坐便器本身也是涵盖各种类型的,例如智能坐便器、虹吸式坐便器、各种类型传统的坐便器均在本发明的范围内。
借助本发明的制作方法制作而成的坐便器胚体通常并不是指前述坐便器的成品,而是通常是已经粘结成一个完整(即,包含座体和座圈)的坐便器胚体,这种坐便器胚体需经过后续精加工和装配等工序才能成为坐便器的成品。
总体来说,本发明采用分离式三胚体结构,这能够降低模具结构设计的难度,便于生产加工和成本节约。通过将大身胚体130(即,坐便器座体的前体)、内胆胚体120(坐便器内胆的前体)以及座圈胚体110(坐便器座圈的前体)分开各自独立成型(参见图1A-1C和图4),可以有效减小(例如,陶瓷)产品的空腔结构,有效减小产品在生产过程中的变形,从而提高产品的强度和生产效率。此外,分离式三胚体模具结构更简化,可以有效提高加工效率,降低操作难度,减少胚体制作过程中的人为误操作。另外,在本发明中,由于采用分离式三胚体结构,大身胚体130的造型可以有相当的变化灵活度,以满足各种不同的坐便器外观需求。
为此,本发明提供用于制作坐便器胚体的三类模具,即座圈模具210、内胆模具220和大身模具230(例如,可参见图2A-2C)。如何形成模具本身并不是本发明的重点,但无论如何这些模具本身具备能使胚体成型的结构和硬度,例如包括浇注道、气道、分型面、拔模角等等本领域技术人员所熟知的模具要素。
有利地,座圈模具210、内胆模具220和大身模具230可以为非一体式模具。在如图2A-2C和图3A-3C中所示的优选实施例中,座圈模具210可为上下两开模,即分别包括上模212和底模214,内胆模具220也可为上下两开模,即分别包括上模222和底模224,而大身模具230为四开模,即包括上模231、底模234、左模232和右模233。但可以充分理解到,这些模具也不一定如图中所示那样分为各个子模具部分。例如,大身模具230也可以是两开模,即包括上模和底模,或者也可以是三开模,即包括上模、底模和侧模(一体式侧模未在图中示出)。由于座圈模具210、内胆模具220和大身模具230分别包括多个子模具部分,因而解决了传统的用于坐便器胚体的模具占地面积大、出坯效率低、修坯粉尘大以及模具成本高等问题。
优选地,将座圈模具210、内胆模具220和大身模具230组装好放置于生产线上进行注浆。但注浆也可以单独、依次进行,这取决于现有的生产线的自动化程度而定。通过分别在彼此独立的座圈模具210、内胆模具220和大身模具230内进行注浆,以生产座圈胚体110、内胆胚体120和大身胚体130。待注浆完成,模具中的泥胚成型后,开始进行脱模。由于注浆工艺在本发明中不是重点,在此不再详述。
首先,执行第一脱模步骤(在此,“第一”涉及脱模步骤的次序)。第一脱模步骤可以包括多个子步骤,例如将大身模具230的一部分从大身胚体130上脱模,以露出大身胚体130的粘结面132;将内胆模具220的一部分从内胆胚体120上脱模,以露出内胆胚体120的第一粘结面122(例如,可参见图5A-5C);将座圈模具210的一部分从座圈胚体110上脱模,以露出座圈胚体110的粘结面112等。可以理解到,这些子步骤能以上述次序依次执行,但也能以其他任何次序执行,甚至这些子步骤也可以同时执行或同时完成,而不影响后续工艺。
由于座圈模具210、内胆模具220和大身模具230本身包括多个子模具部分,因而上面提及的“模具的一部分”是指脱去座圈模具210、内胆模具220和大身模具230的各自多个子模具部分中的至少一个。在一些优选的实施例中,可以将大身模具230的上模231从大身胚体130上脱模(在图5C中示出仅脱去了上模231的大身胚体130),将内胆模具220中的底模224从内胆胚体120上脱模(在图5B中示出仅脱去了底模224的内胆胚体120),以及将座圈模具210中的底模214从座圈胚体110上脱模(在图5A中示出仅脱去了底模214的座圈胚体110)。
在此,术语“粘结面”是指胚体上可供涂抹粘结物质、例如粘结泥的表面。优选地,粘结面包括至少一部分平坦的表面,尤其是全部均为平面,以便于形成、贴合、粘结。但粘结面为曲面、或者是包含台阶的多个平面也在本发明的保护范围之内,这可视坐便器的尺寸、类型和成品结构等因素而定。
在优选的实施例中,大身胚体130的粘结面132位于大身胚体130的顶部(参见图5C),即被大身模具230的上模231覆盖的部分上;内胆胚体120的第一粘结面122位于内胆胚体120的底部(参见图5B),即被内胆模具220的底模224覆盖的部分上,而其第二粘结面124则位于内胆胚体120的顶部(参见图4),即被内胆模具220的上模222所覆盖的部分上;座圈胚体110的粘结面112位于座圈胚体110的底部(参见图5A),即被座圈模具210的底模214覆盖的部分上。但粘结面的位置远不限于图中所示出的位置,例如也可以朝向坐便器胚体的中心内部定向。
待上述座圈胚体110、内胆胚体120和大身胚体130分别达到一定的硬度之后,在座圈胚体110、内胆胚体120和大身胚体130仍带有部分模具(即,仅部分脱模,各自均未完全脱模)的情况下进行下一道工序:第一粘结步骤(在此,“第一”涉及粘结步骤的次序)。
在第一粘结步骤中,使得内胆胚体120的第一粘结面122与大身胚体130的粘结面132彼此粘结。例如,通过使内胆胚体120的第一粘结面122与大身胚体130的粘结面132彼此面并且在彼此面对的粘结面上涂抹粘结物质、例如粘结泥来实现该步骤。在优选的实施例中,可以将内胆模具220放置于大身模具230上,以促进内胆胚体120的第一粘结面122与大身胚体130的粘结面132彼此粘结。在此,“内胆模具220”和“大身模具230”均是指移除了一部分(例如,内胆模具220的底模224和大身模具230的上模231)的模具,而不是指完整的原始模具。
特别有利的是,在内胆胚体120的第一粘结面122和大身胚体130的粘结面132上分别涂抹粘结物质之后,可以将内胆模具220的未脱模部分(例如,内胆模具220的上模222)放置于大身模具230的未脱模部分上(例如,大身模具230的左模232和右模233),以使得可以利用内胆模具220的未脱模部分与大身模具230的未脱模部分进行良好定位(定位方式将在下文详述)。此时,胚体仍各自保持在这些模具的未脱模部分中(即,所谓的带模具粘结)。
在第一粘结步骤完成后,内胆胚体120和大身胚体130已经彼此粘结好。然后,执行第二脱模步骤(在此,“第二”涉及脱模步骤的次序):将内胆模具220的另一部分从内胆胚体120上脱模,以露出内胆胚体120的第二粘结面124(例如,在图4中示出)。
优选的是,内胆模具220的另一部分可以是内胆模具220中的上模222(参见图5B),这表示内胆胚体120的第二粘结面124可以位于顶部处。尤其是,内胆胚体120的第二粘结面124可以与第一粘结面122大致相对布置。但在内胆模具220为多开模的情况下也可以是其他模具部分,这视将与座圈胚体110粘结的内胆胚体120的第二粘结面124位置而定。优选的是,在完成第二脱模步骤之后,内胆胚体120上已经没有任何模具部分了,即内胆胚体120已经完全从模具中脱模了。但也可以设想内胆胚体120上还保持有一个或多个模具部分,尤其是当内胆模具220为四开模时。
当完成第二脱模步骤后,尤其是当内胆胚体120已经完全从模具中脱模时,可以将多余的、例如从外部可触及的粘结物质去除或者进行其它清理工作。
在第二脱模步骤之后,可以执行第二粘结步骤(在此,“第二”涉及粘结步骤的次序):使座圈胚体110的粘结面112与内胆胚体120的第二粘结面124彼此粘结。在优选的实施例中,可以将座圈模具210放置于大身模具230上,以促进座圈胚体110的粘结面112与大身胚体130的粘结面132彼此粘结。在此,“座圈模具210”和“大身模具230”均是指移除了一部分(例如,座圈模具210的底模214和大身模具230的上模231)的模具,而不是指完整的原始模具。优选的是,座圈胚体110的粘结面112位于其底面上,而内胆胚体120的第二粘结面124位于其顶面上。
特别有利的是,在内胆胚体120的第二粘结面124和座圈胚体110的粘结面112上分别涂抹粘结物质、例如粘结泥之后,可以将座圈模具210的未脱模部分(例如,座圈模具210的上模212,如图5A中所示)放置于大身模具230的未脱模部分上(例如,大身模具230的左模232和右模233,如图5C中所示),以使得可以利用座圈模具210的未脱模部分与大身模具230的未脱模部分进行良好定位(定位方式将在下文详述)。此时,座圈胚体110和大身胚体130仍各自保持在这些模具的未脱模部分中(即,所谓的带模具粘结)。
可以理解到,无论在第一粘结步骤或第二粘结步骤中,都是优选将内胆模具220(的未脱模部分)和座圈模具210(的未脱模部分)放置于大身模具230(的未脱模部分)之上的,但也可以设想其它的相对位置(例如,部分地置于大身模具230内),这主要取决于粘结面在各个胚体上的位置,但通常以有利于模具定位的方式进行。
在完成第二粘结步骤之后,包含粘结在一起的座圈胚体110、内胆胚体120、大身胚体130的整体坐便器胚体已经形成。因此,在第二粘结步骤之后,执行第三脱模步骤(在此,“第三”涉及脱模步骤的次序):将座圈模具210、内胆模具220(如果还有未脱模部分的话)和大身模具230中的尚未脱模部分从粘结好的坐便器胚体上脱模。
在第三脱模步骤中,还优选地具体细分为如下两个子步骤:将座圈模具210中的剩余模具部分(例如,上模212)(从座圈胚体110上)脱模;将大身模具230中的其余模具(从大身胚体130上)脱模。优选的是,先对座圈胚体110进行(最后的)脱模,然后再对大身胚体130进行(最后的)脱模。
例如,在完成第二粘结步骤之后,可以先将座圈模具210中的剩余模具部分(例如,上模212)从座圈胚体110上脱模,并且将多余的粘结物质去除或进行其它清理工作。在对大身胚体130进行(最后的)脱模之前,还可以加入其它步骤,例如对整个坐便器胚体进行打孔。但也可以设想先对大身模具230进行最终脱模,最后再对座圈模具210进行最终脱模。
在对大身胚体130进行(最后的)脱模(即,完成整个坐便器胚体的脱模)之后,优选地将坐便器胚体放置于托盘上,并且进行擦拭修整。随后,还可以将该坐便器胚体移入烘房,烘干一段时间。烘干后,在对坐便器胚体进行施釉工序,施釉完成,将胚体装入窑炉进行烧制成成品(陶瓷)。这些工艺步骤都不是本发明的重点,在此不再详述。
关于各个胚体之间的相对定位,如前所述,在第一粘结步骤中,在使内胆胚体120与大身胚体130彼此粘结之前,可以利用内胆模具220中未脱模的部分(例如,其上模222)与大身模具230中未脱模的部分(例如,其左模232和右模233)来有利地定位内胆胚体120与大身胚体130之间的相对位置。
类似地,在第二粘结步骤中,在使内胆胚体120与座圈胚体110彼此粘结之前,可以利用座圈模具210中未脱模的部分(例如,其上模212)与大身模具230中未脱模的部分(例如,其左模232和右模233)来有利地定位内胆胚体120与座圈胚体110之间的相对位置。
在图5B-5C以及图6C中示出大身模具230和内胆模具220上分别所设有的定位结构。在该实施例中,在大身模具230的未脱模部分上、例如其侧模(左模232和右模233)上设有第一定位结构236,而在座圈模具210的未脱模部分上、例如其上模212上以及在内胆模具220的未脱模部分上、例如其上模222上分别设有能与该第一定位结构236形状配合的第二定位结构226和第三定位结构216。当然,如图6B中所示,在大身模具230的上模231上本身也可以设有与第一定位结构236对应的第四定位结构238。
在一些实施例中,第一定位结构236可以包括至少一个定位孔,而第二定位结构226和第三定位结构216可以包括对应的至少一个定位爪(参见图5A-5B和图6A),或者反过来第一定位结构236可以包括至少一个定位爪或定位柱,而第二定位结构226和第三定位结构216可以包括对应的至少一个定位孔。在图5C和6C中示出了位于大身模具230的左模232和右模233上的六个定位孔,而在图5A-5B中示出了位于座圈模具210的上模212和位于内胆模具220的上模222上的四个定位爪,但这些具体的数量和布局是不受限制的,可以采用任何合适的数目和位置。
尽管在本发明中,定位结构优选为形状匹配的配合结构,尤其是彼此面对布置的定位结构。但本发明的定位结构不限于此,例如也可以是布置于模具的未脱模部分的横向两侧中的至少一者上的定位结构,还可以是其它配合结构。
在第一粘结步骤中,由于内胆模具220的未脱模部分上的第二定位结构226能匹配地接合到大身模具230的未脱模部分上的第一定位结构236中(例如,内胆模具220的上模222上所设的定位爪能接合到大身模具230的左模232和右模233上所设的定位孔内),可以简单地通过将这两个模具部分合上来实现内胆胚体120与大身胚体130之间的精准定位,从而获得最佳的粘结效果。
在第二粘结步骤中,由于座圈模具210的未脱模部分上的第三定位结构216能匹配地接合到大身模具230的未脱模部分上的第一定位结构236中(例如,座圈模具210的上模212上所设的定位爪能接合到大身模具230的左模232和右模233上所设的定位孔内),可以简单地通过将这两个模具部分合上来实现座圈胚体110与(已经与大身胚体130粘结好的)内胆胚体120之间的精准定位,从而获得最佳的粘结效果。
由于各个胚体均为带模具粘结的,因此操作人员在粘结过程中对胚体的接触减少,从而降低因接触导致的胚体报废率。此外,由于借助模具上的定位结构来辅助定位,因此带模具粘结的位置精度显著提高。另外,这还增加了提高胚体自动化制作程度的可能性,使得制作成本可以降低。
尽管在各附图中参照了分离式三胚体的坐便器的实施例来描述了本发明的各种实施例,但应当理解到,本发明的范围内的实施例可应用至具有相似结构(例如,四胚体或五胚体的坐便器)和/或功能的洁具设备(例如,除了坐便器以外的其它洁具,例如小便池、浴缸等)中。
前面的描述已经给出了许多特征和优点,包括各种替代的实施方式,以及装置和方法的结构和功能的细节。本文的意图是示例性的,并不是穷尽性的或限制性的。
对于本领域的技术人员来说显然可对由所附权利要求所表达的术语的宽泛上位含义所指示的全部范围内做出各种改型,尤其是在结构、材料、元素、部件、形状、尺寸和部件的布置方面,包括这些方面在此处所描述的原理范围内的结合。在这些各种改型未偏离所附权利要求的精神和范围的程度内,意味着它们也包含于此。
- 坐便器胚体的制作方法及坐便器胚体
- 用于盘状胚体的窑具和该胚体的装窑车方法