一种3D打印种植体的表面处理工艺
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及种植体技术领域,具体为一种3D打印种植体的表面处理工艺。
背景技术
口腔种植体作为人工牙根替代天然牙根,它具有高舒适度、恢复咀嚼效率高和不损伤邻牙等特点,种植口腔种植体已成为口腔临床修复牙列缺失与牙列缺损的首选治疗方案。现在市场上绝大多数商品化口腔种植体都是实型体,尽管其具有良好的生物相容性,但是它们仍存在自身的问题:实型口腔种植体骨结合性能不高和弹性模量显著高于周围骨组织,形成“应力遮挡”效应,导致周围骨组织吸收,制约了其在临床的广泛推广。
为了解决上述问题,学者们将口腔种植体设计为多孔结构,从微观上促进组织细胞,尤其是骨组织细胞长入,从宏观上降低了材料的弹性模量。现有技术中用来发泡法制作具有多孔结构的口腔种植体,即在制造材料中加入发泡剂,利用发泡剂反应产生的气泡来形成口腔种植体中的孔状结构,但这种方法存在孔隙结构和孔径大小无法控制的技术问题,不合理的孔径大小和孔隙结构会导致口腔种植体的骨结合性能和力学性能的下降,难以满足口腔临床需求。
此外,种植体的亲水性对牙种植体的生物相容性十分重要;而但由于其具有多孔结构,使其表面处理过程中出现深孔无法彻底清除杂质的问题,因此,需要一系列处理方式协同处理3D打印种植体的表面。
综上所述,提供一种适用于临床应用的具有良好的力学性能和生物安全性、生物相容性的口腔种植体是本领域亟待解决的问题。
发明内容
本发明的目的在于提供一种3D打印种植体的表面处理工艺,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本发明提供如下技术方案:
一种3D打印种植体的表面处理工艺,包括以下步骤:
S1:3D打印种植体的打印工艺:(1)设计种植体3D模型;(2)切片处理3D模型并规划扫描路径;(3)3D打印得到种植体A;
S2:3D打印种植体的表面处理工艺:(1)喷砂处理得到种植体B;(2)酸蚀处理得到种植体C;(3)清洗得到3D打印种植体;
S3:3D打印种植体储存:将3D打印种植体常温储存在0.1mol/L的NaOH溶液中。
较为优化地,步骤S1中,包括以下步骤:(1)设计具有孔结构种植体的3D模型;(2)切片处理3D模型,切片厚度为22~28μm,规划扫描路径;(3)设置激光选区工艺参数,以TA1粉末为原材料,3D打印得到种植体A。
较为优化地,步骤S1的步骤(3)中,具体步骤:将成型室抽至真空状态,填充高纯氩气,最终得到氧含量低于100ppm、压力为18~32mbar的氩气环境;将TA1粉末扩散在打印床上,设置激光选区打印参数:实体扫描的激光功率为335~365W,轮廓扫描的激光功率为160~200W;支撑扫描的激光功率为335~365W;光斑直径为70μm;实体扫描速度为2300~2600mm/s,轮廓扫描速度为420~480mm/s,支撑扫描速度为2300~2600mm/s;扫描间距为0.06~0.08;按照预设3D模型逐层熔化叠加,得到种植体A。
较为优化地,步骤S2中,包括以下步骤:(1)喷砂处理:在压缩空气压力为3~5bar,喷射距离为60~120mm的条件下,采用35~100目白刚玉、氧化钛其中一种或两种混合物对种植体A执行喷砂处理10~50s,得到种植体B;(2)酸蚀处理:将种植体B置于酸蚀溶液中,增加超声装置,设置酸蚀温度为40~80℃,酸蚀时间为10~80min执行酸蚀处理,得到种植体C;(3)清洗:使用纯化水喷淋1~5min,Micro90清洗液超声清洗25~45min,纯化水冲洗1~5min,得到3D打印种植体。
较为优化地,步骤S2中的(2)中,酸蚀溶液按照60~95wt%硫酸、20~32wt%盐酸、去离子水体积比为(2.5~3.5):(2~4):(3~5)配置得到。
较为优化地,在步骤S2的(2)和(3)中间增加电抛光氧化处理。
较为优化地,所述电抛光氧化处理,具体步骤为:以高氯酸-冰醋酸水溶液为电解液,以种植体C为阳极,以网型不锈钢作为阴极;设置电流密度为0.28~0.32A/cm
较为优化地,所述高氯酸-冰醋酸水溶液的制备过程:将高氯酸、冰醋酸和去离子水按照体积比为1:(8~12):(1.2~1.6)配置成溶液,并在28~32℃水浴下溶氧30~60min,得到高氯酸-冰醋酸水溶液。
较为优化地,所述3D打印种植体采用3D打印的方法制备;所述3D打印种植体的原料为TA1粉末;所述TA1粉末的粒径范围为20~50μm。
较为优化地,所述TA1粉末的组成包括以下元素:按质量百分比计,按质量百分比计,Fe≤0.25%;C≤0.10%;N≤0.03%;H≤0.015%;O≤0.20%;余量为Ti。
本技术方案中,首先采用激光选区熔化直接打印具有多孔结构的种植体,然后通过喷砂和酸蚀表面处理形成一级和二级嵌套凹坑,增加骨结合面积;再通过电抛光氧化处理,将种植体表面的Ra值稳定在1~5μm,加强骨引导性,促进种植体与周围骨组织的机械嵌合;同时利用氧气电抛光氧化处理,在种植体表面形成TiO
首先,本方案中,提供了种植体的3D打印方法,以TA1粉末为原材料,采用激光选区分层熔化叠加制备得到多孔结构的种植体。从微观上促进骨组织细胞长入种植体中,从宏观上降低了材料的弹性模量,有效避免了植入体内产生的“应力屏蔽”问题。其中,TA1粉末安全无毒,所制成的种植体弯曲强度和压缩强度较高,具有优良的力学性能;具有较好的表面粗糙度和亲水性,有利于骨细胞的黏附和增值,具有良好的骨结合性能,非常适用于临床需求。另外,通过控制激光功率和扫描速度,增加了种植体的耐腐蚀性。
其次,为了提高种植体的亲水性和骨细胞的黏附性,需要对其表面进行处理。但由于其具多孔结构,使其表面处理时出现深孔无法处理或堵塞孔隙的问题,因此,需要一系列处理方式协同处理3D打印种植体的表面。
(1)利用35~100目的白刚玉的氧化钛颗粒对种植体表面进行喷砂处理。利用其硬度高、强度高的特点,在种植体表面形成20~55μm的一级凹坑;同时,由于其不易碎的特点,降低了喷砂后残留和污染。
(2)利用优化配比形成的盐酸-硫酸混合酸对种植体表面进行进一步修饰。一是:利用混合酸对钛金属的腐蚀作用,在植体表面形成均匀的平均尺寸约为3~6μm的蜂窝状二级凹坑,二级凹坑形貌优于市场主流种植体形貌,且与一级凹坑形成嵌套结构,协同格外加强了成骨细胞附着和后续的增殖分化,促进骨结合。二是:将3D打印过程和喷砂过程中产生的残留粉末溶解,降低细胞毒性,避免经过血液循环危害人体健康,而超声装置的设置,增加了孔道和凹坑中的离子交换速度,降低了酸蚀时间,增加了二级凹坑的均匀性。
(3)利用溶氧的高氯酸-冰醋酸水溶液对种植体表面进行修饰。一是:利用高氯酸的导电性,控制电流密度进行表面抛光,将种植体表面Ra值(表面粗糙度)稳定在1~5μm,增加骨结合的机械性能;二是:利用高氯酸是含有氯氧化酸,对自发形成氧化膜具有倾向性;并且,钛合金对氧气具有敏感性,在种植体表面形成氧化膜。
其中,在电抛光氧化过程中,对混合酸液进行了溶氧处理,赶走原有溶液中空气的同时增加溶液中氧气密度,内部的反应过程增加,从而增加氧化膜的厚度,与优化地3D打印工艺协同增加种植体的耐腐蚀性;且氧气的增加,利于阴极氧化还原的进程,阴极形成了更多的羟基,附着在生成的氧化膜上,从而增加了种植体亲水性。阴极使用的是网型不锈钢,其可以降低抛光速率,抑制电抛光带来的过度腐蚀,精准控制Ra值在1~5μm范围内,具体的反应为:阳极(氧化过程):Ti
最后,将制备得到的3D打印种植体常温储存在0.1mol/L的NaOH溶液,隔绝空气中有机物污染种植体,增加TiO
综上,与现有技术相比,本发明所达到的有益效果是:(1)利用3D打印技术得到具有多孔结构的种植体,有效抑制种植体“应力屏蔽”问题的产生;(2)利用3D打印技术中激光功率和扫描速率的优化设定,联合后续步骤中高氯酸-冰醋酸混合酸对种植体电抛光氧化步骤,协同增加种植体的耐腐蚀性;(3)利用喷砂表面处理和酸蚀处理,产生一级和二级嵌套的凹坑,协同加强成骨细胞的附着和后续增殖分化,促进骨结合;(4)在酸蚀处理中增加超声装置,促进孔结构和凹坑中物质与酸液的离子交换,去除杂质的同时降低酸蚀处理时间和酸蚀温度;(5)利用高氯酸-冰醋酸电抛光氧化过程,增加溶氧步骤,从而增加酸液中的氧气密度,联合过程中各项参数的优化设置,精准控制种植体表面粗糙度,并在表面形成较好的氧化膜,从而增加亲水性;(6)本发明工艺过程比较简单,适合商业化生产,多步骤联合使3D打印种植体具有良好的生物安全性、骨结合性能和力学性能。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
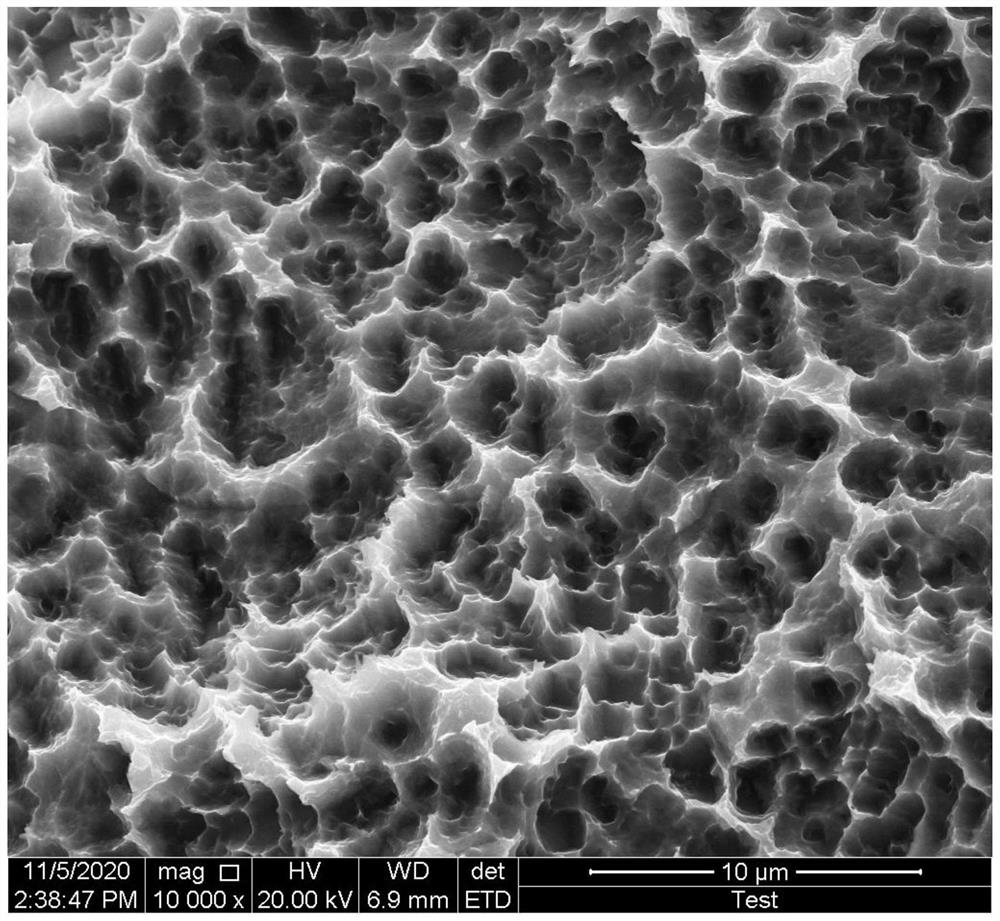
图1是实施例5所得3D打印种植体酸蚀处理后的SEM图(×10000倍);
图2是实施例5所得3D打印种植体酸蚀处理后的SEM图(×6000倍);
图3是实施例5所得3D打印种植体酸蚀处理后的SEM图(×3000倍);
图4是实施例5所得3D打印种植体表面粗糙度数据图;
图5是对比例7所得3D打印种植体的细胞培养SEM图;
图6是实施例5所得3D打印种植体的细胞培养SEM图。
具体实施方式
为了使本发明的内容更容易被清楚的理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例1:
一种3D打印种植体的表面处理工艺,包括以下步骤:
S1:3D打印种植体的打印工艺:(1)设计具有孔结构种植体的3D模型;(2)切片处理3D模型,切片厚度为28μm,规划扫描路径;采用九宫格方式分区扫描,区域大小2×2mm,扫描不同层时扫描方向偏转一定角度,偏转角设定为37°。(3)激光选区熔化设备采用抽真空与置换相结合的方式,首先抽真空至80KPa后向成型室充入高纯Ar气,如此反复置换多次,最终得到氧含量低于100ppm、压力为30mbar的氩气环境;打印时,通过预热功能将基板进行预热,预热温度为100℃,基板预热完成后再通过铺粉机构在基板上平铺一层厚度为28μm的新型TA1粉末,供粉量设置为铺粉厚度的2倍。设置激光选区打印参数:实体扫描的激光功率为350W,轮廓扫描的激光功率为200W;支撑扫描的激光功率为350W;光斑直径为70μm;实体扫描速度为2500mm/s,轮廓扫描速度为450mm/s,支撑扫描速度为2500mm/s;扫描间距为0.07;按照预设3D模型逐层熔化叠加,得到种植体A。
S2:3D打印种植体的表面处理工艺:(1)喷砂处理:在压缩空气压力为4bar,喷射距离为60mm的条件下,采用35目白刚玉对种植体A执行喷砂处理10s,至表面形成均匀的灰色,使牙种植体表面形成的三维立体的多孔结构,一级凹坑直径在20~55μm之间。得到种植体B;(2)酸蚀处理:将酸蚀溶液按照60wt%硫酸、20wt%盐酸、去离子水体积比为3:3:4配置得到;将种植体B置于酸蚀溶液中,增加超声装置,设置酸蚀温度为60℃,酸蚀时间为45min执行酸蚀处理,使牙种植体表面形成逐级减小的二级凹坑,其中二级凹坑直径在3~6μm之间,得到种植体C;(3)清洗:使用纯化水喷淋2min,Micro90清洗液超声清洗30min,纯化水冲洗2min,得到3D打印种植体。
S3:3D打印种植体储存:将3D打印种植体常温储存在0.1mol/L的NaOH溶液中。
实施例2:
一种3D打印种植体的表面处理工艺,包括以下步骤:
S1:3D打印种植体的打印工艺:(1)设计具有孔结构种植体的3D模型;(2)切片处理3D模型,切片厚度为22μm,规划扫描路径;采用九宫格方式分区扫描,区域大小2×2mm,扫描不同层时扫描方向偏转一定角度,偏转角设定为37°。(3)激光选区熔化设备采用抽真空与置换相结合的方式,首先抽真空至80KPa后向成型室充入高纯Ar气,如此反复置换多次,最终得到氧含量低于100ppm、压力为18mbar的氩气环境;打印时,通过预热功能将基板进行预热,预热温度为100℃,基板预热完成后再通过铺粉机构在基板上平铺一层厚度为22μm的新型TA1粉末,供粉量设置为铺粉厚度的2倍。设置激光选区打印参数:实体扫描的激光功率为335W,轮廓扫描的激光功率为160W;支撑扫描的激光功率为335W;光斑直径为70μm;实体扫描速度为2300mm/s,轮廓扫描速度为420mm/s,支撑扫描速度为2300mm/s;扫描间距为0.06;按照预设3D模型逐层熔化叠加,得到种植体A。
S2:3D打印种植体的表面处理工艺:(1)喷砂处理:在压缩空气压力为3bar,喷射距离为120mm的条件下,采用100目氧化钛其中一种或两种混合物对种植体A执行喷砂处理50s,至表面形成均匀的灰色,使牙种植体表面形成的三维立体的多孔结构,一级凹坑直径在20~55μm之间。得到种植体B;(2)酸蚀处理:将酸蚀溶液按照95wt%硫酸、32wt%盐酸、去离子水体积比为2.5:2:3配置得到;将种植体B置于酸蚀溶液中,增加超声装置,设置酸蚀温度为40℃,酸蚀时间为10min执行酸蚀处理,使牙种植体表面形成逐级减小的二级凹坑,其中二级凹坑直径在3~6μm之间,得到种植体C;(3)清洗:使用纯化水喷淋1min,Micro90清洗液超声清洗45min,纯化水冲洗1min,得到3D打印种植体。
S3:3D打印种植体储存:将3D打印种植体常温储存在0.1mol/L的NaOH溶液中。
实施例3:
一种3D打印种植体的表面处理工艺,包括以下步骤:
S1:3D打印种植体的打印工艺:(1)设计具有孔结构种植体的3D模型;(2)切片处理3D模型,切片厚度为24μm,规划扫描路径;采用九宫格方式分区扫描,区域大小2×2mm,扫描不同层时扫描方向偏转一定角度,偏转角设定为37°。(3)激光选区熔化设备采用抽真空与置换相结合的方式,首先抽真空至80KPa后向成型室充入高纯Ar气,如此反复置换多次,最终得到氧含量低于100ppm、压力为32mbar的氩气环境;打印时,通过预热功能将基板进行预热,预热温度为100℃,基板预热完成后再通过铺粉机构在基板上平铺一层厚度为24μm的新型TA1粉末,供粉量设置为铺粉厚度的2倍。设置激光选区打印参数:实体扫描的激光功率为365W,轮廓扫描的激光功率为180W;支撑扫描的激光功率为365W;光斑直径为70μm;实体扫描速度为2600mm/s,轮廓扫描速度为480mm/s,支撑扫描速度为2600mm/s;扫描间距为0.08;按照预设3D模型逐层熔化叠加,得到种植体A。
S2:3D打印种植体的表面处理工艺:(1)喷砂处理:将在压缩空气压力为3~5bar,喷射距离为90mm的条件下,采用60目白刚玉、氧化钛两种混合物对种植体A执行喷砂处理30s,至表面形成均匀的灰色,使牙种植体表面形成的三维立体的多孔结构,一级凹坑直径在20~55μm之间。得到种植体B;(2)酸蚀处理:将酸蚀溶液按照80wt%硫酸、25wt%盐酸、去离子水体积比为3.5:4:5配置得到;将种植体B置于酸蚀溶液中,增加超声装置,设置酸蚀温度为80℃,酸蚀时间为80min执行酸蚀处理,使牙种植体表面形成逐级减小的二级凹坑,其中二级凹坑直径在3~6μm之间,得到种植体C;(3)清洗:使用纯化水喷淋5min,Micro90清洗液超声清洗25min,纯化水冲洗5min,得到3D打印种植体。
S3:3D打印种植体储存:将3D打印种植体常温储存在0.1mol/L的NaOH溶液中。
实施例4:在步骤S2的(2)和(3)中间增加电抛光氧化处理,其余与实施例1相同;具体增加步骤如下:
电抛光氧化处理:将高氯酸、冰醋酸和去离子水按照体积比为1:8:1.2配置成溶液,并在28℃水浴下溶氧30min,得到高氯酸-冰醋酸水溶液;以高氯酸-冰醋酸水溶液为电解液,以种植体C为阳极,以网型不锈钢作为阴极;设置电流密度为0.28A/cm
实施例5:在步骤S2的(2)和(3)中间增加电抛光氧化处理,其余与实施例1相同;具体增加步骤如下:
电抛光氧化处理:将高氯酸、冰醋酸和去离子水按照体积比为1:10:1.4配置成溶液,并在30℃水浴下溶氧45min,得到高氯酸-冰醋酸水溶液;以高氯酸-冰醋酸水溶液为电解液,以种植体C为阳极,以网型不锈钢作为阴极;设置电流密度为0.30A/cm
实施例6:实施例4:在步骤S2的(2)和(3)中间增加电抛光氧化处理,其余与实施例1相同;具体增加步骤如下:
电抛光氧化处理:将高氯酸、冰醋酸和去离子水按照体积比为1:12:1.6配置成溶液,并在32℃水浴下溶氧60min,得到高氯酸-冰醋酸水溶液;以高氯酸-冰醋酸水溶液为电解液,以种植体C为阳极,以网型不锈钢作为阴极;设置电流密度为0.32A/cm
对比例7:以直接打印制备的种植体作为对比例,不进行表面处理,打印工艺与实施例1相同。
实验1:将实施例5制备的种植体进行形貌表征,测得的SEM图如图1~图3所示;
结论:从图1~图3中,可以看出:种植体表面呈均匀的蜂窝状二级凹坑,种植体二级凹坑形貌均匀性和致密性良好,优于市场主流种植体形貌,平均尺寸为2~6μm,相邻几个凹坑形成嵌套结构,更加有利于成骨细胞附着和后续的增殖分化,促进骨结合。
实验2:将实施例1~6和对比例7制备的种植体进行接触测试,表征亲水性。具体数据如表1所示;
实验3:将实施例1~6和对比例7制备的种植体进行盐雾试验,表征耐腐蚀性,具体条件:实验溶液为5wt%的氯化钠水溶液;实验温度为35℃,连续雾化600小时;清洗干燥后,将出现点蚀的时间作为判断耐腐蚀性依据;具体数据如表1所示;
表1
结论:实施例1~3中,最好的激光工艺参数为实施例1的工艺参数:扫描实体的激光功率为350W,扫描轮廓的激光功率为200W,扫描支撑的激光功率为350W,光斑直径为70μm,实体扫描速度为2500mm/s,轮廓扫描速度为450mm/s,支撑扫描速度为2500mm/s,扫描间距为0.07。
实施例4~6为实施例1基础上增加电抛光氧化步骤,可以发现:①增加的步骤,降低了表面粗糙度,增加了亲水性,原因是高氯酸为导电酸,对种植体表面进行了抛光;②耐腐蚀性增加,原因是增加的溶氧步骤增加了酸液中的氧气密度,使得表明形成更厚的氧化膜;③亲水性增加,原因是电氧化过程中,由于氧气密度的增加,还原得到了更多的羟基。且从数据来看,最优的技术参数:高氯酸、冰醋酸和去离子水体积比为1:10:1.4,电流密度为0.30A/cm
实验4:根据上面的实验结果,以对比例7作为对照组,对综合性能较优的实施例5所制备的牙种植体进行细胞黏附实验。具体步骤如下:
A.PBS清洗细胞2次;
B.4%多聚甲醛室温固定10分钟,PBS清洗细胞2次;
C.0.1%TritonX-100室温7min,PBS清洗细胞2次;
D.加入5μg/ml的FITC-鬼笔环肽室温染色30分钟,PBS清洗细胞3次;
E.DAPI染细胞核10分钟,37℃,PBS清洗细胞3次;吸去多余水分,加荧光封片液,盖上盖玻片,荧光或共聚焦显微镜下观察;或直接用含Dapi的荧光封片液封片。
结论:图5-6所示为得到的SEM观察示意图,从图中可以看出,两个种植体粘附数量差别明显,实施例5制得的3D打印种植体样品的细胞粘附数量明显比实施例1多。同时,图中的细胞骨架十分清晰,每个粘附细胞铺展状态优异,多为不规则多边形,且伪足丰富。由此,侧面验证了实验3中亲水性数据,表明一系列的表面处理,使得制备的种植体具有优异的细胞粘附性。
最后应说明的是:以上所述仅为本发明的优选实例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种3D打印种植体的表面处理工艺
- 一种口腔种植体的3D打印方法及口腔种植体