一种合金半固态流变成形的分析及流变成形数值模拟方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及镁或铝合金性能测定技术,特别是涉及一种合金半固态流变成形的分析及流变成形数值模拟方法。
背景技术
半固态成形是一种先进的金属成形技术,半固态浆料在压力下的成形过程复杂,浆料流动和成形过程的数值模拟技术发展较晚。从上世纪90年代开始,国内外学者对半固态金属浆料成形过程进行了数值模拟。采用数值模拟有助于优化半固态金属成形工艺、模具设计及缺陷预测,促进半固态成形的研究和应用。目前对半固态成形过程的模拟大多立足于一些商业化有限元或有限差分软件,如 Magmasoft、Procast、ANSYS等,模拟结果尚不能准确描述半固态成形过程中的一些现象,比如浆料的流动特点和充型规律等。
半固态金属浆料表观粘度模型的建立一直是半固态成形加工过程数值模拟技术研究的热点。目前人们在对半固态浆料成形行为大量研究工作的基础上,提出了几种不同的表观粘度模型,大致可分为两类:(1)稳态流变行为的数学模型; (2)非稳态流变行为的数学模型。但是目前所提出的黏度模型仍难以准确反映出半固态浆料的流变性和触变性。半固态金属浆料流变行为的表观粘度数学模型的建立是半固态金属成形加工过程进行数值模拟的先决条件,直接关系到模拟结果准确与否。从目前资料反映的情况看,半固态金属浆料的表观粘度数学模型描述虽然取得了一些成果,但是由于半固态金属浆料流变行为的复杂性,普遍使用且能正确描述半固态金属浆料流变行为的统一表观粘度并没有建立。
发明内容
针对上述存在的问题和不足,本发明提供一种合金半固态流变成形的分析及流变成形数值模拟方法,以满足半固态浆料制备和流变成形模拟仿真,准确反映浆料特性、充填和凝固规律及缺陷预测。
为了达到上述目的,本发明的技术方案是:一种合金半固态流变成形的分析方法,所述方法具体包括以下步骤:
S1)采用黏度仪采集待分析的半固态合金在不同温度T和不同剪切速率γ下的黏度值μ;
S2)将S1)获得到待分析的半固态合金的数据输入到金属半固态黏度模型中,通过拟合计算,获得待分析的半固态合金的η
进一步,所述金属半固态黏度模型的数学表达式为:
式中,μ为合金浆料黏度,μ”为剪切速率无穷大时合金浆料稳态黏度,μ
进一步,所述模型适用于描述固相率≤70%时的半固态合金浆料黏度。
进一步,所述半固态温度区间为≥20℃。
进一步,所述半固态合金浆料为铝合金或镁合金。
本发明还提供一种用于半固态流变成形数值模拟方法,所述模拟方法的具体方法为:
S1)将流体力学及流动方程与获得所述半固态合金的黏度模型进行耦合,建立金属半固态流变成形过程数学黏度模型;
S2)进行数值模拟前处理,即有限元网格处理、材料模型建立、边界条件赋值和运行参数输入;
S3)模拟计算及数值模拟结果分析。
进一步,所述模拟方法能够准确获取流变成形过程半固态浆料流动状态、充型和凝固规律及缺陷预测。
一种实现上述的合金半固态流变成形的分析方法的信息处理终端。
一种计算机可读存储介质,包括指令,当其在计算机上运行时,使得计算机执行上述的合金半固态流变成形的分析方法。
一种实现上述的半固态流变成形数值模拟方法的信息处理终端。
本发明与现有技术相比,具有以下优势:
(1)该黏度模型参数少,可通过少量的温度-剪切速率-黏度实验测试数据获得准确黏度模型,黏度模型反映数值与实测值误差小于5%,适用于铝/镁合金;
(2)该黏度模型可准确描述半固态浆料的温度(固相率)-剪切速率-黏度关系,反映非牛顿流体流动过程中黏度动态变化,正确客观揭示浆料流动过程及浆料的流变性和触变性;
(3)计算收敛性好,可对流变成形过程准确模拟仿真,明确流变浆料流动特点和凝固规律,精确预测缺陷产生,特别适合于实际工程问题的解决;
(4)有利于半固态流变成形工艺和模具设计优化,提高效率,降低成本。
附图说明
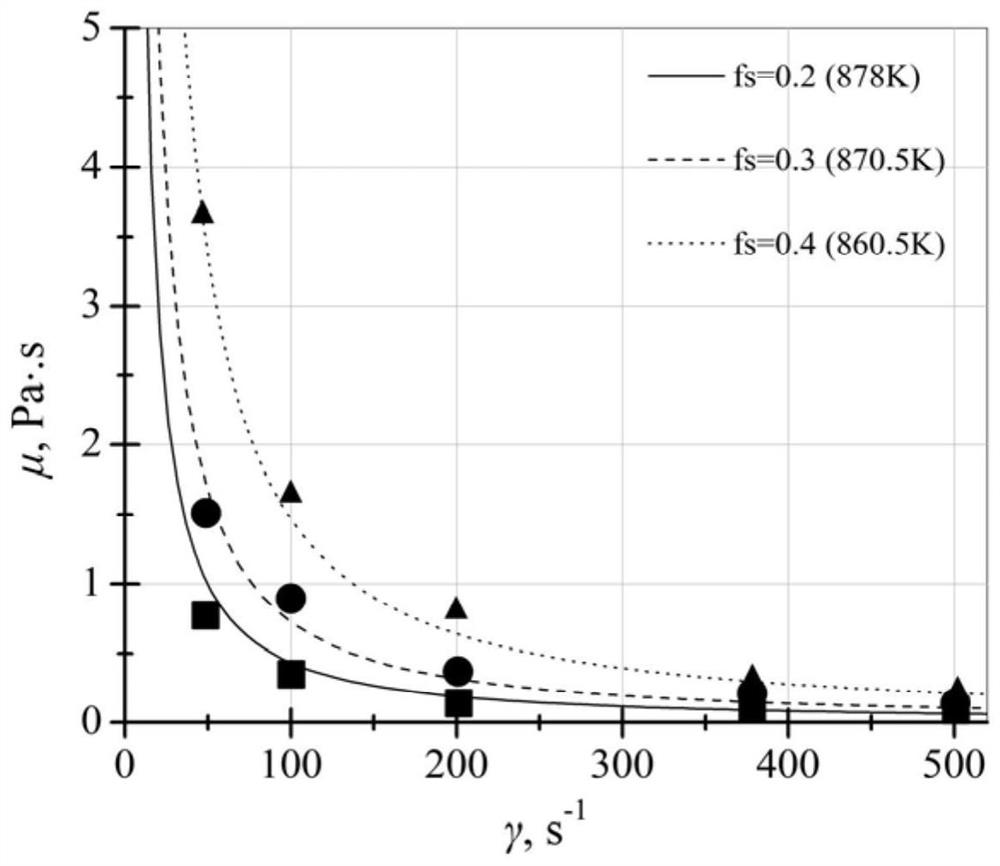
图1为本发明的A356铝合金半固态黏度模型与试验数值点对比示意图。
图2为本发明的A356铝合金半固态流变压铸充型速度数值模拟示意图。
图3为本发明的A356铝合金半固态流变压铸缩孔缩松缺陷预测位置示意图。
图4为本发明的AZ91D镁合金半固态黏度模型与试验数值点对比示意图。
图5为本发明的AZ91D镁合金铝合金半固态流变压铸充型过程示意图。
图6为本发明的AZ91D镁合金半固态流变压铸缩孔缩松缺陷预测位置示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
本发明一种合金半固态流变成形的分析方法,所述方法具体包括以下步骤:
S1)采用黏度仪采集待分析的半固态合金在不同温度T和不同剪切速率γ下的黏度值μ;
S2)将S1)获得到待分析的半固态合金的数据输入到金属半固态黏度模型中,通过拟合计算,获得待分析的半固态合金的η
所述金属半固态黏度模型的数学表达式为:
式中,μ为合金浆料黏度,μ”为剪切速率无穷大时合金浆料稳态黏度,μ
所述模型适用于描述固相率≤70%时的半固态合金浆料黏度。
所述半固态温度区间为≥20℃。
所述半固态合金浆料为铝合金或镁合金。
本发明还提供一种用于半固态流变成形数值模拟方法,所述模拟方法的具体方法为:
S1)将流体力学及流动方程与获得所述半固态合金的黏度模型进行耦合,建立金属半固态流变成形过程数学黏度模型;
S2)进行数值模拟前处理,即有限元网格处理、材料模型建立、边界条件赋值和运行参数输入;
S3)模拟计算及数值模拟结果分析。
所述模拟方法能够准确获取流变成形过程半固态浆料流动状态、充型和凝固规律及缺陷预测。
一种实现上述的合金半固态流变成形的分析方法的信息处理终端。
一种计算机可读存储介质,包括指令,当其在计算机上运行时,使得计算机执行上述的合金半固态流变成形的分析方法。
一种实现上述的半固态流变成形数值模拟方法的信息处理终端。
实施例1
采用黏度仪获得A356铝合金在不同温度和不同剪切速率下的黏度数据,如表1所示,利用本发明所述黏度模型将表1中的数据进行拟合,得到A356铝合金半固态浆料表观粘度与温度和剪切速率的关系,如式1所示。
A356铝合金熔体黏度随着熔体温度和剪切速率的变化如图2所示。将拟合出的曲线与试验数值对比,可发现,拟合得到的黏度模型所对应的数据与试验数值吻合较好,
表1
将式1中的A356铝合金半固态黏度模型与模拟软件自带的流体力学及流动基本方程耦合,建立流变成形过程数学黏度模型,用于A356铝合金流变压铸数值模拟,获得A356铝合金流变压铸过程半固态浆料充型速度及缩孔缩松缺陷预测位置等信息,如图3和图4所示。
实施例2
采用黏度仪获得AZ91D镁合金在不同温度和不同剪切速率下的黏度数据,如表2所示,利用本发明所述黏度模型将图2中的数据进行拟合,得到AZ91D镁合金半固态浆料表观粘度与温度和剪切速率的关系,如式2所示。
AZ91D镁合金熔体黏度随着熔体温度和剪切速率的变化如图6所示。将拟合出的曲线与试验数值对比,可发现,拟合得到的黏度模型所对应的数据与试验数值吻合较好。
表2
将式2中的AZ91D镁合金半固态黏度模型与流体力学及流动基本方程耦合,建立流变压铸成形过程数学模型,用于AZ91D镁合金流变压铸数值模拟,获得AZ91D 镁合金流变压铸过程半固态浆料充型流动及缩孔缩松缺陷预测位置等信息。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种合金半固态流变成形的分析及流变成形数值模拟方法
- 一种半固态流变成形用稀土铝合金及其半固态浆料制备方法