一种合金锭输送码垛工艺生产线
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及金属锭运输工艺领域,尤其涉及一种合金锭输送码垛工艺生产线。
背景技术
传统的合金锭运输工艺过程中,合金锭一般采用直线铸锭机,直线铸锭机所铸金属锭脱模后由承锭装置导入落锭变速输送辊道,再依次通过输送辊道、水冷输送装置、翻锭机构、滑道,最后由推锭装置推入抓取工位后,由自动机器人抓取至输送机码垛,码垛完成后输送至打捆工位,打捆完成后输送至待吊运工位。然而,此过程中,不仅合金锭冷却不到位,且翻锭和机器人抓取的过程中,对于合金锭存在损伤隐患,打捆的之后也未对合金锭进行密封,容易落尘,不利于合金锭的保存,码垛的时候,没有木托拖住,容易引发搬运过程的损伤。基于此,本发明提出了一种合金锭输送码垛工艺生产线。
发明内容
本发明的目的是提供一种合金锭输送码垛工艺生产线,解决合金锭运输码垛生产线上易损伤的问题。
为解决上述技术问题,本发明采用如下技术方案:
本发明一种合金锭输送码垛工艺生产线,依次设置有合金锭铸造机、托锭机构、下锭机构、传输装置、翻锭装置、码垛机器人、木托输送线、码垛区、风冷隧道、称重设备、捆扎打包设备、塑料膜包装设备、贴标设备和合金锭暂存区域;
加工材料经过所述合金锭铸造机的铸造之后形成成型的合金锭,高温合金锭经过托锭机构运输到下锭机构处,经过下锭机构作业完成脱模下料过程,脱模之后的合金锭经过传输装置运送到翻锭装置翻转180°,之后,合金锭经过码垛机器人码垛到码垛区上,在码垛之前,木托输送线将木托运送到码垛区的指定位置上,码垛机器人将合金锭按照设定的垛形依次放置到木托上;经过码垛的合金锭运输到风冷隧道内进行冷却,冷却完毕之后,依次通过称重设备称重和捆扎打包设备打包,之后通过塑料膜包装设备对打包好的合金锭塑封,最后经过贴标设备贴标后暂存到合金锭暂存区域,叉车可以到合金锭暂存区域将码垛打包好的合金锭运输到库房保存。
进一步的,所述翻锭装置之前的传输装置上设置有用于校正合金锭直线运输的校正设备。
进一步的,所述码垛机器人通过码垛机器人专用夹具对合金锭进行夹取码垛。
进一步的,所述码垛机器人专用夹具包括滑轨安装板,所述滑轨轨安装板的中心位置上设置有转轴,所述转轴的两侧设置有滑轨,所述转轴上套设有摆动连杆;所述摆动连杆的一端铰接有连杆一,另一端铰接有连杆二;所述摆动连杆铰接所述连杆一的一端连接有气缸推拉杆,所述气缸推拉杆连接有气缸一,所述气缸推拉杆和气缸一位于所述连杆一的相对端;所述连杆一和连杆二远离所述摆动连杆的一端分别铰接有滑块销轴,所述滑块销轴安装在滑块安装架上,所述滑块安装架上设置有与所述滑轨相匹配的滑块;滑块安装架的下端设置有夹指安装板,所述夹指安装板的下端设置有若干个夹指;所述夹指安装板的中心位置上设置有自适应转轴,若干个所述夹指可转动的套设在所述自适应转轴上;所述夹指安装板的前后两端分别设置有浮动拉钩板,所述浮动拉钩板左右两侧通过弹簧连接在一起;所述滑轨安装板的前后侧壁上通过气缸二安装座安装有气缸二,所述气缸二的下端设置有推板。
进一步的,所述摆动连杆与连杆一通过连杆销轴一铰接连接;所述摆动连杆与连杆二通过连杆销轴二铰接连接。
进一步的,所述滑轨安装板的左右两端通过连接板二安装在码垛机器人上;所述气缸一通过连接板一安装在码垛机器人上。
进一步的,所述滑块安装架为矩形安装架,可滑动的套设在所述滑轨和滑轨安装板外周围。
进一步的,所述夹指的数量具体为三个,一侧数量为一个,一侧数量为两个,分别安装在不同侧所述夹指安装板上。
进一步的,所述自适应转轴的下端设置有立式轴承座。
与现有技术相比,本发明的有益技术效果:
该发明合金锭输送码垛工艺生产线在实际生产的过程中,加工材料经过所述合金锭铸造机的铸造之后形成成型的合金锭,高温合金锭经过托锭机构运输到下锭机构处,经过下锭机构作业完成脱模下料过程,脱模之后的合金锭经过传输装置运送到翻锭装置翻转180°,此过程中,校正设备设备对合金锭进行校正设备,保证运输时成一条直线运输;之后,合金锭经过码垛机器人码垛到码垛区上,码垛的过程中,采用码垛机器人专用夹具,夹持,效率高,稳定性好,可自适应夹持,平衡性高;在码垛之前,木托输送线将木托运送到码垛区的指定位置上,合金锭依次叠加到木托上方,避免搬运过程中,搬运工具直接接触到合金锭,对合金锭产生损伤;经过码垛的合金锭运输到风冷隧道内进行冷却,提高冷却效率;冷却完毕之后,依次通过称重设备称重和捆扎打包设备打包,之后通过塑料膜包装设备对打包好的合金锭塑封,避免落灰或周围潮湿环境对合金锭的影响,保证出厂质量。最后经过贴标设备贴标后暂存到合金锭暂存区域,叉车可以到合金锭暂存区域将码垛打包好的合金锭运输到库房保存。总之,本发明合金锭输送码垛工艺生产线高效运输,安全稳定,质量保障。
附图说明
下面结合附图说明对本发明作进一步说明。
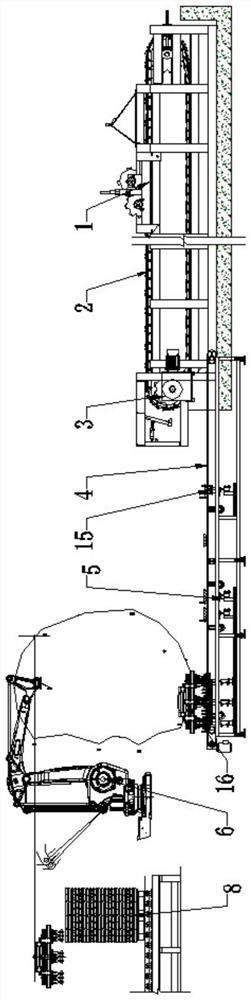
图1为本发明合金锭输送码垛工艺前端生产运输线俯视图;
图2为本发明合金锭输送码垛工艺后端运输打包生产线俯视图;
图3为本发明合金锭输送码垛工艺生产线中的运输码垛正视图;
图4为码垛机器人专用夹具结构示意图;
附图标记说明:1、合金锭铸造机;2、托锭机构;3、下锭机构;4、传输装置;5、翻锭装置;6、码垛机器人;7、木托输送线;8、码垛区;9、风冷隧道;10、称重设备;11、捆扎打包设备;12、塑料膜包装设备;13、贴标设备;14、合金锭暂存区域;15、校正设备;16、码垛机器人专用夹具;
16-1、气缸一;16-2、气缸推拉杆;16-3、连杆销轴一;16-4、摆动连杆;16-5、转轴;16-6、连杆销轴二;16-7、连杆二;16-8、连杆一;16-9、滑块销轴;16-10、滑块安装架;16-11、滑块;16-12、滑轨;16-13、滑轨安装板;16-14、夹指安装板;16-15、夹指;16-16、合金锭;16-17、气缸二;16-18、气缸二安装座;16-19、推板;16-20、连接板二;16-21、连接板一;16-22、浮动拉钩板;16-23、自适应转轴;16-24、立式轴承座;16-25、弹簧。
具体实施方式
如图1-3所示,一种合金锭输送码垛工艺生产线,依次安装有合金锭铸造机1、托锭机构2、下锭机构3、传输装置4、翻锭装置5、码垛机器人6、木托输送线7、码垛区8、风冷隧道9、称重设备10、捆扎打包设备11、塑料膜包装设备12、贴标设备13和合金锭暂存区域14。
本发明的操作过程如下:
加工材料经过所述合金锭铸造机1的铸造之后形成成型的合金锭16-16,高温合金锭16-16经过托锭机构2运输到下锭机构3处,经过下锭机构3作业完成脱模下料过程,脱模之后的合金锭16-16经过传输装置4运送到翻锭装置5翻转180°。所述翻锭装置5之前的传输装置4上安装有用于校正合金锭直线运输的校正设备15,保证在翻转之前,合金锭16-16处于一条直线上。
之后,合金锭16-16经过码垛机器人6码垛到码垛区8上,所述码垛机器人6通过码垛机器人专用夹具16对合金锭进行夹取码垛。在码垛之前,木托输送线7将木托运送到码垛区8的指定位置上,码垛机器人6将合金锭16-16按照设定的垛形依次放置到木托上,木托可保护合金锭16-16在运输过程中,不受运输设备碰撞而损伤。而为了保证高温合金锭16-16不会烫伤木托,可将合金锭16-16自然冷却1小时左右,待其温度不会烧焦木托为止,再放置到木托上。
经过码垛的合金锭16-16运输到风冷隧道9内进行冷却,提高冷却效率,缩短时间。冷却完毕之后,依次通过称重设备10称重和捆扎打包设备11打包,之后通过塑料膜包装设备12对打包好的合金锭16-16塑封,避免落灰和潮湿环境对合金锭16-16的不利影响,保证出厂质量。最后经过贴标设备13贴标后暂存到合金锭暂存区域14,叉车可以到合金锭16-16暂存区域14将码垛打包好的合金锭运输到库房保存。
如图4所示,所述码垛机器人专用夹具16包括滑轨安装板16-13,所述滑轨安装板16-13的左右两端通过连接板二16-20安装在码垛机器人上。所述滑轨轨安装板16-13的中心位置上设置有转轴16-5,所述转轴16-5的两侧设置有滑轨16-12,所述转轴16-5上套设有摆动连杆16-4。所述摆动连杆16-4的一端铰接有连杆一16-8,另一端铰接有连杆二16-7;所述摆动连杆16-4与连杆一16-8通过连杆销轴一16-3铰接连接,所述摆动连杆16-4与连杆二16-7通过连杆销轴二16-6铰接连接。所述摆动连杆16-4铰接所述连杆一16-8的一端连接有气缸推拉杆16-2,所述气缸推拉杆16-2连接有气缸一16-1,所述气缸推拉杆16-2和气缸一16-1位于所述连杆一16-8的相对端,所述气缸一16-1通过连接板一16-21安装在码垛机器人上。气缸一16-1前推,则气缸推拉杆16-2前推,带动连杆一16-8前推,连杆二16-7后拉,则夹具处于打开状态,反之夹具处于闭合状态。
所述连杆一16-8和连杆二16-7远离所述摆动连杆16-4的一端分别铰接有滑块销轴16-9,所述滑块销轴16-9安装在滑块安装架16-10上,所述滑块安装架16-10上安装有与所述滑轨16-12相匹配的滑块16-11,滑块16-11在滑轨16-12上移动,提高移动平稳性,防止两侧跳动。所述滑块安装架16-10为门型结构安装架,可滑动的套设在所述滑轨16-12和滑轨安装板16-13外周围。
滑块安装架16-10的下端安装有夹指安装板16-14,所述夹指安装板16-14的下端安装有若干个夹指16-15。本次实施例中,所述夹指16-15的数量具体为三个,一侧数量为一个,一侧数量为两个,分别安装在不同侧所述夹指安装板16-14上,形成三角形稳定状态,实现对合金锭16-16的夹紧。安装有两个夹指16-5的所述夹指安装板16-14的中心位置上安装有自适应转轴16-23,若干个所述夹指16-15可转动的套设在所述自适应转轴16-23上,根据实际情况,夹指16-15以自适应转轴16-23转动,调节合适的位置。所述自适应转轴16-23的下端安装有立式轴承座16-24。所述夹指安装板16-14的前后两端分别安装有浮动拉钩板16-22,所述浮动拉钩板16-22左右两侧通过弹簧16-25连接在一起,减少两个夹指16-15前后方向的跳动,保证夹紧平衡性和稳定性。
所述滑轨安装板16-13的前后侧壁上通过气缸二安装座16-18安装有气缸二16-17,所述气缸二16-17的下端安装有推板16-19。启动气缸二16-17,推杆16-19向下移动,将合金锭16-16推到规定的位置上,避免合金锭自然下落时起跳。
为了一次可多个合金锭16-16码垛,可将夹具多套安装在码垛机器人上,并同时驱动夹具作业。
码垛机器人专用夹具16的具体动作过程如下:
首先,气缸一16-1前推带动气缸推拉杆16-2前推,进而实现连杆一16-8前推,连杆二16-7后拉,此时,滑块16-11在滑轨16-12上移动,带动夹指16-15打开;然后,夹具移动到合适的位置时,气缸一16-1后拉,连杆一16-8后拉,连杆二16-7前推,此时的夹指16-15向内闭合,直到夹紧合金锭16-18为止,启动夹具,码垛机器人将夹具移动到合适的位置,再次启动气缸一16-1前推,使得合金锭16-16摆脱夹指16-15的夹紧,同时,启动气缸二16-17,推杆16-19向下移动,将合金锭16-16快速推到规定的位置上,提高摆放整齐度。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种合金锭输送码垛工艺生产线
- 一种机械手码垛输送线中的左右侧板开合自动定位组件