一种超高分子量聚乙烯膜复合PTFE膜后加捻的方法及使用该方法制成的线绳
文献发布时间:2023-06-19 11:37:30
技术领域:
本发明属于功能性一维材料技术领域,具体地说是涉及一种超高分子量聚乙烯膜复合PTFE膜后加捻的方法及使用该方法制成的线绳。
背景技术:
超高分子量聚乙烯目前在工程塑料中综合性能最佳,在国外被称之为“神奇的塑料”。现在全球的防弹衣、防弹头盔、盾牌、防割手套普遍采用了这种材料。这种材料已经广泛应用于纺织、造纸、食品、化工、包装、农业、建筑、医疗、过滤器材的滤芯、体育、娱乐、军事等诸多方面。
普通超高分子量聚乙烯优良性能:
1.耐磨损性能:超高分子量聚乙烯的磨损性能居塑料之首,是碳钢的7倍、黄铜的27倍、PVC的10倍、高强度PE的10倍、PE的16倍、POM的6倍、PTFE的6倍、PA66的5倍MC尼龙的4倍。
2.冲击性能:超高分子量聚乙烯的冲击性能是现有塑料中的最高值,即便是在-269℃也具有一定的冲击强度。常温下冲击强度达到140~160MPa且冲击不断裂,是尼龙的6.4倍、聚甲醛的9倍、聚碳酸酯的1.5倍、ABS的4.5倍、PBT20倍。
3.自润滑:超高分子量聚乙烯具有很好的自润滑性能,摩擦系数小,它的摩擦系数可以与聚四氟乙烯相媲美,使用时与对偶件不易产生粘着磨损,并且对对偶件磨损小。无润滑时0.10~0.22,水润滑时0.05~0.10,油润滑时0.05~0.08。
4.吸水性:超高分子量聚乙烯的吸水性是工程塑料中最小的小于0.01%。
5.卫生无毒:达到食品级要求
6.耐化学腐蚀:耐酸碱盐。
普通的超高分子量聚乙烯纤维是溶解在十氢萘中喷丝而成,这种纤维直径小,横断面面积小,裸露面积大,多条合股做渔网网衣还要在合股的外面涂上胶层,这种胶层在高海流的作用下极易剥离下来,造成散丝。多股合股比表面积也大,透过的紫外线多,紫外线透过超高分子量聚乙烯纤维的表面使氢分子链产生断裂,抗老化大打折扣。(另外单丝在高海流及紫外线的作用下,也会继续分离成更多的细丝,这样表面积会更大,透过的紫外线更多,破坏力更强,加速了老化)。就目前而言,一般深海抗风浪渔网网箱只能耐14级飓风,14级以上就会被飓风破坏掉。
同时,现有技术中,纯净的超高分子量聚乙烯无法通过挤压成膜:不添加任何润滑材料的超高分子量聚乙烯在挤压成膜作业时会在螺杆和挤出筒内打滑,无法将纯的超高分子量聚乙烯挤出成膜。
发明内容:
本发明的目的是弥补现有技术的不足,将超高分子量聚乙烯薄膜与PTFE薄膜复合加捻,两种不同材料的薄膜通过加捻复合在一起,分别起到不同的作用。其一:利用超高分子量聚乙烯薄膜的强度高、耐化学腐蚀、防藻作用,高海流下不散丝。其二是利用PTFE耐候(耐紫外线辐射,耐候性超过30年)作用,两种薄膜复合,起到抗老化作用。
本发明提供了一种超高分子量聚乙烯膜复合PTFE膜后加捻的方法,其特征为,所述方法包括下列步骤:
a)纯净的超高分子量聚乙烯料挤出、牵引辊轧成膜;
b)将步骤a)制得的纯净的超高分子量聚乙烯膜急冷、牵引、加热、拉伸;
c)将步骤b)制得的纯净的超高分子量聚乙烯膜复合PTFE膜,加捻制成线绳;
d)将步骤c)制得的线绳收卷。
所述步骤a)中,所述挤出工艺使用设施为螺杆挤出机,所述螺杆挤出机的螺筒内还设置有8个R5的半圆直槽,预防料在螺杆螺筒中出现打滑现象;所述螺杆挤出机温度设定为一区185℃,二区215℃,三区245℃,四区245℃,五区215℃。所述步骤a)中,所述牵引辊轧工艺使用设施为挤出筒,所述挤出筒内牵引辊轧温度为185℃;所述挤出筒内两个辊轮的转向为:上辊轮逆时针方向旋转,下辊轮顺时针方向旋转,两辊轮转速相同且两辊轮转速与所述螺杆挤出机的出膜速度同步,既起到牵引的作用,又起到辊轧成薄膜的作用。通过调整所述上辊轮与所述下辊轮之间的间隙,可控制所述超高分子量聚乙烯膜的厚度。
所述步骤b)中,所述急冷工艺使用设施为水箱,所述水箱内水温为30℃~40℃。所述步骤b)中,所述加热工艺使用设施为加热箱,所述加热箱内温度为92℃~98℃。所述步骤b)中,所述拉伸工艺拉伸倍数为6~8倍。所述步骤c)中,所述超高分子量聚乙烯膜厚度为0.04~0.07mm,所述PTFE膜厚度为0.01~0.02mm,所述线绳直径大于1.00mm,横断面大,裸露面积小,复合的抗紫外线PTFE,更耐紫外线的辐射,PTFE起紫外线层层屏蔽作用。所述步骤c)中,所述加捻工艺使用设备为加捻机,绞捻角度在3°~11°之间。
本发明同时提供一种超高分子量聚乙烯膜复合PTFE膜后加捻制成的线绳,其特征是,所述线绳由超高分子量聚乙烯膜与PTFE膜复合加捻制成。
所述超高分子量聚乙烯膜厚度为0.04~0.07mm,所述PTFE膜厚度为0.01~0.02mm,所述线绳直径大于1.00mm。
本发明步骤a)中使用的“挤出筒内牵引辊轧”技术,属于本发明对现有超高分子量聚乙烯挤出机的改进,只有使用“挤出筒内牵引辊轧”技术,才能将不添加任何润滑材料的超高分子量聚乙烯顺利挤出薄膜,不然纯的超高分子量聚乙烯就会在螺杆和挤出筒内打滑,无法将纯的超高分子量聚乙烯挤出成膜。
使用本发明提供的超高分子量聚乙烯膜复合PTFE膜后加捻制成的线绳可制作无结网,采用四根网线交叉贯穿及绞捻的工艺技术,该技术选用同等的网线编织渔网,要比目前传统的经编技术,网线强力利用率将提高75%,而且网线光滑,不打结网衣平整。使用该无结网生产各类渔网性能更为突出,与目前传统的普通聚乙烯纤维、尼龙纤维经编无结网相比,网线断裂强度可提高2倍以上。
使用该无结网生产各类渔网具有如下应用优势:
一.制作养殖网箱(2mm直径的复合加捻线绳即可)
1.网箱口径周长可大幅度的增大;
2.强度高可适应深海抗风浪大型网箱;
3.强力高海流阻力小,不散丝,网箱固定牢固;
4.表面光滑,不易海藻生长及被漂浮物堵住网眼;
5.网结平整,网箱养殖不会产生鱼鳞损伤现象;
6.抗老化,耐紫外线辐射;
7.网箱轻,冲洗不散丝,方便省力;
8.延伸率低,可避免网箱变形现象;
9.具有耐磨耐腐蚀.抗老化防藻性能,网箱使用寿命可提高2-3倍。
使用该无结网,可促进我国海域和深海网箱养殖发展,围网养殖可减少人工饲料投放,还能吸纳更多海洋野生自然资源供给,能极大提高鱼类品质,增加渔民收入。由于其密度0.98~0.99g/cm
二.可实现深海养殖,提高渔民收入。
超高分子量聚乙烯膜复合PTFE膜后加捻制成的线绳,经过多股绞捻或者编织出的线绳,可以做船舶的锚绳、移动渔网的牵引绳、海上拦绳、浮漂绳、航母的拦索等。
超高分子量聚乙烯膜复合PTFE膜后的薄膜可以做舰船的外衣:具有防弹、防藻、防火、耐腐蚀、抗老化等功能。
附图说明:
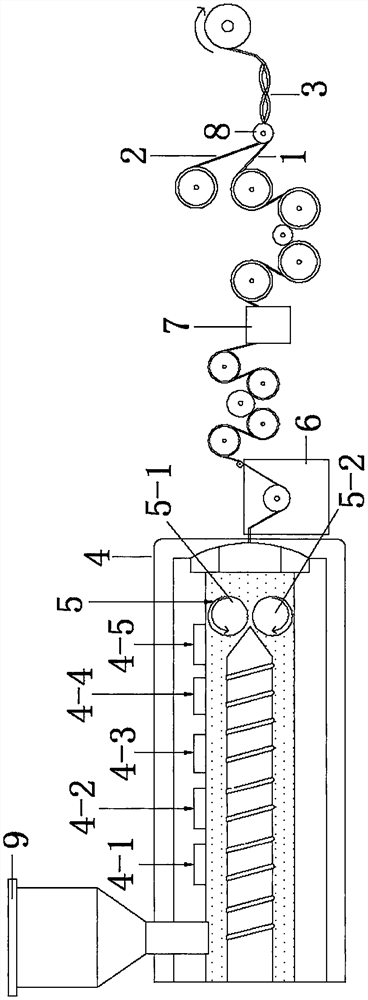
图1为本发明操作示意图。
图2为本发明结构示意图。
附图标识:
1、超高分子量聚乙烯膜 2、PTFE膜 3、线绳 4、螺杆挤出机
4-1、一区 4-2、二区 4-3、三区 4-4、四区 4-5、五区
5、挤出筒 5-1、上辊轮 5-2、下辊轮
6、水箱 7、加热箱 8、加捻机 9、料筒
具体实施方式:
下面结合附图,对本发明进行说明。
如图1-2所示,本发明提供一种超高分子量聚乙烯膜复合PTFE膜后加捻的方法,其特征为,所述方法包括下列步骤:
a)纯净的超高分子量聚乙烯料挤出、牵引辊轧成膜;
b)将步骤a)制得的纯净的超高分子量聚乙烯膜(1)急冷、牵引、加热、拉伸;
c)将步骤b)制得的纯净的超高分子量聚乙烯膜复合PTFE膜(2),加捻制成线绳(3);
d)将步骤c)制得的线绳(3)收卷。
所述步骤a)中,所述挤出工艺使用设施为螺杆挤出机(4),所述螺杆挤出机(4)的螺筒内还设置有8个R5的半圆直槽,预防料在螺杆螺筒中出现打滑现象;所述螺杆挤出机(4)温度设定为一区(4-1)185℃,二区(4-2)215℃,三区(4-3)245℃,四区(4-4)245℃,五区(4-5)215℃。所述步骤a)中,所述牵引辊轧工艺使用设施为挤出筒(5),所述挤出筒(5)内牵引辊轧温度为185℃;所述挤出筒(5)内两个辊轮的转向为:上辊轮(5-1)逆时针方向旋转,下辊轮(5-2)顺时针方向旋转,两辊轮转速相同且两辊轮转速与所述螺杆挤出机的出膜速度同步。通过调整所述上辊轮(5-1)与所述下辊轮(5-2)之间的间隙,可控制所述超高分子量聚乙烯膜(1)的厚度。
所述步骤b)中,所述急冷工艺使用设施为水箱(6),所述水箱(6)内水温为30℃~40℃。所述步骤b)中,所述加热工艺使用设施为加热箱(7),所述加热箱(7)内温度为92℃~98℃。所述步骤b)中,所述拉伸工艺拉伸倍数为6~8倍。
所述拉伸辊是等直径、同步转速,变频电机驱动,调整频率即可调整转速。图1附图标记6~7中的辊轮只起到牵引作用,辊直径φ215,速度是按出薄膜速度调整,同步出薄膜速度。图1附图标记7~1为拉伸辊,直径φ315,拉伸倍数是调整变频器频率,确定转速,转速越高,拉伸倍数越大。超高分子量聚乙烯薄膜超倍拉伸,拉伸倍数只能在6~8倍,太高就会分子链断裂,造成拉断。比如:宽度在300mm,厚度在0.14的超高分子量聚乙烯薄膜经6倍的拉伸,拉出的薄膜,宽度变成175mm,厚度变成0.04mm。宽度300mm,厚度0.14的薄膜,当拉伸倍数调整到8倍时,拉出的薄膜宽度为150mm,厚度为0.0328mm。故此,拉伸倍数的高低,取决于超高分子量聚乙烯材料的分子量,分子量越高拉伸倍数越低,1200万分子量的超高分子量聚乙烯料做成的薄膜拉伸倍数只能达到4.5倍。
所述步骤c)中,所述超高分子量聚乙烯膜(1)厚度为0.04~0.07mm,所述PTFE膜(2)厚度为0.01~0.02mm,所述线绳(3)直径大于1.00mm。所述步骤c)中,所述加捻工艺使用设备为加捻机(8),绞捻角度在3°~11°之间。
本发明提供一种超高分子量聚乙烯膜复合PTFE膜后加捻制成的线绳,其特征是,所述线绳(3)由超高分子量聚乙烯膜(1)与PTFE膜(2)复合加捻制成。
所述超高分子量聚乙烯膜(1)厚度为0.04~0.07mm,所述PTFE膜(2)厚度为0.01~0.02mm,所述线绳(3)直径大于1.00mm。
实际操作时,将超高分子量聚乙烯料倒入料筒(9),螺杆挤出机预热两小时,启动螺杆挤出机:温度设定:一区(4-1)185℃,二区(4-2)215℃,三区(4-3)245℃,四区(4-4)245℃,五区(4-5)215℃;挤出筒(5)内牵引辊轧185℃,水箱(6)30℃~40℃,加热箱(7)92℃~98℃。拉伸倍数6~8倍。复合PTFE加捻、收卷即可。
该线绳由于分子量极高,主链结合好,结晶度高,取向度高,因此它的强度是当今所有纤维之最,相当于优质钢丝的15倍,普通化学纤维的近10倍。磨损性能居塑料之首,是尼龙的6倍、聚四氟乙烯的6倍、碳钢的7倍、黄铜的27倍。冲击强度是现有塑料的最高值,而且密度小,其密0.98~0.99g/cm
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围。
- 一种超高分子量聚乙烯膜复合PTFE膜后加捻的方法及使用该方法制成的线绳
- 一种超高分子量聚乙烯复合膜的制备方法及应用