一种链条磨损检测装置及检测方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及传动链领域,尤其涉及一种链条磨损检测装置及检测方法。
背景技术
在机械工程和工业工程的众多领域中,比如钢铁工业、水泥工业、采矿工业等,传动链和相关的链传动是物料运输设备的重要组成部分,由于传动链工作载荷较大,运作时间较长,使得链条长时间处于重载状态,连接处的销轴容易产生磨损,而且肉眼难易发现,影响了设备使用寿命。
为确保实时监控链条磨损情况,现有技术中有的采用在链节部分设置接触式传感器对应力等相关信号进行采集分析,以确定链条是否出现磨损,该技术方案会与链条接触式操作,并且需要设置较多传感器,并且由于污垢附着等原因容易产生误判,降低检测准确度;有的采用在链节部分设置辅助检测标识以进行信号采集,需要设置大量标识费时费力;有的采用新链条作为参照,与老链条对比检测,该技术方案操作较为复杂,并且需要大量人工操作,也会耗费时力,也会因为人为因素影响检测的准确性。
鉴于上述问题,本发明提出一种链条磨损检测装置,提高链条磨损检测的自动化程度,无需人工干扰,无需接触式操作即能精确检测链条磨损程度。
发明内容
有鉴于此,本发明旨在提出一种链条磨损检测装置,能够解决现有技术中链条磨损检测自动化程度低,准确度低,耗时耗力,并且操作因人而异,检测效果不好的技术问题。
为达到上述目的,本发明的技术方案是这样实现的:
一种链条磨损检测装置,包括尺寸检测模块、喷涂模块、声光报警模块和控制器,所述尺寸检测模块和所述喷涂模块沿链条移动方向依次布置,所述尺寸检测模块用于感应获取链条每个中链环的信号并检测相邻中链环的距离以判断链条连接处的销轴是否超出磨损阈值,所述喷涂模块用于对磨损处中链环进行喷涂,所述声光报警模块用于发出报警提示,所述控制器分别与所述尺寸检测模块、喷涂模块和声光报警模块连接,接收各模块反馈信号并控制各模块开启和关闭。该设置能够有效的对工作中的链条实时进行磨损检测,无需停机,无需接触检测,操作简单,自动喷涂,提示更换,检测效率以及精度高。
进一步的,所述尺寸检测模块包括第一接近传感器、第二接近传感器和图像采集模块,所述第一接近传感器、所述图像采集模块和所述第二接近传感器依次沿链条移动方向设置,所述第一接近传感器和所述第二接近传感器为光电感应传感器;所述图像采集模块包括光源、相机,所述光源为蓝色、90°垂直照射的环形LED光源,环状同轴围设在所述相机的外侧,所述相机为黑白相机,所述第一接近传感器、第二接近传感器、所述光源和所述相机分别与所述控制器连接,所述第一接近传感器、第二接近传感器和所述相机中心轴线平行,且设置于同一平面A,检测时所述平面A与中链环的中心对称平面重合,所述第一接近传感器和所述第二接近传感器到中链环侧面的距离分别为H,H≤300mm,所述相机镜头到中链环侧面的距离为d,300mm≥d≥200mm。该设置利用光电感应及机器视觉的技术对链条进行信息采集,并能记录磨损信息,有利于检测的自动化,并且精度好。
进一步的,所述喷涂模块包括喷涂枪、第一电磁阀、第二电磁阀、电机、滑轨和滑块,所述电机设置在所述滑轨的一端,所述滑块滑动设置在所述滑轨上,与所述电机连接,所述喷涂枪固定设置在所述滑块上,并同时与第一电磁阀和第二电磁阀连接,所述电机、所述第一电磁阀和所述第二电磁阀分别与所述控制器连接,所述第一电磁阀和所述第二电磁阀其中的一个控制所述喷涂枪的开启和关闭,其中的另一个控制所述喷涂枪的雾化模式开启与关闭。喷涂枪能够自动喷涂标识,可移动设置便于根据不同使用要求调整喷涂枪的位置,防止出现漏喷的情况,避免影响检测效果。
喷涂枪上设置有空气入口CYL口和雾化接口CAP口,第一电磁阀和第二电磁阀其中一个为两位三通电磁阀,与空气入口CYL口连接,控制喷涂枪开启和关闭,其中的另一个为两位两通电磁阀,与雾化接口CAP口连接,能够使得喷涂更加均匀,喷涂效果好。
进一步的,所述喷涂枪喷涂材料为水性油漆,所述油漆颜色为白色,附着力为3B~5B,水性油漆不易干燥,避免喷涂枪长时间无动作导致堵塞;链条为暗色,喷涂白色油漆更加醒目;由于链条表面存在油污,油漆附着力越强越不易脱落。
进一步的,所述链条磨损检测装置还包括壳体和支架,所述壳体与所述支架固定连接,所述壳体外部固定设置有所述声光报警模块,所述壳体内部固定设置有尺寸检测模块、喷涂模块和所述控制器。该设置能够对内部元器件起到防护作用,使链条磨损检测装置保持良好精度,并且支架设置起到支撑作用能够便于检测进行。
进一步的,所述链条磨损检测装置还包括显示终端和背景板,所述显示终端与所述控制器连接,以显示所述控制器接收以及发出的信息,包括尺寸检测信息、喷涂信息、声光报警记录,所述背景板竖直设置在链条远离所述壳体的一侧,用以屏蔽背景,所述背景板为白色漫反射的聚苯乙烯板。显示终端能够有利于实时监测链条数据采集及分析情况,一般显示信息包括长度测量值历史记录、链条图像、链条节数/长度折线图等,背景板能够在图像采集时屏蔽背景噪音,便于后续控制器处理分析,提高分析速度,背景板的尺寸以及放置距离根据相机的视场和景深确定,长度为300~400mm,宽度为200~300mm。
本发明还提出了一种链条磨损检测方法,应用于上述任一所述的链条磨损检测装置,步骤如下:
S1:在待检测的链条一侧竖直设置所述背景板,在另一侧设置固定有所述尺寸检测模块、所述喷涂模块、所述声光报警模块和所述控制器的壳体和支架,调整所述壳体位置,使所述第一接近传感器、第二接近传感器和所述相机中心轴线所在平面A与中链环的中心对称平面重合,对链条磨损检测装置通电;
S2:所述控制器控制所述第一接近传感器工作,当第一接近传感器检测到中链环时,向所述控制器发送检测信号,控制器记录检测时间t
S3:所述控制器控制相机工作,采集相邻两个中链环之间部分的图像并传送给所述控制器;
S4:所述控制器对图像进行识别并判定是否采集到整个外链环图像,如果是,进入S5,如果否返回S2;
S5:所述控制器对采集的图像进行图像处理;
S6:根据图像处理结果提取相邻中链环边缘信息并计算相邻中链环的实际间距W;
S7:判定相邻中链环实际间距W是否大于预设值W
S8:所述控制器控制所述第二接近传感器工作,当第二接近传感器检测到中链环时向所述控制器发送检测信号,控制器记录检测时间t
S9:所述控制器控制所述喷涂模块动作,对中链环进行喷涂,并控制声光报警模块启动发出报警提示;返回S2,进行下一个链节部分中链环的检测。
进一步的,所述S5中图像处理步骤依次为:图像矫正、高斯滤波去噪处理、图像增强处理、二值化处理、Sobel边缘检测求垂直边缘dx导数的阶数、中值滤波去噪处理、图像腐蚀处理、图像膨胀处理、查找轮廓和提取左右相邻中链环轮廓信息。
图强矫正用于矫正由相机镜头引起的图像畸变;高斯滤波用于平滑图像;图像增强用于突出轮廓信息;二值化用于剔除一些低于或高于一定值的像素;Sobel算子用于求dx导数的阶数可以有效去除坐标系中y方向的轮廓信息保留x方向的轮廓;中值滤波用于去除图像上的椒盐噪音;这里先图像腐蚀处理再图像膨胀处理,用于去除图像背景较小的点的噪音;经过图像处理后能够得到更加精确的轮廓信息。
进一步的,所述S6中根据图像处理结果提取相邻中链环边缘信息并计算相邻中链环的实际间距W,具体为:
S61:根据相邻中链环边缘信息选取左部中链环需要计算的区域为左ROI区域,选取右部中链环需要计算的区域为右ROI区域;
S62:统计左ROI区域内边缘信息的X向坐标值,按顺序排列并计算中值X
S63:计算左右边缘轮廓像素间距X
S64:计算像素间距W’,W’= X
S65:根据三角形相似原理f/d= W’/W,计算左右相邻中链环边缘实际间距W=((X
进一步的,所述S9中所述控制器控制所述喷涂模块动作,对中链环进行喷涂的步骤包括:
S91:所述控制器计算中链环从第一接近传感器到第二接近传感器运行时间差Δt= t
S92:求取链条移动速度v,已知第一接近传感器与相机的中心轴线距离为l
S93:所述控制器计算中链环由第二接近传感器移动到喷涂枪的时间t
S94:已知控制器控制喷涂枪开启的时间为T,判断T与t
S95:所述控制器控制电机开启带动所述滑块移动,使得所述喷涂枪沿滑轨做位置调整,增加喷涂枪到第二接近传感器的距离,并作为l
S96:t
S97:t
本发明所述的一种链条磨损检测装置,与现有技术相比具有以下优势:
(1)本发明所述的一种链条磨损检测装置,无需接触式操作,接近传感器为光电感应传感器,通过机器视觉技术使用相机对图像进行采集处理,进而完成相邻中链环间距的计算分析,以判断中链环是否磨损,并且采用喷涂枪做出标记,声光报警模块发出报警提示,能够排除人工操作因素的干扰,也解决了接触式检测中异物干扰造成的精确度降低的问题,检测准确度高,检测装置故障率小,便于链条的维护检修;
(2)本发明所述的一种链条磨损检测装置,能够节省人力物力,快速对整个链条做出检测分析,能够精确指出磨损位置,提高链条实时检测的自动化程度,可实现无人值守,可长时间持续工作;
(3)本发明所述的一种链条磨损检测装置,适用于钢厂棒线生产线、矿山的刮板运输机、矿车链接处、大型矿车转载机等各种大型重载传动应用场合,有效提高磨损链条磨损检测准确率和自动化水平,保障安全生产。
以上所述链条磨损检测方法产生的有益效果同上所述,不再进行赘述。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为本发明实施例所述的链条磨损检测装置作业现场示意图;
图2为本发明实施例所述的链条磨损检测装置结构示意图;
图3为本发明实施例所述的链条磨损检测装置另一方向结构示意图;
图4为本发明实施例所述的链条磨损检测装置与链条摆放位置侧视图;
图5为本发明实施例所述的链条磨损检测装置与链条摆放位置俯视图;
图6为本发明实施例所述的链条检测部位示意图;
图7为本发明实施例所述的链条实物与成像关系示意图;
图8为本发明实施例所述的检测方法步骤图;
图9为本发明实施例所述的检测方法详细流程图。
附图标记说明:
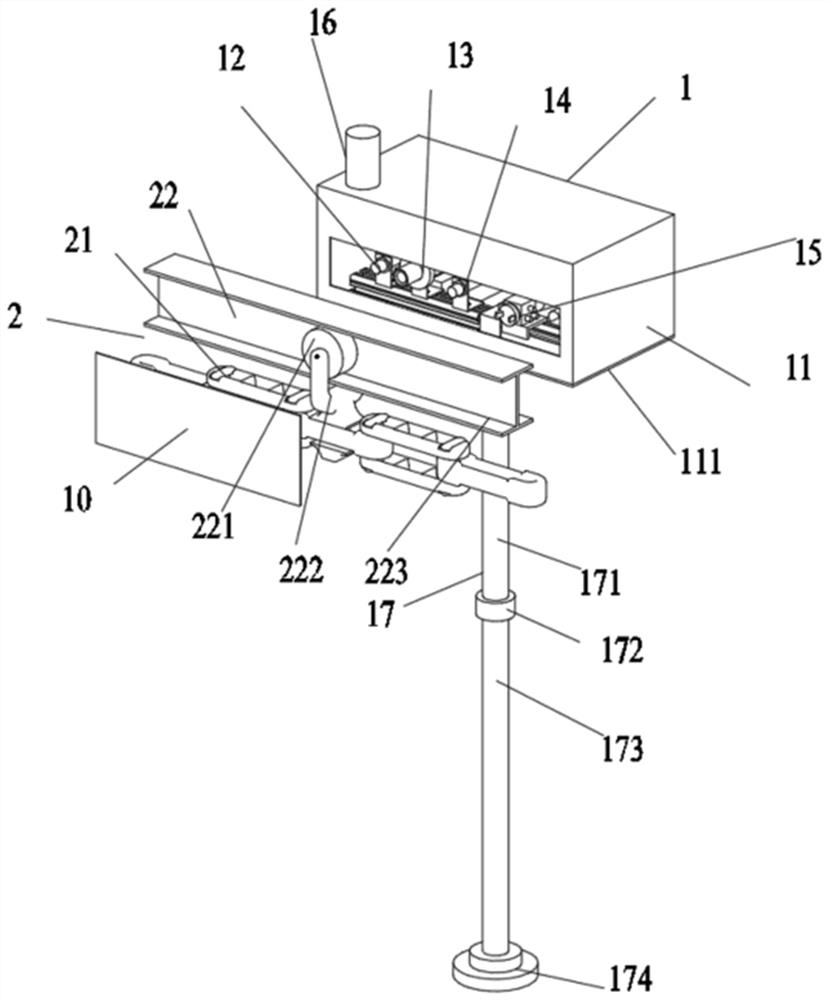
1、链条磨损检测装置;10、背景板;11、壳体;111、底板;112、支撑轨;12、第一接近传感器;13、图像采集模块;131、光源;132、相机;14、第二接近传感器;15、喷涂模块;151、喷涂枪;152、第一电磁阀;153、第二电磁阀;154、滑轨;155、电机;156、滑块;16、声光报警模块;17、支架;171、第一支杆;172、固定件;173、第二支杆;174、底座;18、控制器;2、链条组件;21、链条;211、外链环;212、中链环;213、销轴;22、吊架;221、滚轮;222、支撑件;223、工字钢。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明中涉及“ 第一”、“ 第二”、“上”、“下”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“ 第二”特征可以明示或者隐含地包括至少一个该特征。“上”、“下”方位以实际安装位置为准,另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当实施例之间的技术方案能够实现结合的,均在本发明要求的保护范围之内。
下面将参考附图并结合实施例来详细说明本发明。
具体实施例如图1-图6所示,用于物料输送设备的链条组件2包括链条21和吊架22,吊架22包括工字钢223、滚轮221和支撑件222,滚轮221沿工字钢223的槽部滚动,支撑件222用以连接滚轮221和链条21,对链条21起到支撑作用,避免链条21在移动过程中下垂,链条21包括外链环211、中链环212和销轴213,外链环211两端分别和两个相邻中链环212采用销轴213连接,链条21长时间工作,销轴213会发生磨损,磨损后相邻中链环212的间距会增大,磨损超出阈值后,相邻中链环212的间距也会超出阈值,从而需要进行维修,链条21移动方向如图中箭头所示,为了在链条21工作过程中能够进行实时监控链条的磨损状况,根据测量相邻中链环212的间距来判断销轴213的磨损情况,本实时例提出一种链条磨损检测装置,包括尺寸检测模块、喷涂模块15、声光报警模块17和控制器18,所述尺寸检测模块和所述喷涂模块15沿链条21移动方向依次布置,所述尺寸检测模块用于感应获取链条21每个中链环212的信号并检测相邻中链环212的距离以判断销轴213是否超出磨损阈值,所述喷涂模块15用于对磨损处中链环212进行喷涂,所述声光报警模块16用于发出报警提示,所述控制器18分别与所述尺寸检测模块、喷涂模块15和声光报警模块16连接,接收各模块反馈信号并控制各模块开启和关闭;
进一步的,所述链条磨损检测装置还包括壳体11和支架17,壳体11下部与所述支架17固定连接,壳体11外部固定设置有声光报警模块16,壳体11内部固定设置有尺寸检测模块、喷涂模块15和所述控制器18,壳体11底部设置有底板111,尺寸检测模块、喷涂模块15和所述控制器18固定设置在底板111上;支架17包括第一支杆171、固定件172、第二支杆173和底座174,第一支杆171一端插入第二支杆173可伸缩式设置,并且第一支杆171和第二支杆173连接处由固定件172固定连接,第二支杆173底部设置有以放置整个检测装置的底座174;支架17可以伸缩调节链条磨损检测装置的高度,便于检测不同位置的链条组件;
进一步的,所述链条磨损检测装置还包括显示终端和背景板10,所述显示终端与所述控制器18连接,以显示所述控制器18接收以及发出的信息,包括尺寸检测信息、喷涂信息、声光报警记录,所述显示终端设置在壳体11上,便于检测操作观察,所述背景板10竖直设置在链条组件2远离所述壳体11的一侧,用以屏蔽背景,所述背景板10为白色漫反射的聚苯乙烯板,考虑到背景板10应大于相机132景深和视场范围,长度为300~400mm,宽度为200~300mm,以取得更好的取景效果;
进一步的,尺寸检测模块包括第一接近传感器12、第二接近传感器14和图像采集模块13,第一接近传感器12、图像采集模块13和第二接近传感器14依次沿链条21移动方向设置,图像采集模块13包括光源131、相机132,光源131为蓝色、90°垂直照射的环形LED光源,环状同轴围设在所述相机132的外侧,相机为黑白相机,第一接近传感器12、第二接近传感器14、光源131和所述相机132分别与控制器18连接,控制器18控制第一接近传感器12和第二接近传感器14开启和关闭,并能接收传感器发出的信号,控制器18控制相机132进行拍摄并能接收相机132传输的图片;
第一接近传感器12、第二接近传感器14为光电感应式传感器,第一接近传感器12、第二接近传感器14和相机132中心轴线平行设置,且设置于同一平面A,检测时第一接近传感器12和第二接近传感器14的测头端面需要与中链环212的侧面平行设置以更准确的接收感应信号,由于中链环212的侧面与中心对称平面垂直,则平面A与中链环212的中心对称平面重合,第一接近传感器12测头端面到中链环212侧面的距离为H,第二接近传感器14测头端面到中链环212侧面的距离也为H,H≤300mm,以保证传感器工作范围,使其感应效率最高;相机132镜头到中链环212侧面的距离为d,300mm≥d≥200mm,在相机视场范围内,保证相机132采集图片的清晰度好;
优选的,底板111上固定设置有支撑轨112,第一接近传感器12、图像采集模块13和第二接近传感器14分别通过垫板固定设置在支撑轨112上,支撑轨112设置有T形槽,第一接近传感器12、图像采集模块13和第二接近传感器14可通过螺栓连接在T形槽中,便于安装以及安装位置的调整;
进一步的,喷涂模块15包括喷涂枪151、第一电磁阀152、第二电磁阀153、电机155、滑轨154和滑块156,电机155设置在滑轨154的一端,滑块156滑动设置在滑轨154上,与电机155连接,喷涂枪151固定设置在滑块156上,并同时与第一电磁阀152和第二电磁阀153连接,电机155、第一电磁阀152和第二电磁阀153分别与控制器18连接,控制器18控制电机155与第一电磁阀152和第二电磁阀153的启闭,第一电磁阀152和所述第二电磁阀153其中的一个控制所述喷涂枪151的开启和关闭,其中的另一个控制所述喷涂枪151的雾化模式开启与关闭。
喷涂枪151上设置有空气入口CYL口和雾化接口CAP口,第一电磁阀152和第二电磁阀153其中一个为两位三通电磁阀,与空气入口CYL口连接,控制喷涂枪151开启和关闭,其中的另一个为两位两通电磁阀,与雾化接口CAP口连接,能够使得喷涂更加均匀,喷涂效果好;喷涂枪151喷涂材料为水性油漆,防止喷涂枪151长时间没有喷涂动作油漆干燥堵塞,油漆为白色,由于链条21为黑色,使得喷涂后更醒目,且具有强附着力,附着力为3B~5B,防止链条21上油污过多导致油漆过早脱落标识不清,可根据经济性综合考虑,一般场合3B即可达到使用要求,喷涂枪151喷头与油漆连接管路不易过长,不超过500mm,与空气连接管路的弯曲半径不小于28mm,避免气压不够导致无法喷涂,喷涂枪151喷头到中链环212侧面的距离为S,S≤300mm,以保证油漆的喷涂范围,为了使其喷涂效果明显,喷涂直径为2Y,其中Y为图6中中链环212直线边缘的长度,根据涂料的粘度及特性,适当的空气压力为0.25MPa~0.4MPa。
进一步的,声光报警模块16包括LED警示灯、蜂鸣警示器,所述LED警示灯和蜂鸣器与所述控制器18相连,控制器18控制声光报警模块16发出警报,声光报警模块16的停止由人工手动控制。
本发明还提出了一种链条磨损检测方法,应用于上述任一所述的链条磨损检测装置,如图8和图9所示,步骤如下:
S1:在待检测的链条21一侧竖直设置所述背景板10,在另一侧设置固定有所述尺寸检测模块、所述喷涂模块15、所述声光报警模块16和所述控制器18的壳体11和支架17,调整所述壳体11位置,使所述第一接近传感器12、第二接近传感器14和所述相机132中心轴线所在平面A与中链环212的中心对称平面重合,对链条21磨损检测装置通电;
S2:所述控制器18控制所述第一接近传感器12工作,当第一接近传感器12检测到中链环212时,向所述控制器18发送检测信号,控制器18记录检测时间t
S3:所述控制器18控制相机132工作,采集相邻两个中链环212之间部分的图像并传送给所述控制器18;
S4:所述控制器18对图像进行识别并判定是否采集到整个外链环211图像,如果是,进入S5,如果否返回S2;
S5:所述控制器18对采集的图像进行图像处理;
S6:根据图像处理结果提取相邻中链环212边缘信息并计算相邻中链环212的实际间距W;
S7:判定相邻中链环实际间距W是否大于预设值W
S8:所述控制器18控制所述第二接近传感器14工作,当第二接近传感器14检测到中链环212时向所述控制器18发送检测信号,控制器18记录检测时间t
S9:所述控制器18控制所述喷涂模块15动作,对中链环212进行喷涂,并控制声光报警模块16启动发出报警提示;返回S2,进行下一个中链环212部分检测。
进一步的,所述S5中图像处理步骤依次为:图像矫正、高斯滤波去噪处理、图像增强处理、二值化处理、Sobel边缘检测求垂直边缘dx导数的阶数、中值滤波去噪处理、图像腐蚀处理、图像膨胀处理、查找轮廓和提取左右相邻中链环轮廓信息。
图强矫正用于矫正由相机132镜头引起的图像畸变;高斯滤波用于平滑图像;图像增强用于突出轮廓信息;二值化用于剔除一些低于或高于一定值的像素;Sobel算子用于求dx导数的阶数可以有效去除坐标系中y方向的轮廓信息保留x方向的轮廓;中值滤波用于去除图像上的椒盐噪音;这里先图像腐蚀处理再图像膨胀处理,用于去除图像背景较小的点的噪音;经过图像处理后能够得到更加精确的轮廓信息,后续间距计算精确度高。
进一步的,如图6和图7所示,所述S6中根据图像处理结果提取相邻中链环212边缘信息并计算相邻中链环212的实际间距W,具体为:
S61:根据相邻中链环212边缘信息选取左部中链环212需要计算的区域B对应的图像区域为左ROI区域,选取右部中链环212需要计算的区域C对应的图像区域为右ROI区域;
S62:统计左ROI区域内边缘信息的X向坐标值,按顺序排列并计算中值X
S63:计算左右边缘轮廓像素间距X
S64:计算像素间距W’,W’= X
S65:根据三角形相似原理f/d= W’/W,计算左右相邻中链环212边缘实际间距W=((X
进一步的,所述S9中所述控制器18控制所述喷涂模块15动作,对中链环212进行喷涂的步骤包括:
S91:所述控制器18计算中链环212从第一接近传感器12到第二接近传感器14运行时间差Δt = t
S92:求取链条21移动速度v,已知第一接近传感器12与相机132的中心轴线距离为l
S93:所述控制器18计算中链环由第二接近传感器14移动到喷涂枪151的时间t
S94:已知控制器18控制喷涂枪151开启的时间为T,判断T与t
控制器18需要有自适应延迟时间,记为T
S95:所述控制器18控制电机155开启带动所述滑块156动作,使得所述喷涂枪151沿滑轨154做位置调整,增加喷涂枪151到第二接近传感器14的距离,并作为l
S96:t
S97:t
更具体的,在一个实施方案中链条磨损检测装置采用相机132的镜头到链条距离d为200mm,焦距f为8mm,像元尺寸β为0.00185mm,在一次检测中采集图片经过图像处理后得出Xr = 987,Xl = 3235,Xpix = 3235-987,Xpix = 2248,由此计算得出相邻中链环212的间距为W = 2248 × 0.00185 × 200 ÷ 8=103.97mm,预设的相邻中链环212的间距W
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
- 乘客输送机的链条的磨损检测装置以及磨损检测方法
- 一种轮胎磨损检测装置及轮胎磨损检测方法