除静电装置及具有该装置的聚烯烃薄膜/片材的制作设备
文献发布时间:2023-06-19 11:40:48
技术领域
本发明属于聚烯烃薄膜/片材制造技术领域,具体涉及共挤出型聚烯烃薄膜/片材制作设备结构和布置的改进。
背景技术
静电是一种处于静止状态的电荷。静电会将两个相对较薄的物体吸附在一起,对于一些薄膜/片材而言,静电的存在会直接影响两个物体的分离。静电以及自由电荷在磁场中运动时会产生电流,现有技术中通常运用这一技术进行去除静电或自由电荷。
聚烯烃薄膜/片材制造过程中会产生静电,静电会直接将两张相邻的薄膜或片材吸附在一起,被静电吸附在一起的薄膜或片材很难被分开。
聚烯烃薄膜/片材在制造完成之后会根据用途需求对成品的聚烯烃薄膜/片材表面进行静电消除。现有技术中,对聚烯烃薄膜/片材进行除静电的工艺主要为采用在聚烯烃薄膜/片材表面涂抹除静电剂,然后对涂抹除静电剂之后的聚烯烃薄膜/片材通电,进而达到消除静电的目的。在聚烯烃薄膜/片材表面涂抹除静电剂并采用通电的方法虽然实现了除消除聚烯烃薄膜/片材表面静电的目的,但是这一方法存在对聚烯烃薄膜/片材进行改性进而导致聚烯烃薄膜/片材材料的特性改变,材料特性的改变会直接影响聚烯烃薄膜/片材的使用寿命和使用效果,故而对成品聚烯烃薄膜/片材表面的静电进行去除显得尤为重要。
发明内容
本发明的目的是提供一种除静电装置及具有该装置的聚烯烃薄膜/片材的制作设备及运用该设备对制造的成品聚烯烃薄膜/片材表面存在的静电进行消除的技术。
为实现上述发明目的,本发明所采用的技术方案是:除静电装置,包括磁场发生设备,所述磁场发生设备制造变化的磁场,所述磁场发生设备制造的磁场与待除静电产品垂直、将待除静电产品完全包覆,并且促使待除静电产品上的静电以及自由电荷运动,所述待除静电产品的一侧与静电导出设备电连接。
为了更清晰的阐述本发明,作为上述方案的进一步优化,所述磁场发生设备包括磁场产生机构,所述磁场产生机构设置在待除静电产品的一侧,所述磁场产生机构制造的磁场将待除静电产品完全包覆,所述磁场产生机构上设置有摇摆机构,所述摇摆机构促使磁场产生机构摇摆,所述摇摆机构设置在支撑骨架上。
作为上述方案的进一步优化,所述静电导出设备包括静电接收机构,所述静电接收机构的一端与待除静电产品电连接,另一端电连接有静电导出机构。
作为上述方案的进一步优化,所述静电导出设备还包括静电检测机构,所述静电检测机构与静电接收机构电连接,并且,所述静电检测机构与静电导出机构并联。
一种聚烯烃薄膜/片材制作设备,还包括聚烯烃薄膜/片材制作装置,所述聚烯烃薄膜/片材制作装置用于制作成品聚烯烃薄膜/片材,所述除静电装置促使成品聚烯烃薄膜/片材上的静电运动并导出。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置包括聚烯烃薄膜/片材制作机构,所述聚烯烃薄膜/片材制作机构包括聚烯烃薄膜/片材初成型腔、以及,设置在聚烯烃薄膜/片材初成型腔下方且与聚烯烃薄膜/片材初成型腔底部出口连通的聚烯烃薄膜/片材压制成型腔,所述聚烯烃薄膜/片材初成型腔中具有若干互不连通的压制通道,所述聚烯烃薄膜/片材压制成型腔中具有一个与聚烯烃薄膜/片材初成型腔中各通道均连通的成型通道,所述聚烯烃薄膜/片材初成型腔的压制通道以及聚烯烃薄膜/片材压制成型腔的成型通道内均各设置有一个压制机构;所述聚烯烃薄膜/片材制作机构的上方设置有共挤出料头,所述共挤出料头具有若干互不连通的供料腔,所述共挤出料头的各供料腔分别连通一个压制通道;所述聚烯烃薄膜/片材制作机构的侧面上设置有第一动力机构,所述第一动力机构通过齿轮箱同时驱动聚烯烃薄膜/片材初成型腔以及聚烯烃薄膜/片材压制成型腔中的压制机构运动。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置还包括温度改变机构,所述温度改变机构设置在聚烯烃薄膜/片材初成型腔和聚烯烃薄膜/片材压制成型腔的连接处。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置还包括冷却通道,所述冷却通道的一端与聚烯烃薄膜/片材压制成型腔底部出口连通,另一端置于磁场发生部产生的磁场中。
作为上述方案的进一步优化,还包括卷筒,所述卷筒用于卷收成品聚烯烃薄膜/片材,所述卷筒以及卷筒上卷收的成品聚烯烃薄膜/片材均完全置于磁场产生机构制造的磁场中。
本发明具有以下有益效果:
1、本发明通过设置由磁场发生设备、静电导出设备等结构组成的除静电装置,利用磁场产生机构制造不断变化的磁场,进而使得磁场产生机构制造的磁场内的自由电荷以及静电均在磁场中发生运动,然后利用静电接收机构将自由电荷以及静电流动产生的电流进行接收,并将接收之后的电流通过导线传递给静电导出机构,最终使得本发明实现对磁场内的静电以及自由电荷进行去除的目的。
2、本发明通过设置由聚烯烃薄膜/片材制作机构、温度改变机构、冷却通道和卷筒等结果组成的聚烯烃薄膜/片材制作装置以及除静电装置等结构,将除静电装置设置在聚烯烃薄膜/片材制作装置的一侧,并使得卷筒完全置于除静电装置制造的磁场中,利用卷筒对聚烯烃薄膜/片材制作机构制造的成品聚烯烃薄膜/片材进行卷收,并将卷收之后的成品聚烯烃薄膜/片材完全置于磁场产生设备产生的变化的磁场中,同时利用静电导出机构将磁场中的成品聚烯烃薄膜/片材上的静电以及自由电荷进行导出,最终使得本发明实现了对聚烯烃薄膜/片材上的静电以及自由电荷进行去除的目的。
附图说明
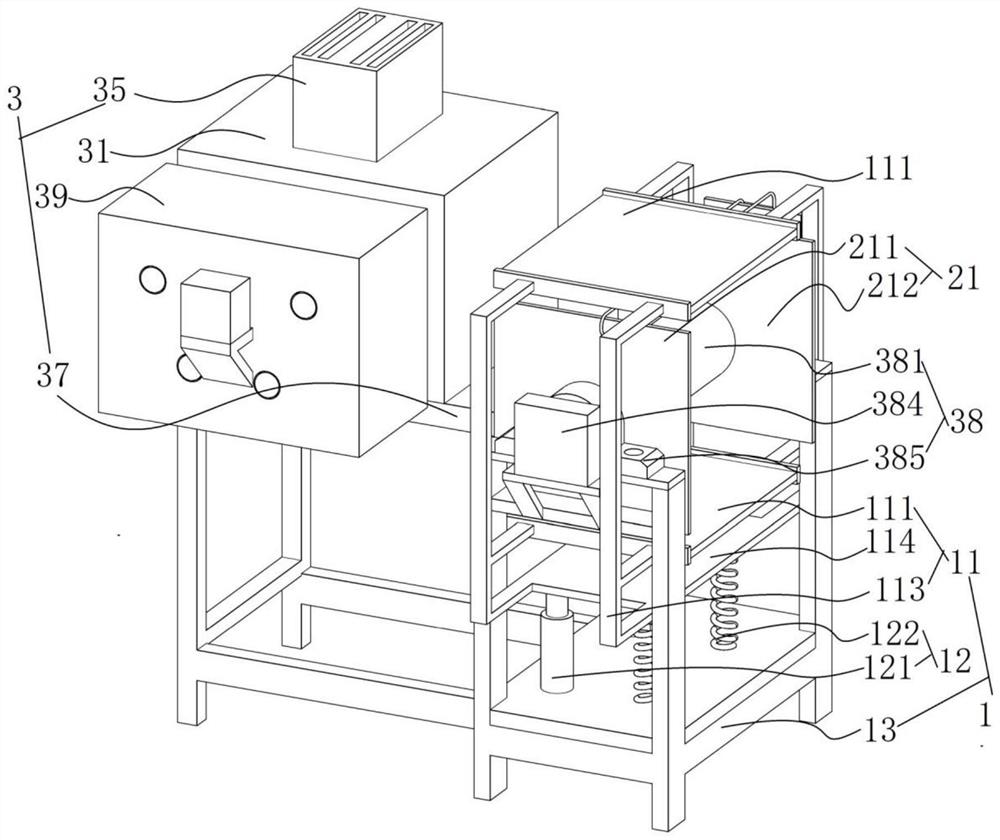
图1为本发明的整体三维结构示意图;
图2为本发明的除静电装置三维结构示意图;
图3为本发明的聚烯烃薄膜/片材制作机构三维结构示意图;
图4为本发明的卷筒三维结构示意图;
图5为本发明的第一动力机构三维结构示意图;
图6为本发明的除静电装置的除静电工艺流程图;
图7为本发明的聚烯烃薄膜/片材的除静电工艺流程图。
附图说明:1-磁场发生设备,2-静电导出设备,3-聚烯烃薄膜/片材制作装置,11-磁场产生机构,12-摇摆机构,13-支撑骨架,21-静电接收机构,22-静电导出机构,23-静电检测机构,31-聚烯烃薄膜/片材制作机构,32-聚烯烃薄膜/片材初成型腔,33-聚烯烃薄膜/片材压制成型腔,34-压制机构,35-共挤出料头,36-温度改变机构,37-冷却通道,38-卷筒,39-第一动力机构,111-磁场制造板,112-绝缘块,113-连接支架,114-连接板,121-升降器,122-复位弹簧,211-第一接电板,212-第二接电板,213-水平伸缩器,341-第一压制辊,342-第二压制辊,381-滚筒,382-主轴,383-引导软板,384-普通电机,385-带座轴承,391-第一齿轮,392-第二齿轮,393-第三齿轮,394-外箱体,395-驱动电机。
具体实施方式
下面结合本发明的优选实施例对本发明做进一步地详细、准确说明,但本发明的实施方式不限于此。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,术语“第一”、“第二”“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,“垂直”等术语并不表示要求部件之间绝对垂直,而是可以稍微倾斜。如“垂直”仅仅是指其方向相对而言更加垂直,并不是表示该结构一定要完全垂直,而是可以稍微倾斜。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”等应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例
如图2所示,除静电装置,包括磁场发生设备1,所述磁场发生设备1制造变化的磁场,所述磁场发生设备1制造的磁场与待除静电产品垂直、将待除静电产品完全包覆,并且促使待除静电产品上的静电以及自由电荷运动,所述待除静电产品的一侧与静电导出设备2电连接。
在本实施例中,所述的除静电装置的工作流程为:首先将待除静电产品置于磁场发生设备1制造的磁场的覆盖区域,让静电导出设备2与待除静电产品电连接,让磁场发生设备1制造变化的磁场,此时待除静电产品上的静电以及自由电荷便在变化的磁场中做垂直与磁感线方向的运动,并在运动过程中形成电流,进而电流被静电导出设备2接收并导出。
在本实施例中,所述的除静电装置通过设置磁场发生设备1、静电导出设备2等结构,利用磁场发生设备1制造不断变化的磁场,进而使得磁场发生设备1制造的磁场内的自由电荷以及静电均在磁场中发生运动,然后利用静电导出设备2将自由电荷以及静电流动产生的电流进行接收并导出,最终使得本发明实现对磁场内的静电以及自由电荷进行去除的目的。
为了更清晰的阐述本发明,作为上述方案的进一步优化,所述磁场发生设备1包括磁场产生机构11,所述磁场产生机构11设置在待除静电产品的一侧,所述磁场产生机构11制造的磁场将待除静电产品完全包覆,所述磁场产生机构11上设置有摇摆机构12,所述摇摆机构12促使磁场产生机构11摇摆,所述摇摆机构12设置在支撑骨架13上。
在本实施例中,如图2所示,所述的磁场发生设备1包括如下结构:由两个磁场制造板111、两个绝缘块112、两个连接支架113和一个连接板114组成的磁场产生机构11、由两个升降器121和两根复位弹簧122组成的摇摆机构12以及支撑骨架13等结构;将两个磁场制造板111相对设置并让两个磁场制造板111之间形成容纳待除静电产品的空间,利用两个磁场制造板111同时制造不断变化的磁场,使得待除静电产品上的静电或自由电荷能够在不断变化的磁场中做垂直于磁感线方向的运动。同时在两个磁场制造板111上分别安装一个绝缘块112,然后再在两个磁场制造板111的两端分别连接一个连接支架113;在两个连接支架113的底端固定连接一个连接板114,然后将两个升降器121的动力输出端和两个复位弹簧122的一端同时沿连接板114另一侧面的中轴线对称设置,将两个升降器121和两个复位弹簧122均固定在支撑骨架13上,最终使得本发明的磁场制造板111制造的磁场具备了摇摆的功能。进而进一步的使得本发明能够通过磁场大小的变化和磁场方向的变化达到加快待除静电产品上的静电加快运动的效果,最终实现提升除静电效率低目的。
值得注意和明确的是,在本实施例中,所述的磁场发生板产生不断变化的磁场的方法为:为磁感应线圈通入强度不断变化的直流电流或交流电流,进而促使磁场不断变化。其中,电流强度的控制可以才用增大电压或降低电阻等方案。
可以列举的是,增大电阻阻值可以采用PTC材质的电阻,降低电阻阻值可以采用NTC材质的电阻。所述的磁场制造板111可为板状磁铁或者板状电磁铁
作为优选实施方式,在本实施例中,需要特别明确和说明的是,在本磁场发生板的侧面上设置绝缘块112并且将连接支架113与磁场发生板之间绝缘的目的在于,通过这一设计,使得本发明的磁场发生板在利用电流发生磁场时,不会产生漏电等隐患。
作为优选实施方式,在本实施例中,需要特别明确和说明的是,所述的升降器121由升降杆和升降泵组成。升降泵驱动升降杆做升降运动。
可以例举的是,若所述的升降泵为液压泵,则所述的升降杆为液压杆;若所述的升降泵为电缸,则所述的升降杆为电推杆;若所述的升降泵为空压机,则所述的升降杆为气缸。
作为上述方案的进一步优化,所述静电导出设备2包括静电接收机构21,所述静电接收机构21的一端与待除静电产品电连接,另一端电连接有静电导出机构22。
在本实施例中,如图2所示,所述的静电导出设备2包括如下结构:第一接电板211、第二接电板212和水平伸缩器213组成的静电接收机构21以及静电导出机构22;使用导线将第一接电板211和第二接电板212同时与静电导出机构22电连接;将第一接电板211固定且绝缘设置在磁场制造板111一端的支撑骨架13上,第二接电板212对称设置在磁场制造板111的另一端并让水平伸缩器213的动力输出端与第二接电板212原料接电板的一侧绝缘连接,同时将水平伸缩器213水平固定在支撑骨架13上。当需要对待除静电产品进行除静电时,通过水平伸缩器213将第二接电板212水平推出使得第一接电板211和第二接电板212同时与待除静电产品电连接,进而使得待除静电产品上的静电以及自由电荷在变化的磁场中运动时产生的电流能够被第二接电板212和第一接电板211同时接收并通过导线传递给静电导出机构22,最终将静电或自由电荷形成的电流去除。
作为优选实施方式,在本实施例中,需要特别明确和说明的是,所述的第一接电板211和第二接电板212均可以采用一侧面涂抹绝缘涂层,另一侧面不涂抹绝缘涂层的金属板、合金板或一侧面涂抹金属涂层那另一侧面绝缘的复合金属板材。所述的静电导出机构22可以为接地片或灯泡等消耗电流的设备。
作为优选实施方式,在本实施例中,需要特别明确和说明的是,所述的水平伸缩器213由伸缩杆和动力泵组成。
可以例举的是,若所述的动力泵为液压泵,则所述的伸缩杆为液压杆;若所述的动力泵为电缸,则所述的伸缩杆为电推杆;若所述的动力泵为空压机,则所述的伸缩杆为气缸。
作为上述方案的进一步优化,所述静电导出设备2还包括静电检测机构23,所述静电检测机构23与静电接收机构21电连接,并且,所述静电检测机构23与静电导出机构22并联。
在本实施例中,设置静电检测机构23的目的在于,利用设置的静电检测机构23能够有效的测出成品聚烯烃薄膜/片材上是否还遗留有未被去除完成的静电或自由电荷。
需要特别明确和说明的是,作为优选实施方式,在本实施例中,所述的静电检测部可以采用灵敏电流计检测电流的方法进行检测。
一种聚烯烃薄膜/片材制作设备,还包括聚烯烃薄膜/片材制作装置3,所述聚烯烃薄膜/片材制作装置3用于制作成品聚烯烃薄膜/片材,所述除静电装置促使成品聚烯烃薄膜/片材上的静电运动并导出。
在本实施例中,如图1~5所示,所述的聚烯烃薄膜/片材制作设备的工作流程为:首先将聚烯烃薄膜/片材制作用原料通入太阳能聚烯烃薄膜/片材制作装置3中进行成品聚烯烃薄膜/片材的制造,制造出的成品聚烯烃薄膜/片材被置于磁场发生设备1制造的磁场的覆盖区域,让静电导出设备2与成品聚烯烃薄膜/片材电连接,让磁场发生设备1制造变化的磁场;此时成品聚烯烃薄膜/片材上的静电以及自由电荷便在变化的磁场中做垂直与磁感线方向的运动,并在运动过程中形成电流,进而电流被静电导出设备2接收并导出。
在本实施例中,如图1~5所示,所述的聚烯烃薄膜/片材制作设备通过设置聚烯烃薄膜/片材制作装置3以及除静电装置等结构,将除静电装置设置在聚烯烃薄膜/片材制作装置3的一侧,并使得成品聚烯烃薄膜/片材完全置于除静电装置制造的变化的磁场中,同时利用静电导出机构22将磁场中的成品聚烯烃薄膜/片材上的静电以及自由电荷进行导出,最终使得本发明实现了对聚烯烃薄膜/片材上的静电以及自由电荷进行去除的目的。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置3包括聚烯烃薄膜/片材制作机构31,所述聚烯烃薄膜/片材制作机构31包括聚烯烃薄膜/片材初成型腔32、以及,设置在聚烯烃薄膜/片材初成型腔32下方且与聚烯烃薄膜/片材初成型腔32底部出口连通的聚烯烃薄膜/片材压制成型腔33;所述聚烯烃薄膜/片材初成型腔32中具有若干互不连通的压制通道,所述聚烯烃薄膜/片材压制成型腔33中具有一个与聚烯烃薄膜/片材初成型腔32中各通道均连通的成型通道;所述聚烯烃薄膜/片材初成型腔32的压制通道以及聚烯烃薄膜/片材压制成型腔33的成型通道内均各设置有一个压制机构34;所述聚烯烃薄膜/片材制作机构31的上方设置有共挤出料头35,所述共挤出料头35具有若干互不连通的供料腔,所述共挤出料头35的各供料腔分别连通一个压制通道;所述聚烯烃薄膜/片材制作机构31的侧面上设置有第一动力机构39,所述第一动力机构39通过齿轮箱同时驱动聚烯烃薄膜/片材初成型腔32以及聚烯烃薄膜/片材压制成型腔33中的压制机构34运动。
在本实施例中,如图1、3、5所示,所述的聚烯烃薄膜/片材制作装置3通过设置聚烯烃薄膜/片材制作机构31,聚烯烃薄膜/片材初成型腔32,聚烯烃薄膜/片材压制成型腔33,由若干第一压制辊341和两个第二压制辊342组成的压制机构34,共挤出料头35以及由三个第一齿轮391、两个第二齿轮392、两个第三齿轮393、外箱体394和一台驱动电机395组成的第一动力机构39;将设置有三个供料腔的共挤出料头35设置在聚烯烃薄膜/片材制作机构31上,并让共挤出料头35的各供料腔分别连通一个压制通道,同时让背板成型腔调的成型通道与各压制通道同时连通,并且在各压制通道中分别安装一个第一压制辊341以及成型通道中安装两个第二压制辊342;第一齿轮391水平并列且啮合在外箱体394的空腔内,让第一齿轮391分别驱动一个第一压制辊341转动,两个第二齿轮392水平并列且啮合设置在第一齿轮391的下方,两个所述第二齿轮392分别驱动一个第二压制辊342转动,任意一个第一压制辊341同轴连接有一个第三齿轮393,另一个第三齿轮393与任意一个第二齿轮392同轴设置,两个第三齿轮393相互啮合,任意一个第三齿轮393与驱动电机395的动力输出端固定连接,驱动电机395固定设置在外箱体394的外侧面上,外箱体394固定在外壳的外壁上;所述第一齿轮391、第二齿轮392和第三齿轮393均设置在外箱体394的空腔内。
通过前文所述的设计,利用若干并列排布的第一压制辊341在聚烯烃薄膜/片材初成型腔32中形成初成型区并对挤出料头中的各供料腔提供的原料进行分开压制,然后利用聚烯烃薄膜/片材压制成型腔33中的两个第二压制辊342对聚烯烃薄膜/片材初成型腔32中初压制成型的各板材进行整体压制并最终形成成品的聚烯烃薄膜/片材,使得本发明具备了对聚烯烃薄膜/片材进行分步制造的功能,有效解决了现有技术中采用粘接法制作聚烯烃薄膜/片材时存在粘接部牢靠,层与层之间存在缝隙、气泡等技术缺陷。
其次的,第一齿轮391分别与一个第一压制辊341连接,第二齿轮392分别与一个第二压制辊342连接,同时在任意一个第一齿轮391上同轴设置一个第三齿轮393,另一个第三齿轮393与任意一个第二齿轮392同轴设置,并使得两个第三齿轮393相互啮合,同时让一个第三齿轮393与驱动电机395的动力输出端固定连接,使得本发明实现了利用一台驱动电机395就同时驱动各个第一压制辊341以及两个第二压制辊342同时转动的目的。
作为优选实施方式,在本实施例中,如图3、5所示,让挤出料头两相邻供料腔的侧壁均延伸至聚烯烃薄膜/片材初成型腔32中的第一压制辊341上表面处,并且所述的挤出料头两相邻供料腔的侧壁以及与第一压制辊341的接触面均为光滑表面;能够有效保证第一压制辊341对聚烯烃薄膜/片材进行初成型时,各供料腔中提供的原料不会直接流入相邻的腔室中造成成品质量的下降。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置3还包括温度改变机构36,所述温度改变机构36设置在聚烯烃薄膜/片材初成型腔32和聚烯烃薄膜/片材压制成型腔33的连接处。
如图3所示,在本实施例中,所述的聚烯烃薄膜/片材制作装置3通过增设温度改变机构36,并将温度改变机构36设置在聚烯烃薄膜/片材初成型腔32和聚烯烃薄膜/片材压制成型腔33的接触处,使得本发明能够对聚烯烃薄膜/片材初成型腔32中制造的出产品进行再次加热或降温,以至于聚烯烃薄膜/片材压制成型腔33中进行聚烯烃薄膜/片材产品成型时,各原料层之间具备更好的贴合效果,有利提升了成品聚烯烃薄膜/片材的成型质量。
需要特别明确和说明的是,作为优选实施方式,在本实施例中,所述的温度改变机构36可以为红外加热器、微波加热器等现有常规技术或产品。
作为上述方案的进一步优化,所述聚烯烃薄膜/片材制作装置3还包括冷却通道37,所述冷却通道37的一端与聚烯烃薄膜/片材压制成型腔33底部出口连通,另一端置于磁场发生部产生的磁场中。
如图3所示,在本实施例中,所述的聚烯烃薄膜/片材制作装置3通过增设冷却通道37,使得聚烯烃薄膜/片材压制成型腔33中最终压制成型的聚烯烃薄膜/片材具备充足的冷却空间,进而使得成品聚烯烃薄膜/片材之间不会因为完全冷却相互粘接而影响成品质量。
可以进一步说明的是,为增强冷却效果,所述的冷却通道37上可以设置若干风孔,并且利用风机等外部设备从风孔向通道内吹入冷空气,加快冷却效果。
作为上述方案的进一步优化,还包括卷筒38,所述卷筒38用于卷收成品聚烯烃薄膜/片材,所述卷筒38以及卷筒38上卷收的成品聚烯烃薄膜/片材均完全置于磁场产生机构11制造的磁场中。
在本实施例中,如图4所示,所述的聚烯烃薄膜/片材制作装置3通过增设由滚筒381、主轴382、引导软板383、普通电机384和两个带座轴承385组成的卷筒38,将滚筒381与主轴382过盈配合,主轴382的一端与普通电机384的动力输出端固定连接,引导软板383的一端与卷筒38的侧面固定,另一端设置有引导槽,普通电机384固定设置在支撑骨架13上,两个带座轴承385对称设置在卷筒38两端的主轴382上,两个带座轴承385均固定设置在支撑骨架13的顶端。
将滚筒381过盈配合在主轴382的轴身上,并在主轴382的两端分别设置一个带座轴承385,同时将带座轴承385固定在支撑骨架13的顶端,同时将主轴382的一端与普通电机384固定连接,使得本发明能够通过普通电机384直接驱动卷筒38自动转动并对成品聚烯烃薄膜/片材进行自动卷收,进而使得本发明增强了对背板进行卷收的效率。同时,在卷筒38上固定设置一个引导软板383,将引导软板383上设置的引导槽与成品聚烯烃薄膜/片材的起始端进行连接,使得本发明在卷收成品聚烯烃薄膜/片材时,能够将成品聚烯烃薄膜/片材快速并规整的引导卷收在卷筒38上,进一步提升了本发明的工作效率。
作为优选实施方式,在本实施例中,需要特别明确和说明的是,在利用本实施例进行成品聚烯烃薄膜/片材卷收时,需对普通电机384的转速进行控制,目的在于,不至于使得普通电机384的转速过快或过慢而导致聚烯烃薄膜/片材断裂,影响成品聚烯烃薄膜/片材的质量。
通过前文所述的方案,通过聚烯烃薄膜/片材制作装置3对聚烯烃薄膜/片材进行共挤出制造即可实现对聚烯烃薄膜/片材一次性成型的目的,同时利用除静电装置对成品聚烯烃薄膜/片材上的静电进行去除,使得本发明制作的聚烯烃薄膜/片材在使用时能够有效保证使用太阳能电磁板背面的绝缘功能,进而达到了保护太阳能电池板的目的。
在本实施例中,如图6所示,利用前文所述的除静电装置进行除静电的应用包括但不限于利用除静电装置对待除静电产品上的静电或自由电荷进行去除。利用所述的除静电装置进行除静电包括如下步骤:
S1、放置产品:将待除静电产品放置在磁场制造板111制造的磁场覆盖区域内,并使得磁感线的方向与待除静电产品的侧面相交(作为优选实施方式,最佳状态为让磁感线方向与待除静电产品的侧面垂直)。
这样放置的优点在于,当对待除静电产品的表面进行除静电时,静电或自由电荷能够在磁场中快速运动进而达到去除静电或自由电荷的目的。
S2、静电接收机构21与待除静电产品电连接并制造变化的磁场:当待除静电产品放置完成之后,利用水平伸缩器213将第二接电板212向第一接电板211方向水平推出,并使得第二接电板212点导电面和第一接电板211的导电面同时与待除静电产品的表面电连接,同时让第一接电板211和第二接电板212均与静电导出机构22电连接,完成上述步骤之后,利用磁场制造板111制造变化的磁场(磁场强度不断变大或变小)。
采用有第一接电板211、水平伸缩器213和第二接电板212组成的静电接收机构21的优点在于,使得本发明能够对不同规格的待除静电产品上的静电或自由电荷进行去除,同时使得待除静电产品上携带的不同电性的自由电荷也能得到去除。
S3、除静电:磁场制造板111制造出变化的磁场之后,待除静电产品表面的静电以及自由电荷便在不断变化的磁场中因洛伦兹力的作用而发生运动并形成电流,此时,与待除静电产品表面电连接的第一接电板211和第二接电板212便对电流进行接收以及导出。
S4、检测:在进行步骤时3时,静电或自由电荷运动形成的电流被接电板接收之后,与第一接电板211和第二接电板212均电连接且与静电导出机构22并联的静电检测机构23即对接电板上接收到店里进行检测,若静电检测机构23有显示结果,则证明待除静电产品上的静电或自由电荷尚未去除完成,若无检测结果,则证明已经去除完成。
在本实施例中,如图7所示,利用设置有前文所述除静电装置的聚烯烃薄膜/片材制作设备对成品聚烯烃薄膜/片材上的静电进行去除的应用包括但不限于利用聚烯烃薄膜/片材制作设备进行成品聚烯烃薄膜/片材制造的应用。利用所述的聚烯烃薄膜/片材制作设备制作成品聚烯烃薄膜/片材包括如下步骤:
S1、共挤出型聚烯烃薄膜/片材制造:将熔融状态的背板制作原料从共挤出料头35的各腔室排入聚烯烃薄膜/片材初成型腔32中的各压制通道进行初步成型,聚烯烃薄膜/片材初成型腔32中初步成型之后的产品同时经过设置在聚烯烃薄膜/片材初成型腔32和聚烯烃薄膜/片材压制成型腔33之间的温度变化机构进行温度改变并进入聚烯烃薄膜/片材压制成型腔33的成型通道内压制并形成聚烯烃薄膜/片材产品,聚烯烃薄膜/片材产品经过冷却通道37进行冷却形成未除静电的成品聚烯烃薄膜/片材,未除静电的成品聚烯烃薄膜/片材与卷筒38上的引导软板383连接。
S2、成品聚烯烃薄膜/片材除静电:成品聚烯烃薄膜/片材除静电的过程采用前文所述的除静电装置除静电的过程,故而此处不再一一赘述。
S3、终产品收集:成品聚烯烃薄膜/片材经过步骤S2的处理之后,开启普通电机384,普通电机384带动滚筒381转动并将与引导软板383连接的成品聚烯烃薄膜/片材收集至滚筒381上。
值得注意的是,在本实施例中,还可以提供另一种实施方式为:S1、共挤出型聚烯烃薄膜/片材制造:将熔融状态的背板制作原料从共挤出料头35的各腔室排入聚烯烃薄膜/片材初成型腔32中的各压制通道进行初步成型,聚烯烃薄膜/片材初成型腔32中初步成型之后的产品同时经过设置在聚烯烃薄膜/片材初成型腔32和聚烯烃薄膜/片材压制成型腔33之间的温度变化机构进行温度改变并进入聚烯烃薄膜/片材压制成型腔33的成型通道内压制并形成聚烯烃薄膜/片材产品,聚烯烃薄膜/片材产品经过冷却通道37进行冷却形成未除静电的成品聚烯烃薄膜/片材,未除静电的成品聚烯烃薄膜/片材与卷筒38上的引导软板383连接,开启普通电机384,普通电机384带动滚筒381转动并将与引导软板383连接的成品聚烯烃薄膜/片材收集至滚筒381上。
S2、成品聚烯烃薄膜/片材除静电:成品聚烯烃薄膜/片材除静电的过程采用前文所述的除静电装置除静电的过程,故而此处不再一一赘述。
作为本发明的进一步阐述,采用前文所述实施例制造的成品聚烯烃薄膜/片材可用于制作太阳能背板,其中,太阳能背板的制作亦可采用前文实施例所述的成品聚烯烃薄膜/片材制作设备进行制造。其具体制造工艺可参见本发明前文实施例所述的方法实现。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 除静电装置及具有该装置的聚烯烃薄膜/片材的制作设备
- 聚烯烃微多孔薄膜的表面处理方法、表面带电装置及聚烯烃微多孔薄膜