一种球磨机滑履环裂缝修复方法及闭式叶轮结构
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及球磨机加固技术领域,具体地,涉及一种球磨机滑履环裂缝修复方法及闭式叶轮结构。
背景技术
随着中国水泥生产行业干法窑快速发展,从日产800吨到现在日产达1万吨水泥线,粉磨水泥的设备型号也随着做大,滑履环2筒内径*筒体6长为3.8*13m到4.2*13m球磨机成为当今水泥粉磨的主导设备。球磨机设备原来用单轴瓦支承形式,改为参照图1、2、3所示的双轴瓦1呈60度角支承形式,球磨机支撑用滑履环2与轴瓦1滑行运动。与此相对应,大型磨机近年出现了较多的滑履环2与端板4连接部位出现裂缝3的情况。对这种裂缝的维修上,由于端板4的侧壁上设有螺丝孔位、内孔5等原因,现有的修补工艺仅仅是对裂缝3进行浅刨再焊接,加固程度不适应磨机的使用需求,导致在维修后使用一般不到一年就会再出现开裂,致使反复维修而影响生产。因此,现在很多水泥生产商家以直接更换新磨机筒体代替修复。这一来造成费用的大增,也导致了施工周期的大幅拉长。可见,滑履环2裂缝3,成为当今水泥生产上的一个难题。
发明内容
本发明的目的在于提供一种球磨机滑履环裂缝修复方法及闭式叶轮结构,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种球磨机滑履环裂缝修复方法,包括以下步骤:
S1.将球磨机的筒体两端的滑履环与端板连接部位的裂缝处彻底刨透,再进行焊缝处理。
S2.用均匀分布的若干件筋板对滑履环与端板进行加固,所述端板外侧增设了圆环钢圈加固,所述筋板为方形钢板,方形钢板的外侧边与滑履环内筒侧壁焊接、前侧边与端板外侧增加的圆环钢圈的内壁焊接、后侧边与端板外侧壁焊接,形成一个闭式叶轮结构。这里,优选的,所述方形钢板外侧边的两个角分别设有倒角。
S3.焊接完成后,采用高频电磁加热及火焰加热保温的方式,进行去应力处理。
多次实践证明,由于大量气刨及焊接,使滑履环圆度产生变形量,滑履环圆度变形后与轴瓦滑行时造成轴瓦严重摆动,致使滑环表面很多部位油膜无法形成。在重负荷时造成球磨机运行50分钟内,轴瓦温度不停上升,致使轴瓦烧坏。换一种说法表述也可以说,由于将裂纹焊完加固后,滑履环圆度跳动通常会增大。这样会导致球磨机运行时轴瓦摆动较大,产生轴瓦连续支行中瓦温上升超标,从而无法满足生产要求。为此,接着采取以下步骤:
S4.对因焊接而造成变形的滑履环,进行表面车圆,再磨光滑。这里,通过在滑履环旁边安装车床对滑履环进行车削。由于在切削中球磨机没有固定的中心点,滑履环是被加工点又是支承点,当滑履环变形的部位车削平后,整个滑履环会产生一定的圆度差,呈椭圆形。在多个回合车削后,滑履环的椭圆度不变大也不变小。为使车削后的滑履环的圆度达标,将支撑部位车圆,优选的,对滑履环车削时,车刀放在滑履环最高点或最底点。在滑履环直径较大时,优选的,车床刀架安装在滑履环最底处中心线位置进行切削加工,并达到切削加工后,滑履环外圆筒表面径向跳动小于0.15mm。为使滑履环外圆筒表面光洁度到使用要求,进一步的,车削完毕后,再用砂带机抛光。
为使轴瓦与加工后的轴颈更好匹配,接着采取以下步骤:
S5.抽出轴瓦重新刮研,轴颈加工后,将磨体顶起,吊出轴瓦进行研刮。
滑履车削后,磨机筒体的水平发生变化。为此,接着采取以下步骤:
S6.磨机筒体水平校正:根据车削量在轴瓦座与球面底之间加垫板,或调整瓦座相对距,确保磨体中线与原来一致水平。
优选的,所述S2步骤中,所述圆环钢圈设于距所述端板外侧一定距离的滑履环圆筒内壁处,圆环钢圈的外圆边焊接于所述滑履环圆筒内壁处,整周圈满焊,方型钢板径向设置于圆环钢圈与端板之间,且错开端板壁上的螺丝孔位、均匀分布于一周,方型钢板外侧边与滑履环内筒壁焊接、前侧边与圆环钢圈内侧焊接、后侧边与端板外侧壁焊接。
优选的,所述方形钢板、圆环钢圈均采用Q235方钢材料,其厚度为40-45mm。
进一步的,所述S1、S2步骤的焊接过程中,采取随焊随探伤检查的方式,以实现所有焊缝都探伤检查,从而发现缺陷立即返修,确保焊接牢固、受力均衡。
为更好地说明本发明,这里还提供一种适用于权利要求1-6的球磨机滑履环裂缝修复方法的闭式叶轮结构,包括若干件方形钢板、圆环钢圈,所述圆环钢圈设于距所述端板外侧一定距离的滑履环圆筒内壁处,圆环钢圈的外圆边焊接于所述滑履环圆筒内壁处,整周圈满焊,所述方型钢板径向设置于圆环钢圈与端板之间,且错开端板壁上的螺丝孔位、均匀分布于一周,方型钢板外侧边与滑履环内筒壁焊接、前侧边与圆环钢圈内侧焊接、后侧边与端板外侧壁焊接,形成一个闭式叶轮结构。
优选的,所述方形钢板、圆环钢圈均采用Q235方钢材料,其厚度为40-45mm。
优选的,所述方形钢板外侧边的两个角分别设有倒角。
优选的,当对直径*环长为4.2米*13米、滑履环板厚110mm的水泥磨的球磨机滑履环裂缝修复时,所述圆环钢圈尺寸为:内孔径3500mm,外圆直径4200mm,板厚45mm;所述方形钢板的数量为28件,其尺寸为:宽235mm,长350mm,厚45mm。
与现有技术相比,本发明的有益效果是:本发明所述的球磨机滑履环裂缝修复方法,通过采用筋板对滑履环与端板进行加固补强的改进结构,以及系列车削加工等方式对加固的结构误差进行消除,采用检验与实践验证相结合的方式,实现对球磨机滑履环与端板之间出现的大尺度裂缝的高效修复,使修复后的结构具有结构强度高、使用运行稳、工作寿命长的效果。
附图说明
图1为带裂缝的球磨机滑履环的左视结构图;
图2为带裂缝的球磨机滑履环的局部剖视结构图;
图3为带裂缝的球磨机滑履环的正视结构及局部透视图;
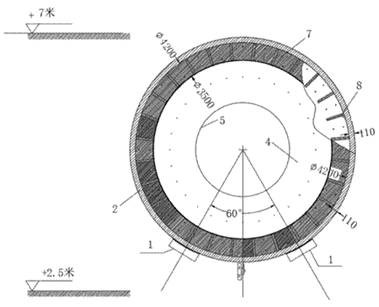
图4为本发明实施例的左视结构图;
图5为本发明实施例的圆形钢圈、方形钢板与滑履环、端板的局部剖视结构图;
图6为本发明实施例的圆形钢圈与滑履环、端板的局部剖视结构图;
图7为本发明实施例的圆形钢圈结构图;
图8为本发明实施例的方形钢板正视结构图;
图9为本发明实施例的方形钢板左视结构图;
其中:1.轴瓦,2.滑履环,3.裂缝,4.端板,5.内孔,6.筒体,7.圆环钢圈,8.方形钢板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
现在,参照图1-9所示,以对直径*环长为4.2米*13米的水泥磨的球磨机滑履环裂缝修复为例,其裂缝的长度达4.3米,深度超过90mm,滑履环2板厚110mm。球磨机滑履环裂缝修复方法,包括以下步骤:
S1.将滑履环2与端板4连接部位的裂缝3处彻底刨透,再进行焊缝处理;
S2.用均匀分布的28件筋板对滑履环2与端板4进行加固,所述端板4外侧增设了圆环钢圈7加固,所述筋板为方形钢板8,方形钢板8的外侧边与滑履环2内筒侧壁焊接、前侧边与端板4外侧增加的圆环钢圈7的内壁焊接、后侧边与端板4外侧壁焊接,形成一个闭式叶轮结构。所述圆环钢圈7设于距所述端板4外侧200-300mm的滑履环2圆筒内壁处,圆环钢圈7的外圆边焊接于所述滑履环2圆筒内壁处,整周圈满焊,方型钢板径向设置于圆环钢圈7与端板4之间,且错开端板4壁上的螺丝孔位、均匀分布于一周,方型钢板外侧边与滑履环2内筒壁焊接、前侧边与圆环钢圈7内侧焊接、后侧边与端板4外侧壁焊接。该圆环钢圈7尺寸为:内孔5径3500mm,外圆直径4200mm,板厚45mm。此圈外圆焊接在滑履环2内圆处,整周圈满焊。割制的方型钢板尺寸为:宽235mm,长350mm,厚45mm,28件方型钢板立起错开所述端板4上的螺丝孔位,均布设置于圆环钢圈7与端板4之间,与滑履环2内圆筒壁相焊接,也就是方型钢板立起与圆环钢圈7、端板4、滑履环2内圆筒壁三处相连接满焊,形成一个闭式叶轮结构。使滑履环2形成一个有骨架的轮圈。大大增加了滑履环2刚性强度。这里,所增加的圆环钢圈7、方型钢板均采用Q235方钢材料,其厚度为45mm。为使方形钢板8能很好地与圆环钢圈7、端板4配合焊接固定,所述方形钢板8外侧边的两个角分别设有45°倒角,倒角的边长为34mm。
S3.焊接完成后,采用高频电磁加热及火焰加热保温的方式,进行去应力处理;
多次实践证明,由于大量气刨及焊接,使滑履环2圆度产生2-4mm变形量,滑履环2圆度变形后与轴瓦1滑行时造成轴瓦1严重摆动,致使滑环表面很多部位油膜无法形成。在重负荷时造成球磨机运行50分钟内,轴瓦1温度不停上升,致使轴瓦1烧坏。换一种说法表述也可以说,由于将裂纹焊完加固后,滑履环2圆度跳动通常会增大,如车削前为0.6mm,车削后达4.5mm。这样会导致球磨机运行时轴瓦1摆动较大,产生轴瓦1连续支行中瓦温上升超标,从而无法满足生产要求。为此,接着采取以下步骤:
S4.对因焊接而造成变形的滑履环2,进行表面车圆,再磨光滑。这里,通过在滑履环2旁边安装车床对滑履环2进行车削。由于在切削中球磨机没有固定的中心点,滑履环2是被加工点又是支承点,当滑履环2变形的部位车削平后,整个滑履环2会产生一定的圆度差,呈椭圆形。在多个回合车削后,滑履环2的椭圆度不变大也不变小。为使车削后的滑履环2的圆度达标,将支撑部位车圆,优选的,对滑履环2车削时,车刀放在滑履环2最高点或最底点。在滑履环2直径较大时,车床刀架安装在滑履环2最底处中心线位置进行切削加工,并达到切削加工后,滑履环2外圆筒表面径向跳动小于0.15mm。为使滑履环2外圆筒表面光洁度到使用要求,进一步的,车削完毕后,再用砂带机抛光。
为使轴瓦1与加工后的轴颈更好匹配,接着采取以下步骤:
S5.抽出轴瓦1重新刮研,轴颈加工后,将磨体顶起,吊出轴瓦1进行研刮。
滑履车削后,磨机筒体6的水平发生变化。为此,接着采取以下步骤:
S6.磨机筒体6水平校正:根据车削量在轴瓦1座与球面底之间加垫板,或调整瓦座相对距,确保磨体中线与原来一致水平。
与此对应,一种用于球磨机滑履环裂缝修复的闭式叶轮结构,包括若干件方形钢板8、圆环钢圈7,所述圆环钢圈7设于距所述端板4外侧一定距离的滑履环2圆筒内壁处,圆环钢圈7的外圆边焊接于所述滑履环2圆筒内壁处,整周圈满焊,所述方型钢板8径向设置于圆环钢圈7与端板4之间,且错开端板4壁上的螺丝孔位、均匀分布于一周,方型钢板8外侧边与滑履环2内筒壁焊接、前侧边与圆环钢圈7内侧焊接、后侧边与端板4外侧壁焊接,形成一个闭式叶轮结构。所述方形钢板8、圆环钢圈7均采用Q235方钢材料,其厚度为40-45mm。所述方形钢板8外侧边的两个角分别设有倒角。
当对直径*环长为4.2米*13米、滑履环2板厚110mm的水泥磨的球磨机滑履环裂缝修复时,所述圆环钢圈7尺寸为:内孔径3500mm,外圆直径4200mm,板厚45mm;所述方形钢板8的数量为28件,其尺寸为:宽235mm,长350mm,厚45mm。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种球磨机滑履环裂缝修复方法及闭式叶轮结构
- 一种滑履支撑结构卧式球磨机