组合式高速低压注塑系统及其控制方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及低压注塑机技术领域,特别涉及一种组合式高速低压注塑系统及其控制方法。
背景技术
目前,低压注塑机都采用一台机器配置一套注胶系统(胶缸,内有电机泵浦驱动),并采用统一的工艺步骤:注胶-保压-冷却。每个注塑循环都需要在合模后,依次进行这三个步骤,三个步骤结束后再开模,如此一个循环结束。注胶和保压的时候,需要加热到一定温度的原料(胶料)在稳定的流量和压力控制下注入模具,到冷却步骤时,仍需关闭注胶口(胶枪),以保证整个冷却过程不会产生压力的泄露,直至最终原料冷却凝固成型。
在此工艺过程中,存在如下问题:
1、注胶系统仅仅在注胶和保压阶段起作用,而在冷却阶段完全静止,操作人员也往往处于等待的状态,生产效率低下,时间利用率很低。
2、低压注塑原料在持续高温状态下,容易产生物性变化(碳化),易造成成本上升。
发明内容
根据本发明实施例,提供了一种组合式高速低压注塑系统,包含:
若干台注塑机,每台注塑机上设有胶口;
注胶装置,注胶装置与若干台注塑机的胶口动态对接,用于向胶口中注入胶料;
控制模块,控制模块分别与若干台注塑机、注胶装置通信连接,用于获取若干台注塑机的状态,以及,向注胶装置和若干台注塑机发送工作指令。
进一步,若干台注塑机包含一台第一注塑机和若干台第二注塑机,第一注塑机与控制模块通信连接,若干台第二注塑机分别与第一注塑机通信连接。
进一步,每台注塑机均由控制模块控制工作。
进一步,控制模块集成在第一注塑机中。
进一步,还包含分别与控制模块电气连接的:若干继电保护器,每个继电保护器与若干台注塑机对应电气连接,用于分别控制各台注塑机的状态。
根据本发明又一实施例,提供了一种组合式高速低压注塑系统控制方法,包含如下步骤:
注塑机处于开模状态;
控制模块向注塑机发送第一指令,第一指令包含合模;
完成合模后,注塑机向控制模块发送第一状态信号,请求打开胶口,进入注胶和保压状态,第一状态信号包含合模完成状态;
控制模块控制注胶装置向注塑机发送第二指令,第二指令包含打开胶口注胶使注塑机进入注胶和保压状态;
注塑机进入冷却状态并向控制模块发送第二状态信号,第二状态信号包含冷却状态,控制模块根据第二状态信号控制注胶装置退出胶口;
控制模块控制注塑机开模,注塑机回到开模状态,并向控制模块发送第三状态信号,第三状态信号包含回到开模状态;
控制模块控制其他注塑机重复上述步骤。
进一步,控制模块控制任意多台注塑机不在同时处于注胶和保压状态。
进一步,控制模块控制继电保护器使注塑机不进入注胶和保压状态。
进一步,处于开模状态的注塑机在接收第一指令前向控制模块发送等待信号。
进一步,控制模块将各台注塑机发送来的等待信号编入排队队列。
根据本发明实施例的组合式高速低压注塑系统及其控制方法,采用多机并联控制的方式,提高了注塑效率,缩短了胶料的受热时间,大大提高了胶料的流动性,避免胶料的碳化;同时,单套注胶装置即可配套各台注塑机可分别生产不同的产品,大大节省了设备投资,并使柔性生产和智能生产成为可能,极大扩展了注塑机的应用方式,易于实现生产效率和经济效益的平衡,能够适应新的商业业态、销售模式和订单方式。
要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
附图说明
图1为根据本发明实施例组合式高速低压注塑系统的立体图;
图2为根据本发明实施例组合式高速低压注塑系统的正视图;
图3为根据本发明实施例组合式高速低压注塑系统的侧视图;
图4为根据本发明实施例组合式高速低压注塑系统的俯视图;
图5为根据本发明实施例组合式高速低压注塑系统控制方法的流程图。
具体实施方式
以下将结合附图,详细描述本发明的优选实施例,对本发明做进一步阐述。
首先,将结合图1~4描述根据本发明实施例的组合式高速低压注塑系统,用于智能工厂柔性生产或智慧生产,其应用场景很广。
如图1~4所示,本发明实施例的组合式高速低压注塑系统,包含:若干台注塑机1、注胶装置2和控制模块3,控制模块3控制注胶装置2和若干台注塑机1动态对接,即,注胶装置2不再与任一台注塑机1固定连接。
具体地,如图1、3所示,每台注塑机1上设有胶口11,根据不同的产品要求,会在注塑机1上设置与产品相对应的上模14和下模15,注胶装置2将胶料从连接的注塑机1的胶口11注入到上模14和下模15合模后的注塑腔体中。
具体地,如图1、4所示,控制模块3分别与若干台注塑机1、注胶装置2通信连接,用于获取若干台注塑机1的状态,以及,向注胶装置2和若干台注塑机1发送工作指令。
优选地,如图2、4所示,若干台注塑机1包含一台第一注塑机12和若干台第二注塑机13。将第一注塑机12作为母机,与控制模块3通信连接,若干台第二注塑机13作为子机,分别与第一注塑机12通信连接,无需将控制模块3与所有注塑机1相连,只需通过子母机的工作方式,既能实现对所有注塑机1的控制,还减少了布线工作量,降低了布线的难度和复杂度,组装更佳便捷。
在本实施例中,每台注塑机1均由控制模块3控制工作,进一步,母机能够独立工作,由于子机并不与控制模块3直接连接,因而不能独立工作。在本实施例中,控制模块3集成在第一注塑机12中,系统结构更加精简。
进一步,在本实施例中,本发明实施例的组合式高速低压注塑系统还包含分别与控制模块3电气连接的:若干继电保护器(图中未示出),每个继电保护器与若干台注塑机1对应电气连接,用于分别控制各台注塑机1的状态。
当工作时,控制模块3根据各台注塑机1所处的工作状态,控制注胶装置2逐一与注塑机1进行对接完成胶料注入,在注塑机1进入冷却状态后,控制模块3控制注胶装置2与注塑机1断开连接,使其接入其他注塑机1进行胶料注入,并通过继电保护器,控制各台未与注胶装置2对接的注塑机1,使其不进行注胶和保压,采用单套注胶装置2,可为多台注塑机1注入胶料,降低了设备投资;同时,通过多机并联控制的方式,大大缩短了胶料的受热时间,提高了胶料的流动性,避免胶料的碳化,不仅大大提高了注塑效率,还节省了成本。
在工作时,各台注塑机1可生产采用同种胶料注塑的不同的产品,从而使柔性生产和智能生产成为可能,极大扩展了注塑机1的应用方式,易于实现生产效率和经济效益的平衡,能够适应新的商业业态、销售模式和订单方式。
如上,在根据本发明实施例的组合式高速低压注塑系统中,采用多机并联控制的方式,提高了注塑效率,缩短了胶料的受热时间,大大提高了胶料的流动性,避免胶料的碳化;同时,单套注胶装置即可配套各台注塑机可分别生产不同的产品,大大节省了设备投资,并使柔性生产和智能生产成为可能,极大扩展了注塑机的应用方式,易于实现生产效率和经济效益的平衡,能够适应新的商业业态、销售模式和订单方式。
以上结合附图1~4描述了根据本发明实施例的组合式高速低压注塑系统。进一步地,本发明还可以应用于组合式高速低压注塑系统的控制方法。
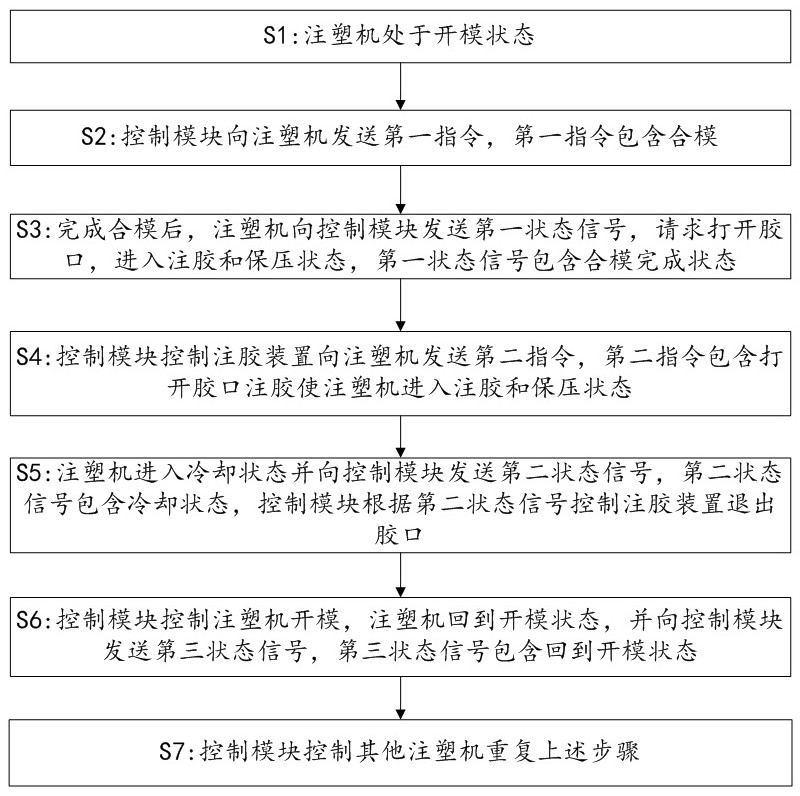
如图5所示,本发明实施例的组合式高速低压注塑系统的控制方法,包含如下步骤:
在S1中,如图5所示,注塑机1的上模14和下模15处于开模状态。
在S2中,如图5所示,控制模块3向注塑机1发送第一指令,第一指令包含合模。在本实施例中,处于开模状态的注塑机1在接收第一指令前,向控制模块3发送等待信号,进一步,控制模块3将各台注塑机1发送来的等待信号编入排队队列,可按时间先后顺序,或按紧急程度,或根据注胶、保压的时长与其他注塑机1等待时长的关系,进行智能排序。
在S3中,如图5所示,完成合模后,注塑机1向控制模块3发送第一状态信号,请求打开胶口11,进入注胶和保压状态,第一状态信号包含合模完成状态。
在S4中,如图5所示,控制模块3控制注胶装置2向注塑机1发送第二指令,第二指令包含打开胶口11注胶使注塑机1进入注胶和保压状态。
在S5中,如图5所示,注塑机1进入冷却状态并向控制模块3发送第二状态信号,第二状态信号包含冷却状态,控制模块3根据第二状态信号控制注胶装置2退出胶口11。
在S6中,如图5所示,控制模块3控制注塑机1开模,注塑机1回到开模状态,并向控制模块3发送第三状态信号,第三状态信号包含回到开模状态。
在S7中,如图5所示,控制模块3控制其他注塑机1逐一重复上述步骤,从而只需要一套注胶装置2,即可实现对多台注塑机1的注胶,并且,注塑机1中生产的产品可以不同,只需采用同种胶料即可,既提高了注塑效率,降低了投资成本,又使柔性生产和智能生产成为可能。在本实施例中,控制模块3控制任意多台注塑机1不在同时处于注胶和保压状态,进一步,控制模块3通过继电保护器控制注塑机1不进入注胶和保压状态。
以上,参照图1~5描述了根据本发明实施例的组合式高速低压注塑系统及其控制方法,采用多机并联控制的方式,提高了注塑效率,缩短了胶料的受热时间,大大提高了胶料的流动性,避免胶料的碳化;同时,单套注胶装置即可配套各台注塑机可分别生产不同的产品,大大节省了设备投资,并使柔性生产和智能生产成为可能,极大扩展了注塑机的应用方式,易于实现生产效率和经济效益的平衡,能够适应新的商业业态、销售模式和订单方式。
需要说明的是,在本说明书中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包含……”限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
- 组合式高速低压注塑系统及其控制方法
- 喷油器线圈低压埋入注塑系统