选配方法
文献发布时间:2023-06-19 11:49:09
技术领域
本发明涉及一种选配方法,特别涉及一种机械产品的选配方法。
背景技术
机械零部件的装配过程作为机械产品生产的最后环节在整个机械产品生产制造环节中占据着较多的人为资源和成本,不仅在生产过程中占据着较大工作量,而且还是生产中控制生产成本的重要环节。因此装配技术的提高与发展将会极大促进机械产品质量的提高同时能够较大的节约资源且降低成本。
传统的装配方法己经不能解决复杂装配体零部件的选配实际问题,因为复杂装配体的零部件选择难以通过现有计算得到最优化的选择方式,特别是对于具有复杂混联结构但必须选配装配的机械产品而言,针对复杂的装配结构存在零件数量较多、选配问题的待选零件规模较为庞大,对于这类组合优化的问题一般的选配方法将无法适用,因此解决这种问题需要借助新的方法新的技术。
发明内容
本发明要解决的技术问题是为了克服现有技术中对于具有复杂混联结构但必须选配装配的机械产品难以找到最优装配方案的缺陷,提供一种基于遗传算法的选配方法。
本发明是通过下述技术方案来解决上述技术问题的:
一种选配方法,其特点在于,其包括以下步骤:
S1:对参与选配的零件分别进行编号,并分别记录零件的性能参数;其中,可以对机械产品的所有零件均进行编号,也可选择关键零件进行编号;另外,可以记录零件的所有性能参数,也可以仅记录影响装配的关键性能参数;
S2:设定种群的适应度函数、选择函数、交叉概率、突变概率、约束条件、目标函数以及算法终止准则;
S3:对参与选配的零件编号进行编码;编码的目的在于将待选配的所有零件以及尺寸转化成可供算法操作(选择、交叉、变异)的基因;
S4:通过将各零件进行随机组合组成装配体,再重复的随机生成各染色体以初始化种群直至达到种群规模大小从而获得初始种群,其中染色体为所有零件的装配组合,初始种群包括多个染色体;
S5:根据适应度函数计算种群个体适应度以得到适应值;
S6:判断步骤S5的适应值是否满足算法终止准则,若是,则输出结果;若否,进入步骤S7,其中,算法终止准则为计算结果是否符合约束条件和目标函数的需求;
S7:根据选择函数选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体;
S8:根据交叉概率选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体;
S9:根据突变概率选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体;
S10:得到新一代种群,并返回步骤S5。其中在每次的算法迭代过程中,选择每一次满足约束条件且适应值最小的染色体,然后利用当前最优染色体替换当前种群中适应值最差的染色体,再进行后续操作。而交叉运算,是产生下一代的新个体的主要方式,而且算法的全局寻优能力也主要取决于此。变异运算的主要目的则是为了防止局部收敛产生早熟的现象,提高遗传算法的局部寻优搜索能力。
优选地,步骤S3中采用二维实数编码。
优选地,步骤S5中适应度函数包括对生产成本的计算。适应度计算结果是产品的生产成本,算法由于是以最低成本为适应度函数,适应值越低表示适配的可行装配组合数就越多,算法迭代得到的解就约接近收敛的最优解。
优选地,所述性能参数包括尺寸和形位公差。
优选地,所述约束条件包括零件加工误差和装配误差对产品性能的影响情况。
优选地,所述约束条件是基于耦合分析各配合尺寸对传动精度和疲劳寿命的影响规律建立的。
优选地,所述目标函数为生产成本最小化函数。
优选地,算法终止准则指的是当算法进行迭代若干次后,所得解符合约束条件,且目标函数值不发生改变时即可以终止算法。
特别地,同样的零件组合(各个零件组合成一个装配体的顺序要相同)但是不同的顺序(组成染色体的各装配体顺序可以不同)的同样零件组合,表示这是同一个染色体。基因型与装配体的表现性存在一一映射的关系,虽然染色体中各装配组合的顺序不影响各解的有效性的,但是每个装配组合中的零件的顺序是可能会影响装配尺寸链封闭环的值以及影响产品性能。鉴于每种零件不同的编号对应着这种零件具体的尺寸数据,组合顺序是可以通过编号的不同来体现的。而在遗传算法的最优解求解过程中,通过约束条件和编号,可以将不符合装配体性能的组合顺序筛选掉,即不满足约束条件的装配体所属的染色体依然不能满足算法终止准则。
在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
本发明的积极进步效果在于:对于具有复杂混联结构但必须选配装配的机械产品,普通选配方法存在效率低、一致性差、成本高的问题,本发明提出了一种综合考虑产品成本和性能的选配方法,根据各零件加工、装配误差对产品性能的影响规律来建立数学模型,确定数学模型的约束条件和目标函数;并且基于遗传算法求解数学模型得到选配结果。在保证产品性能的基础上,从有的放矢零件加工要求、提高装配生产效率、减少剩余零件数量等方面一定程度降低了生产成本。
附图说明
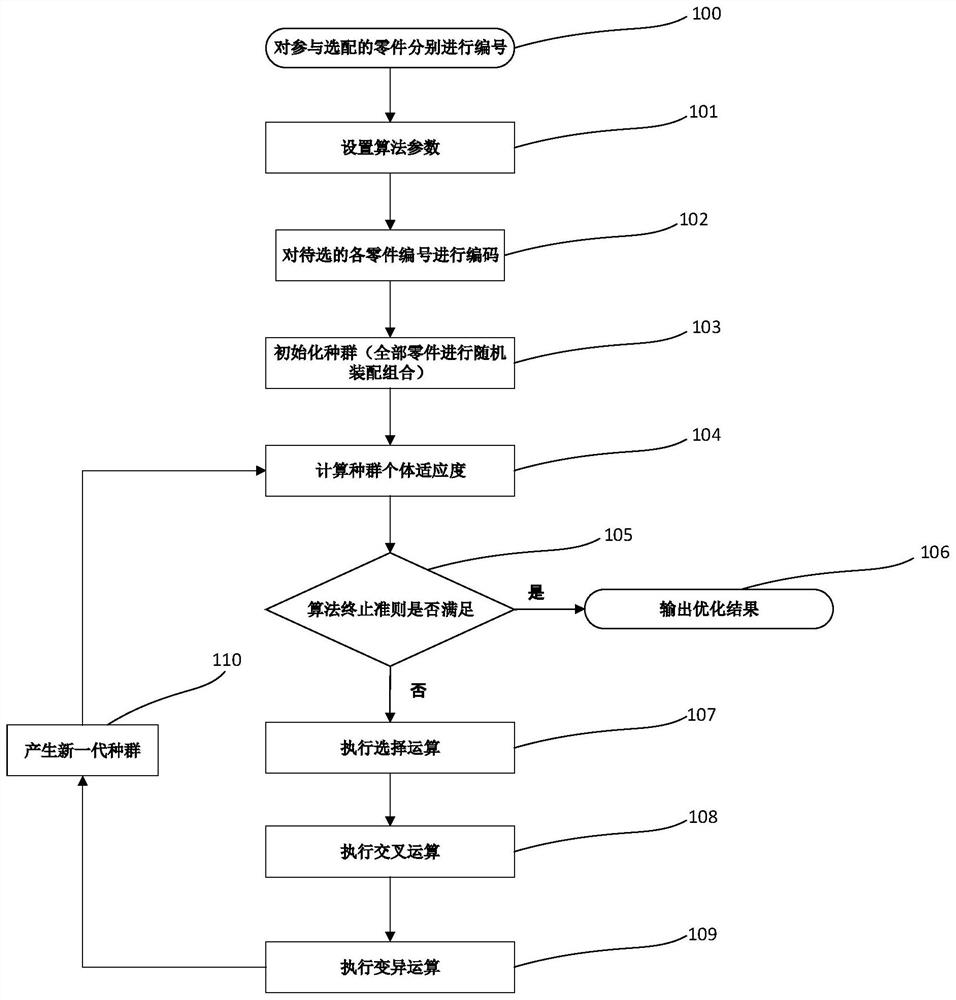
图1为本发明一实施例的选配方法的流程图。
具体实施方式
下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
本发明利用遗传算法求解数学模型,得到多目标优化的最优解,算法流程如下:第一、将参与选配的零件分别进行编号、编码,并分别记录下各零件的尺寸和形位误差;第二、对种群(全部零件生产的随机装配组合)规模、遗传操作、交叉变异概率、终止条件等算法参数进行设置,对待选的各零件编号进行编码,进行种群的初始化;第三、将各类零件进行随机组合组成装配体,再重复的随机生成各染色体(所有零件的装配组合)直至达到种群规模大小以获得初始种群;第四、以耦合分析得出的各零件尺寸对传动精度和疲劳寿命影响模型为约束条件,判断各染色体是否满足服役期内保证一定传动精度这一约束条件;第五、以最低成本为目标函数进行选择、交叉、变异操作选出更优的父代种群,反复进行迭代直到满足进化代数的要求,从而最终得到最优的装配组合。
具体来说参考图1,本发明的选配方法包括以下步骤:
步骤100:对参与选配的零件分别进行编号,并分别记录零件的性能参数;在本实施例中对机械产品的所有零件均进行编号,但仅记录影响装配的关键性能参数。
步骤101:设定种群的适应度函数、选择函数、交叉概率、突变概率、约束条件、目标函数以及算法终止准则。其中根据各零件加工、装配误差对产品性能的影响规律来建立数学模型,确定数学模型的约束条件和目标函数。其中产品性能是指产品使用过程中最基本、最主要的性能指标,性能指标可以为一条,也可以为多条。影响规律是指产品的某一实际使用性能指标因零件加工、装配误差增大或减小而有规律地变化。而目标函数的目标是使生产成本最低。
步骤102:对参与选配的零件编号进行编码;编码的目的在于将待选配的所有零件以及尺寸转化成可供算法操作(选择、交叉、变异)的基因。每种零件不同的编号对应着这种零件具体的尺寸数据,由于零件编号是自然数,而且是离散的一些点,这里采用二维实数编码的方式进行编码操作。
步骤103:通过将各零件进行随机组合组成装配体,再重复的随机生成各染色体以初始化种群直至达到种群规模大小从而获得初始种群,其中染色体为所有零件的装配组合,初始种群包括多个染色体。在本发明中,所有待选零件的编码对应染色体基因这一概念,待选零件的一套装配组合对应个体这一概念,所有零件的装配组合即一种装配方案对应染色体这一概念,全部零件生产的随机装配组合对应种群这一概念。
步骤104:根据适应度函数计算种群个体适应度以得到适应值。
步骤105:判断步骤104的适应值是否满足算法终止准则,若是,则进入步骤106输出结果;若否,进入步骤107,其中,算法终止准则为计算结果是否符合约束条件和目标函数的需求。
步骤107:根据选择函数选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体。
步骤108:根据交叉概率选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体。
步骤109:根据突变概率选出满足约束条件且适应值最小的染色体,并利用当前最优染色体替换当前种群中适应值最差的染色体。
步骤110:得到新一代种群,并返回步骤104,计算新一代种群的适应度,从而继续判断新的种群是否符合约束条件和目标函数。
本发明考虑产品成本是通过有的放矢零件加工要求、提高装配生产效率、减少剩余零件数量这三个方面来降低5%——20%的生产成本。基于零件加工误差对性能影响规律,放大对性能影响小的尺寸公差、形位公差及表面加工质量,即基于对性能指标的敏感度来进行误差分配,从而有的放矢零件加工要求。
借助启发式算法遗传算法可以很好地解决复杂机械产品装配的优化问题,不仅能够保证满足产品性能的要求,而且能够减少剩余装配零件,提高产品的生产效率,降低其生产成本。
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
- 基于RBR的刀夹具选配方法及滚齿机的刀夹具选配方法
- 四点接触球轴承选配方法和选配时的径向游隙预估方法