一种一体型大尺寸平面靶材的制备方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及平面靶材技术领域,具体涉及一种一体型大尺寸平面靶材的制备方法。
背景技术
目前,溅射靶材集中用于信息存储、集成电路、显示器、汽车后视镜等产业,主要用于磁控溅射各种薄膜材料。磁控溅射是一种制备薄膜材料的方法,利用离子源产生的离子,在真空中加速聚集成高速离子流,被加速的粒子流轰击到待沉积薄膜的物体表面,离子和待沉积薄膜的物体表面的原子发生动能交换,在待沉积薄膜的物体表面沉积上了纳米或微米薄膜。而被轰击的固体是用溅射法沉积薄膜的原材料,称为溅射靶材。
在集成电路制作中一般用纯金作表面导电层,但金与硅晶圆容易生成AuSi低熔点化合物,导致金与硅界面粘结不牢固,人们提出了在金和硅晶圆的表面增加一粘结层,常用纯镍作粘结层,但镍层和金导电层之间也会形成扩散,因此需要再有一阻挡层,来防止金导电层和镍粘结层之间的扩散。阻挡层需要采用熔点高的金属,还要承受较大的电流密度,高纯金属钒能满足该要求。所以在集成电路制作中会用到镍溅射靶材、钒溅射靶材、金溅射靶材等。
镍钒溅射靶材是在制备镍钒和金的过程中,在镍熔体中加入钒,使制备出的合金更有利于磁控溅射,结合了镍溅射靶材和钒溅射靶材的优点,可一次完成溅射镍层(粘结层)和钒层(阻挡层)。镍钒合金无磁性,有利于磁控溅射。在电子及信息产业中,已完全替代了纯镍溅射靶材。镍钒溅射靶材主要用于太阳能行业,平板显示器镀膜、电子及半导体领域;如集成电路、背板金属化、光电子等应用。
随着半导体技术的发展,工艺制程更加先进,靶材要求越来越高,寿命要求越来越长。传统的8寸焊接型靶材已经不能满足使用要求,靶材尺寸逐渐往一体型大尺寸发展,即,靶材和背板为同一种材料,主要对应铸造类靶材。例如CN103827349A公开了一种背衬板一体型溅射靶的制造方法,溅射靶和背衬板均由Cu-Mn合金形成,对熔化铸造而得到的Cu-Mn合金锭(Mn占1wt%)进行锻造、轧制,制作轧制板,进一步对该轧制板的外周部(相当于凸缘部)进行锻造,接着,对其进行热处理,然后骤冷,得到靶原材。然后,通过机械加工制造直径540mm、厚度25mm的背衬板一体型溅射靶,使得凸缘部的维氏硬度Hv为90以上,且凸缘部的0.2%屈服应力为6.98×107N/m
然而,当靶材尺寸大到一定程度或重量达到一定程度时,一是熔炼炉无法满足生产,二是厚度太厚会大大增加TMP工艺难度,甚至无法进行TMP工艺,内部材料无法进行有效变形加工,导致晶粒均匀程度受到影响。因此,亟需寻求一种新型的一体型大尺寸平面靶材的制备方法。
发明内容
鉴于现有技术中存在的问题,本发明提供了一种一体型大尺寸平面靶材的制备方法,所述制备方法将两块厚度较小的第一靶坯与第二靶坯组合装配,所述第一靶坯的直径为500-600mm,所述第二靶坯的直径≥所述第一靶坯的直径,再依次进行脱气处理、热等静压处理、电子束焊接以及机加工,得到一体型大尺寸平面靶材,不仅打破了熔炼炉容量有限以及TMP工艺的双重限制,并且所得一体型大尺寸平面靶材具有结构均匀、晶粒细小、连接强度高、外观色泽均一的优点,符合半导体领域的溅射要求。
为达此目的,本发明采用以下技术方案:
本发明的目的在于提供一种一体型大尺寸平面靶材的制备方法,所述制备方法包括如下步骤:
(1)准备作为溅射面的第一靶坯以及作为背板的第二靶坯,将所述第一靶坯的第一焊接面与所述第二靶坯的第二焊接面相接触进行装配处理;
其中,所述第一靶坯与所述第二靶坯的材质相同且均为圆形,所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm;
(2)将步骤(1)得到的装配整体放入包套内并封口,进行脱气处理;
(3)将步骤(2)脱气后的包套进行热等静压处理,然后去除所述包套得到组合靶坯;
(4)对步骤(3)所述组合靶坯的连接处进行电子束焊接,然后经机加工得到一体型大尺寸平面靶材。
对于一体型大尺寸平面靶材,现有技术往往采用一体铸造后经TMP工艺再机加工得到,但是存在熔炼炉容量较小无法满足生产,以及厚度太厚会大大增加TMP工艺难度的双重限制,本发明所述制备方法先将两块厚度较小的第一靶坯与第二靶坯组合装配,所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm,再依次进行脱气处理、热等静压处理、电子束焊接以及机加工,不仅打破了熔炼炉容量有限以及TMP工艺的双重限制,并且所得一体型大尺寸平面靶材具有结构均匀、晶粒细小、连接强度高、外观色泽均一的优点,符合半导体领域的溅射要求。
本发明所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm,例如520mm、540mm、550mm、570mm或590mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,在步骤(1)中,所述第一靶坯与所述第二靶坯的材质均为镍钒合金。
优选地,所述镍钒合金的纯度为99.95-99.99wt%,其余为不可避免的杂质。
优选地,所述镍钒合金中V含量为6.5-7.5wt%,例如6.6wt%、6.7wt%、6.8wt%、6.9wt%、7wt%、7.1wt%、7.2wt%、7.3wt%或7.4wt%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(1)所述第一靶坯与所述第二靶坯采用热塑性变形加工以及机加工得到。
作为本发明优选的技术方案,在步骤(1)所述第一靶坯的第一焊接面上设置凸台,在步骤(1)所述第二靶坯的第二焊接面上设置凹槽,所述凸台与所述凹槽相配合。
本发明所述凸台与凹槽的结构设计,不仅可以有效地增加扩散连接的接触面积,还可以对第一靶坯与第二靶坯起到有效地定位作用,便于装配处理的进行;此外,优选在第一靶坯的第一焊接面上设置凸台,可以增大用于溅射的靶材厚度,提高靶材利用率。
优选地,所述凸台为圆形,且所述凸台与所述第一靶坯同心设置。
优选地,所述凸台的高度为3-4mm,例如3.2mm、3.3mm、3.5mm、3.6mm或3.8mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述凸台的边缘与所述第一靶坯的边缘之间距离为5.5-6.5mm,例如5.7mm、5.9mm、6mm、6.1mm、6.2mm或6.4mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,步骤(1)所述第一靶坯的厚度为10-20mm,例如11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm或19mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(1)所述第二靶坯的厚度为10-20mm,例如11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm或19mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,在步骤(1)所述装配处理之前,对所述第一靶坯与所述第二靶坯分别进行清洗和干燥处理。
优选地,所述清洗处理为超声波清洗。
优选地,所述清洗处理的清洗液包括异丙醇和/或乙醇。
优选地,所述清洗处理的时间为5-10min,例如6min、6.5min、7min、7.5min、8min、8.5min或9min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述干燥处理为真空干燥处理。
优选地,所述真空干燥处理的真空度<0.01Pa。
优选地,所述真空干燥处理的温度为65-75℃,例如66℃、67℃、68℃、69℃、70℃、71℃、72℃、73℃或74℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述真空干燥处理的时间为50-70min,例如52min、55min、58min、60min、62min、65min或68min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,步骤(2)所述包套为不锈钢包套。
优选地,步骤(2)所述包套封口采用氩弧焊焊接。
优选地,步骤(2)所述脱气处理的温度为300-400℃,例如310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃或390℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(2)所述脱气处理的真空度<2×10-5Pa。
优选地,步骤(2)所述脱气处理的时间为2-5h,例如2.5h、3h、3.5h、4h或4.5h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,步骤(3)所述热等静压处理在热等静压机中进行。
优选地,步骤(3)所述热等静压处理的温度为750-950℃,例如760℃、780℃、800℃、820℃、850℃、880℃、900℃或930℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明所述热等静压处理的温度属于扩散连接的关键参数,需要严格控制在750-950℃范围内,若温度太低,无法有效地将两块靶材进行连接,若温度太高,则会导致晶粒异常长大,不满足目标靶材的质量要求。
优选地,步骤(3)所述热等静压处理的压力为110-150MPa,例如115MPa、120MPa、125MPa、130MPa、135MPa、140MPa或145MPa等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(3)所述热等静压处理的时间为3-5h,例如3.2h、3.5h、3.8h、4h、4.2h、4.5h或4.8h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,步骤(4)所述电子束焊接在真空中进行。
优选地,步骤(4)所述电子束焊接的焊接道次为4-5次。
优选地,步骤(4)所述电子束焊接的输入束流为20-70mA,例如25mA、30mA、35mA、40mA、45mA、50mA、55mA、60mA或65mA等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(4)所述电子束焊接的焦点电流为475-490mA,例如477mA、480mA、483mA、485mA、488mA或489mA等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,步骤(4)所述电子束焊接的线速度为10-20mm/s,例如11mm/s、12mm/s、13mm/s、14mm/s、15mm/s、16mm/s、17mm/s、18mm/s或19mm/s等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,经步骤(4)所述电子束焊接得到的电子束焊缝,宽度为3.5-4.5mm,例如3.6mm、3.7mm、3.8mm、3.9mm、4mm、4.1mm、4.2mm、4.3mm或4.4mm等,深度为5.5-6.5mm,例如5.6mm、5.7mm、5.8mm、5.9mm、6mm、6.1mm、6.2mm、6.3mm或6.4mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
值得说明的是,本发明所述电子束焊接控制所述电子束焊缝的尺寸与相配合的凸台和凹槽的装配预留尺寸一致,不仅可以加强两块靶坯的连接结合度,还可以避免电子束焊缝对磁控溅射区域造成影响;值得说明的是,本发明所述电子束焊缝为环形,所述电子束焊缝的宽度为轴向长度,所述电子束焊缝的深度为径向长度。
作为本发明优选的技术方案,所述制备方法包括如下步骤:
(1)准备作为溅射面的第一靶坯以及作为背板的第二靶坯,在所述第一靶坯的第一焊接面上设置凸台,在所述第二靶坯的第二焊接面上设置凹槽,所述凸台与所述凹槽相配合,所述凸台为圆形,且所述凸台与所述第一靶坯同心设置,所述凸台的高度为3-4mm,所述凸台的边缘与所述第一靶坯的边缘之间距离为5.5-6.5mm;先对所述第一靶坯与所述第二靶坯分别进行清洗和干燥处理,将所述第一靶坯的第一焊接面与所述第二靶坯的第二焊接面相接触进行装配处理;
其中,所述第一靶坯的厚度为10-20mm,所述第二靶坯的厚度为10-20mm;所述第一靶坯与所述第二靶坯的材质均为镍钒合金且均为圆形,所述镍钒合金的纯度为99.95-99.99wt%,其余为不可避免的杂质,所述镍钒合金中V含量为6.5-7.5wt%;所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm;所述第一靶坯与所述第二靶坯采用热塑性变形加工以及机加工得到;
(2)将步骤(1)得到的装配整体放入不锈钢包套内,采用氩弧焊焊接进行封口,进行脱气处理;
其中,所述脱气处理的温度为300-400℃,真空度<2×10-5Pa,时间为2-5h;
(3)将步骤(2)脱气后的包套放入热等静压机中进行热等静压处理,然后去除所述包套得到组合靶坯;
其中,所述热等静压处理的温度为750-950℃,压力为110-150MPa,时间为3-5h;
(4)对步骤(3)所述组合靶坯的连接处进行电子束焊接,然后经机加工得到一体型大尺寸平面靶材;
其中,所述电子束焊接在真空中进行,焊接道次为4-5次,输入束流为20-70mA,焦点电流为475-490mA,线速度为10-20mm/s;经所述电子束焊接得到的电子束焊缝,宽度为3.5-4.5mm,深度为5.5-6.5mm。
与现有技术方案相比,本发明至少具有以下有益效果:
本发明所述制备方法先将两块厚度较小的第一靶坯与第二靶坯组合装配,所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm,再依次进行脱气处理、热等静压处理、电子束焊接以及机加工,不仅打破了熔炼炉容量有限以及TMP工艺的双重限制,并且所得一体型大尺寸平面靶材具有结构均匀、晶粒细小、连接强度高、外观色泽均一的优点,符合半导体领域的溅射要求。
附图说明
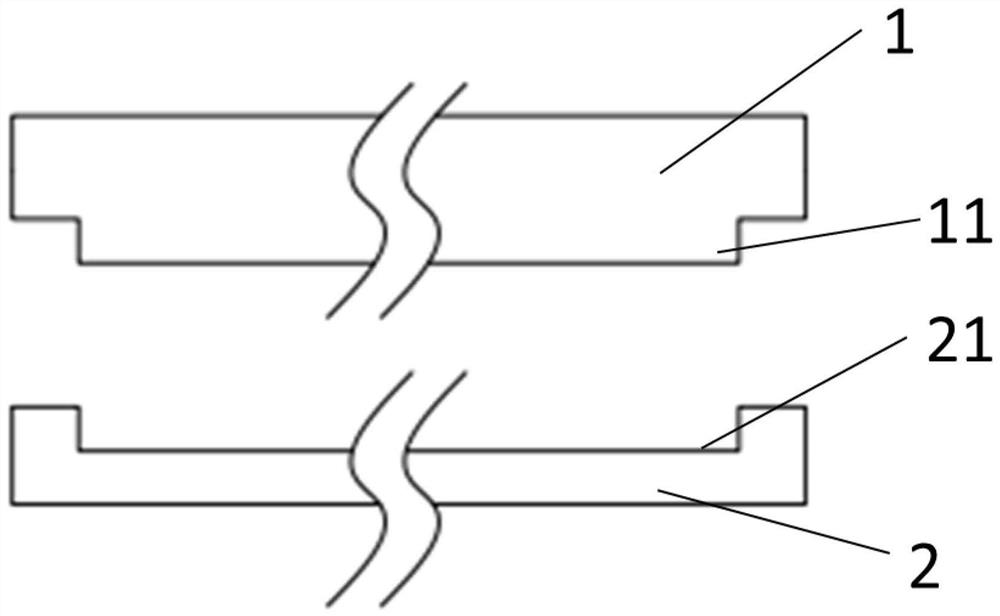
图1是本发明实施例1所述制备方法在装配处理之前的结构示意图;
图2是本发明实施例1所述制备方法在电子束焊接之后的结构示意图;
图中:1-第一靶坯;11-凸台;2-第二靶坯;21-凹槽;3-电子束焊缝。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
为更好地说明本发明,便于理解本发明的技术方案,本发明的典型但非限制性的实施例如下:
实施例1
本实施例提供了一种一体型大尺寸平面靶材的制备方法,所述制备方法包括如下步骤:
(1)准备作为溅射面的第一靶坯1以及作为背板的第二靶坯2,如图1所示,在所述第一靶坯1的第一焊接面上设置凸台11,在所述第二靶坯2的第二焊接面上设置凹槽21,所述凸台11与所述凹槽21相配合,所述凸台11为圆形,且所述凸台11与所述第一靶坯1同心设置,所述凸台11的高度为3.5mm,所述凸台11的边缘与所述第一靶坯1的边缘之间距离为6mm;先对所述第一靶坯1与所述第二靶坯2分别在乙醇中进行8min的超声波清洗,随后在真空度<0.01Pa、温度为70℃的环境中进行60min的真空干燥处理,再将所述第一靶坯1的第一焊接面与所述第二靶坯2的第二焊接面相接触,使得所述凸台11完全嵌入所述凹槽21中完成装配处理;
其中,所述第一靶坯1的厚度为15mm,所述第二靶坯2的厚度为15mm;所述第一靶坯1与所述第二靶坯2的材质均为镍钒合金且均为圆形,所述镍钒合金的纯度为99.95wt%,其余为不可避免的杂质,所述镍钒合金中V含量为7wt%;所述第一靶坯1与所述第二靶坯2的直径相等且均为550mm;所述第一靶坯1与所述第二靶坯2采用热塑性变形加工以及机加工得到;
(2)将步骤(1)得到的装配整体放入不锈钢包套内,采用氩弧焊焊接进行封口,进行脱气处理;
其中,所述脱气处理的温度为350℃,真空度<2×10-5Pa,时间为3h;
(3)将步骤(2)脱气后的包套放入热等静压机中进行热等静压处理,然后去除所述包套得到组合靶坯;
其中,所述热等静压处理的温度为850℃,压力为130MPa,时间为4h;
(4)对步骤(3)所述组合靶坯的连接处进行电子束焊接,然后经机加工得到一体型大尺寸平面靶材;
其中,所述电子束焊接在真空中进行,具体如下:
第一焊接道次:输入束流为20mA,焦点电流为490mA,线速度为15mm/s;
第二焊接道次:输入束流为50mA,焦点电流为475mA,线速度为15mm/s;
第三焊接道次:输入束流为60mA,焦点电流为475mA,线速度为15mm/s;
第四焊接道次:输入束流为70mA,焦点电流为475mA,线速度为15mm/s;
如图2所示,经所述电子束焊接得到的电子束焊缝3(阴影部分),宽度为4mm,深度为6mm。
实施例2
本实施例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(3)所述热等静压处理的温度由850℃替换为700℃,其他条件和实施例1完全相同。
实施例3
本实施例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(3)所述热等静压处理的温度由850℃替换为1000℃,其他条件和实施例1完全相同。
实施例4
本实施例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(4)所述电子束焊接中第三焊接道次完全省略,即,将第四焊接道次作为第三焊接道次,所述电子束焊接具体如下:
第一焊接道次:输入束流为20mA,焦点电流为490mA,线速度为15mm/s;
第二焊接道次:输入束流为50mA,焦点电流为475mA,线速度为15mm/s;
第三焊接道次:输入束流为70mA,焦点电流为475mA,线速度为15mm/s。
实施例5
本实施例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(1)所述凸台11与所述凹槽21省略,即,所述第一焊接面与所述第二焊接面均为平面,其他条件和实施例1完全相同。
实施例6
本实施例提供了一种一体型大尺寸平面靶材的制备方法,所述制备方法包括如下步骤:
(1)准备作为溅射面的第一靶坯以及作为背板的第二靶坯,在所述第一靶坯的第一焊接面上设置凸台,在所述第二靶坯的第二焊接面上设置凹槽,所述凸台与所述凹槽相配合,所述凸台为圆形,且所述凸台与所述第一靶坯同心设置,所述凸台的高度为3mm,所述凸台的边缘与所述第一靶坯的边缘之间距离为5.5mm;先对所述第一靶坯与所述第二靶坯分别在异丙醇中进行5min的超声波清洗,随后在真空度<0.01Pa、温度为65℃的环境中进行50min的真空干燥处理,再将所述第一靶坯的第一焊接面与所述第二靶坯的第二焊接面相接触,使得所述凸台完全嵌入所述凹槽中完成装配处理;
其中,所述第一靶坯的厚度为10mm,所述第二靶坯的厚度为10mm;所述第一靶坯与所述第二靶坯的材质均为镍钒合金且均为圆形,所述镍钒合金的纯度为99.95wt%,其余为不可避免的杂质,所述镍钒合金中V含量为7wt%;所述第一靶坯与所述第二靶坯的直径相等且均为500mm;所述第一靶坯与所述第二靶坯采用热塑性变形加工以及机加工得到;
(2)将步骤(1)得到的装配整体放入不锈钢包套内,采用氩弧焊焊接进行封口,进行脱气处理;
其中,所述脱气处理的温度为300℃,真空度<2×10-5Pa,时间为2h;
(3)将步骤(2)脱气后的包套放入热等静压机中进行热等静压处理,然后去除所述包套得到组合靶坯;
其中,所述热等静压处理的温度为750℃,压力为110MPa,时间为3h;
(4)对步骤(3)所述组合靶坯的连接处进行电子束焊接,然后经机加工得到一体型大尺寸平面靶材;
其中,所述电子束焊接在真空中进行,具体如下:
第一焊接道次:输入束流为20mA,焦点电流为490mA,线速度为15mm/s;
第二焊接道次:输入束流为50mA,焦点电流为475mA,线速度为15mm/s;
第三焊接道次:输入束流为60mA,焦点电流为475mA,线速度为15mm/s;
第四焊接道次:输入束流为70mA,焦点电流为475mA,线速度为15mm/s;
经所述电子束焊接得到的电子束焊缝,宽度为3.5mm,深度为5mm。
实施例7
本实施例提供了一种一体型大尺寸平面靶材的制备方法,所述制备方法包括如下步骤:
(1)准备作为溅射面的第一靶坯以及作为背板的第二靶坯,在所述第一靶坯的第一焊接面上设置凸台,在所述第二靶坯的第二焊接面上设置凹槽,所述凸台与所述凹槽相配合,所述凸台为圆形,且所述凸台与所述第一靶坯同心设置,所述凸台的高度为4mm,所述凸台的边缘与所述第一靶坯的边缘之间距离为6.5mm;先对所述第一靶坯与所述第二靶坯分别在异丙醇中进行10min的超声波清洗,随后在真空度<0.01Pa、温度为75℃的环境中进行70min的真空干燥处理,再将所述第一靶坯的第一焊接面与所述第二靶坯的第二焊接面相接触,使得所述凸台完全嵌入所述凹槽中完成装配处理;
其中,所述第一靶坯的厚度为20mm,所述第二靶坯的厚度为20mm;所述第一靶坯与所述第二靶坯的材质均为镍钒合金且均为圆形,所述镍钒合金的纯度为99.95wt%,其余为不可避免的杂质,所述镍钒合金中V含量为7wt%;所述第一靶坯与所述第二靶坯的直径相等且均为600mm;所述第一靶坯与所述第二靶坯采用热塑性变形加工以及机加工得到;
(2)将步骤(1)得到的装配整体放入不锈钢包套内,采用氩弧焊焊接进行封口,进行脱气处理;
其中,所述脱气处理的温度为400℃,真空度<2×10-5Pa,时间为5h;
(3)将步骤(2)脱气后的包套放入热等静压机中进行热等静压处理,然后去除所述包套得到组合靶坯;
其中,所述热等静压处理的温度为950℃,压力为150MPa,时间为5h;
(4)对步骤(3)所述组合靶坯的连接处进行电子束焊接,然后经机加工得到一体型大尺寸平面靶材;
其中,所述电子束焊接在真空中进行,具体如下:
第一焊接道次:输入束流为20mA,焦点电流为490mA,线速度为15mm/s;
第二焊接道次:输入束流为50mA,焦点电流为475mA,线速度为15mm/s;
第三焊接道次:输入束流为60mA,焦点电流为475mA,线速度为15mm/s;
第四焊接道次:输入束流为70mA,焦点电流为475mA,线速度为15mm/s;
经所述电子束焊接得到的电子束焊缝,宽度为4.5mm,深度为6.5mm。
对比例1
本对比例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(4)所述电子束焊接完全省略,将步骤(3)得到的组合靶坯直接经机加工得到一体型大尺寸平面靶材,其他条件和实施例1完全相同。
对比例2
本对比例提供了一种一体型大尺寸平面靶材的制备方法,除了将步骤(3)所述热等静压处理完全省略,即,对步骤(2)脱气后得到的组合靶坯的连接处直接进行步骤(4)所述电子束焊接,其他条件和实施例1完全相同。
性能测试:
(i)连接强度:使用拉伸试验机进行焊接强度检测;
(ii)平均晶粒尺寸:按照国标GB/T 6394-2017《金属平均晶粒度测定方法》中公开的截面法进行测定;
(iii)靶材内部结构均匀性:首先以目视标样为准,然后经精密加工后,表面清洁,色泽均一,不出现束状或者点状花斑,则表明内部结构均匀未出现偏析现象;
(iv)焊接结合率:利用超声波C扫描成像探伤仪进行检测;
具体表征结果见表1。
表1
综上所述,本发明所述制备方法先将两块厚度较小的第一靶坯与第二靶坯组合装配,所述第一靶坯与所述第二靶坯的直径相等且均为500-600mm,再依次进行脱气处理、热等静压处理、电子束焊接以及机加工,不仅打破了熔炼炉容量有限以及TMP工艺的双重限制,并且所得一体型大尺寸平面靶材具有结构均匀、晶粒细小、连接强度高、外观色泽均一的优点,符合半导体领域的溅射要求。
申请人声明,本发明通过上述实施例来说明本发明的详细结构特征,但本发明并不局限于上述详细结构特征,即不意味着本发明必须依赖上述详细结构特征才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明所选用部件的等效替换以及辅助部件的增加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种一体型大尺寸平面靶材的制备方法
- 一种大尺寸钼铌平面靶材的制备方法