一种完成圆角精确加工的数控锯铣机及精确加工的方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及加工机床技术领域,具体为一种完成圆角精确加工的数控锯铣机及精确加工的方法。
背景技术
木材在我们的生活中起着必不可缺的作用,我们根据木材的不同性质特征将它们用于不同的地方,木材在实际使用的过程中,为了满足实际使用的要求,大多需要对其进行锯铣处理,而数控锯铣机是利用高速旋转的铣刀对木材进行切割加工的木工机床,因此在进行木材处理时经常会用到数控锯铣机。
随着生产水平的提高与科技水平的发展,用户对高水平质量的完成圆角精确加工的数控锯铣机的需求日益增加,而现有的数控锯铣机在进行切割木材时,木材的切割边缘会出现大量的毛刺,使得工作人员无法进行圆角的精确加工,进而影响加工完成木材质量的问题,进而我们提出了一种完成圆角精确加工的数控锯铣机及精确加工的方法。
通过铣刀的内部设有磨刀,使其能够在切割完成后将木材切割边缘的毛刺进行打磨处理,进而使其能够完成圆角的精确加工。
发明内容
为实现上述完成圆角的精确加工,防止其影响切割完成的木材质量的目的,本发明提供如下技术方案:一种完成圆角精确加工的数控锯铣机,包括底座、清除组件与调节组件,所述底座的顶端固定安装有箱体,所述底座的顶端左侧活动连接有置物台,所述底座的顶端右侧固定安装有支架,所述支架的底端固定安装有气枪;
所述箱体的内壁左侧固定安装有电机,所述电机的顶端固定安装有清除组件;
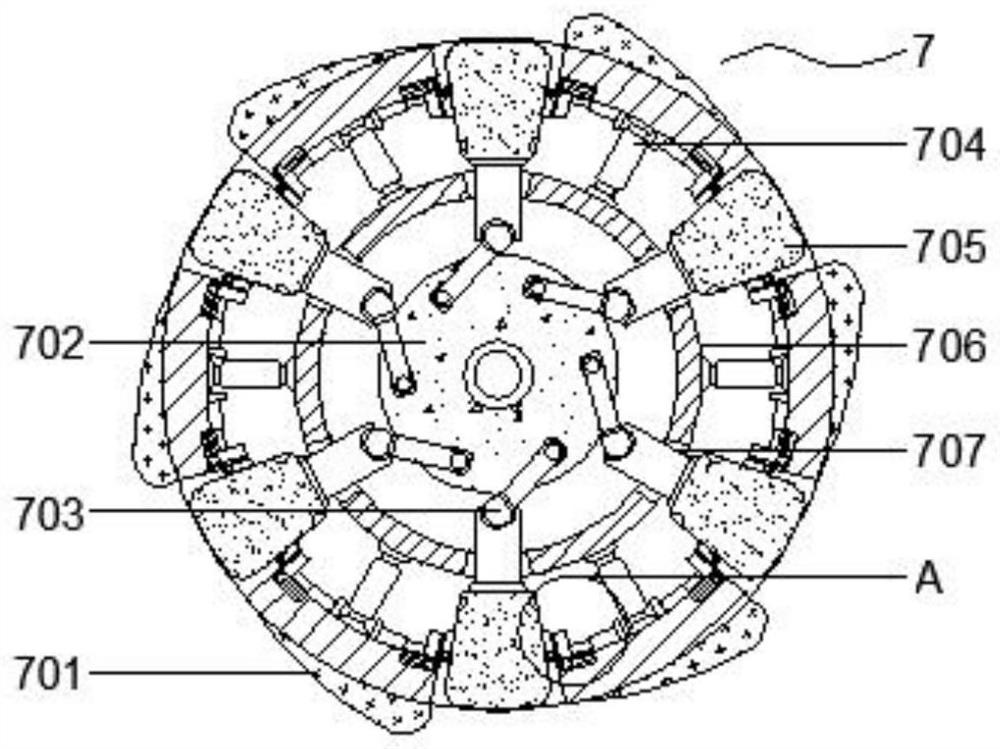
所述清除组件包括铣刀,所述铣刀的内壁固定安装有固定杆,所述固定杆远离铣刀内壁的一端固定安装有连接环,所述连接环的内壁活动连接有连接杆,所述连接杆远离铣刀内壁的一端活动连接有球头杆,所述球头杆远离连接杆的一端活动连接有电动转盘,所述连接杆远离球头杆的一端固定安装有磨刀,所述磨刀的两侧均开设有斜槽,所述铣刀的内壁固定安装有弧形伸缩杆,所述铣刀的内壁开设有凹槽,所述凹槽的内壁固定安装有限位杆,所述限位杆的外壁活动连接有滑块,所述滑块远离弧形伸缩杆的一侧活动连接有卡杆,所述铣刀的顶端活动连接有调节组件,使其能够将木材切割边缘的毛刺进行打磨清除,进而使其能够完成圆角的精确加工;
所述调节组件包括连接块,所述连接块的外壁固定安装有固定环,所述固定环的外壁开设有第一环形槽,所述固定环的底端两侧均活动连接有滚轮,所述连接块的外壁活动连接有固定块,所述固定块的内壁两侧均固定安装有Y形杆,两个所述Y形杆的相对一侧均活动连接有滚珠,所述固定块的内壁底端活动连接有第二环形槽,使得铣刀旋转的更加稳定。
作为优化,所述铣刀的底端固定安装于电机的输出轴上,所述铣刀的底端贯穿箱体的顶端并延伸至箱体的内部,使得电机旋转能够带动铣刀旋转,进而完成木材的切割。
作为优化,所述连接块的底端固定安装于铣刀的顶端,所述固定块的顶端固定安装于支架的底端,使得铣刀的顶端在旋转时不会出现抖动。
作为优化,所述电动转盘与铣刀的内壁底端活动连接,所述电动转盘位于连接环的内部,使得电动转盘旋转能够带动球头杆移动,进而带动连接杆移动。
作为优化,所述连接环的外壁开设有第一通孔,所述连接杆远离球头杆的一端贯穿第一通孔并延伸至铣刀的内部,所述铣刀的外壁开设有第二通孔,所述磨刀远离连接杆的一端贯穿第二通孔并延伸至铣刀的外部,使得连接杆能够带动磨刀伸出铣刀,进而对木材边缘的毛刺进行打磨。
作为优化,所述磨刀的数量为六个,以电动转盘为圆心成中心对称分布,且磨刀位于两个固定杆之间,使得铣刀能够带动磨刀旋转,进而使得打磨的效果更好。
作为优化,所述滑块远离卡杆的一侧与弧形伸缩杆连接,且卡杆的数量为十二个,且每两个为一组,以磨刀为中心线对称分布,使其能够在磨刀伸出铣刀后将其卡杆,防止其在打磨时移动影响打磨的效果。
作为优化,所述Y形杆靠近连接块的一侧延伸至第一环形槽的内部,且滚珠与第一环形槽的内壁接触,所述滚轮的底端位于第二环形槽的内部,使得铣刀在旋转时更加稳定,不会出现晃动的情况。
一种完成圆角精确加工的数控锯铣机精确加工的方法,步骤如下:
S1:将需要进行切割的木材放置于置物台上,并将其固定住,并确保其能够按照编制的程序进行移动;
S2:在S1的基础上,启动电机使其输出轴旋转,且转速为1000-2000r/min,使其带动铣刀旋转,进而对木材进行切割;
S3:在S2的基础上,在切割完成后,启动电动转盘使其顺时针旋转,电动转盘带动球头杆移动,球头杆带动连接杆移动,进而带动磨刀移动使其伸出铣刀,同时在弹簧的作用下,卡杆进入斜槽的内部,将其固定住,防止其在打磨时移动;
S4:在S3的基础上,启动电机带动铣刀旋转,使得铣刀带动磨刀旋转,由于磨刀伸出的长度多余刀片的长度,进而使其能够对木材进行打磨;
S5:在S4的基础上,重复运行一遍切割的程序,使其带动置物台进行移动,使得磨刀对切割边缘进行打磨,进而能够完成圆角的精确加工;
S6:在S5的基础上,打磨完成后,启动弧形伸缩杆使其带动滑块向远离磨刀的一侧移动,进而使得卡杆脱离斜槽,再启动电动转盘使其逆时针旋转,进而使得磨刀移动至铣刀的内部,进而完成加工。
本发明的有益效果是:该完成圆角精确加工的数控锯铣机及精确加工的方法,通过铣刀内壁底端安装电动转盘,电动转盘正面安装球头杆,球头杆与连接杆连接,且连接杆远离球头杆的一端安装磨刀,使得磨刀能伸出铣刀,进而对木材切割边缘进行打磨,使其能够完成圆角的精确加工,再通过铣刀内壁安装弧形伸缩杆,弧形伸缩杆与滑块连接,滑块安装于限位杆的外壁,滑块远离弧形伸缩杆的一侧安装卡杆,且磨刀的两侧均开设斜槽,使其能够在磨刀伸出铣刀后将其卡住,防止其在工作时移动,影响打磨效果。
该完成圆角精确加工的数控锯铣机及精确加工的方法,通过铣刀顶端安装连接块,连接块位于固定块的内部,且固定块安装于支架的底端,再通过连接块外壁安装固定环,固定环外壁开设第一环形槽,第一环形槽的内壁设有Y形杆,Y形杆安装于固定块的内壁两侧,Y形杆靠近第一环形槽的一侧设有滚珠,且固定环底端两侧均安装滚轮,且滚轮位于固定块内壁底端开设的第二环形槽的内部,使得铣刀在转速过高时,不会出现铣刀顶端晃动的情况,使得铣刀能够进行稳定切割。
附图说明
图1为本发明结构示意图;
图2为本发明局部结构示意图;
图3为本发明清除组件结构示意图;
图4为本发明图3中A处结构放大图;
图5为本发明调节组件结构示意图;
图6为本发明图5中B处结构放大图。
图中:1、底座;2、箱体;3、置物台;4、气枪;5、支架;6、电机;7、清除组件;8、调节组件;701、铣刀;702、电动转盘;703、球头杆;704、固定杆;705、磨刀;706、连接环;707、连接杆;708、斜槽;709、卡杆;710、滑块;711、限位杆;712、凹槽;713、弧形伸缩杆;801、连接块;802、固定块;803、固定环;804、Y形杆;805、滚轮;806、滚珠;807、第一环形槽;808、第二环形槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-6:一种完成圆角精确加工的数控锯铣机,包括底座1、清除组件7与调节组件8,底座1的顶端固定安装有箱体2,底座1的顶端左侧活动连接有置物台3,底座1的顶端右侧固定安装有支架5,支架5的底端固定安装有气枪4;
箱体2的内壁左侧固定安装有电机6,电机6的顶端固定安装有清除组件7;
清除组件7包括铣刀701,铣刀701的内壁固定安装有固定杆704,固定杆704远离铣刀701内壁的一端固定安装有连接环706,连接环706的内壁活动连接有连接杆707,连接杆707远离铣刀701内壁的一端活动连接有球头杆703,球头杆703远离连接杆707的一端活动连接有电动转盘702,连接杆707远离球头杆703的一端固定安装有磨刀705,磨刀705的两侧均开设有斜槽708,铣刀701的内壁固定安装有弧形伸缩杆713,铣刀701的内壁开设有凹槽712,凹槽712的内壁固定安装有限位杆711,限位杆711的外壁活动连接有滑块710,滑块710远离弧形伸缩杆713的一侧活动连接有卡杆709,铣刀701的顶端活动连接有调节组件8;
启动电机6使其带动铣刀701旋转,通过铣刀701外壁安装的刀片,使其对木材进行切割,且安装有六个刀片,使其能够切割的效果更好,在切割完成后,启动电动转盘702使其顺时针旋转,进而带动球头杆703移动,球头杆703带动连接杆707移动,连接杆707再推动磨刀705移动,使其伸出铣刀701的外部,同时由于磨刀705两侧开设斜槽708,且卡杆709与滑块710之间安装有弹簧,进而使得卡杆709进入斜槽708的内部,使得磨刀705在打磨木材时不会移动,进而能够防止其影响打磨效果,再通过磨刀705对木材切割边缘毛刺的清除,使得设备能够完成圆角的精确加工;
调节组件8包括连接块801,连接块801的外壁固定安装有固定环803,固定环803的外壁开设有第一环形槽807,固定环803的底端两侧均活动连接有滚轮805,连接块801的外壁活动连接有固定块802,固定块802的内壁两侧均固定安装有Y形杆804,两个Y形杆804的相对一侧均活动连接有滚珠806,固定块802的内壁底端活动连接有第二环形槽808;
铣刀701旋转会带动安装于顶端的连接块801旋转,通过连接块801外壁安装固定环803,固定环803外壁开设第一环形槽807,且Y形杆804靠近连接块801的一侧位于第一环形槽807的内部,且Y形杆804靠近第一环形槽807的一侧安装滚珠806,再通过固定环803底端两侧安装滚轮805,且滚轮805底端位于固定块802内壁底端开设的第二环形槽808的内部,使得铣刀701在转速过大时,不会出现铣刀701顶端晃动的情况,进而使得铣刀701能够稳定的进行切割。
根据图3-4中清除组件7进一步的:铣刀701的底端固定安装于电机6的输出轴上,铣刀701的底端贯穿箱体2的顶端并延伸至箱体2的内部,电动转盘702与铣刀701的内壁底端活动连接,电动转盘702位于连接环706的内部,连接环706的外壁开设有第一通孔,连接杆707远离球头杆703的一端贯穿第一通孔并延伸至铣刀701的内部,铣刀701的外壁开设有第二通孔,磨刀705远离连接杆707的一端贯穿第二通孔并延伸至铣刀701的外部,磨刀705的数量为六个,以电动转盘702为圆心成中心对称分布,且磨刀705位于两个固定杆704之间,滑块710远离卡杆709的一侧与弧形伸缩杆713连接,且卡杆709的数量为十二个,且每两个为一组,以磨刀705为中心线对称分布。
通过安装有六个磨刀705,使得打磨的效果更好,再通过安装有弧形伸缩杆713,使其能够在打磨完成后带动安装于滑块710上的卡杆709进行移动,使得卡杆709脱离斜槽708,进而不会影响磨刀705进入铣刀701的内部。
根据图5-6中调节组件8进一步的:连接块801的底端固定安装于铣刀701的顶端,固定块802的顶端固定安装于支架5的底端,Y形杆804靠近连接块801的一侧延伸至第一环形槽807的内部,且滚珠806与第一环形槽807的内壁接触,滚轮805的底端位于第二环形槽808的内部。
通过连接块801位于固定块802的内部,且安装有滚珠806与滚轮805,使得铣刀701在高速旋转时,不会出现铣刀701顶端晃动的情况,使其能够保证切割与打磨的稳定性。
实施例一:
一种完成圆角精确加工的数控锯铣机精确加工的方法,步骤如下:
S1:将需要进行切割的木材放置于置物台3上,并将其固定住,并确保其能够按照编制的程序进行移动;
S2:在S1的基础上,启动电机6使其输出轴旋转,且转速为1000r/min,使其带动铣刀701旋转,进而对木材进行切割;
S3:在S2的基础上,在切割完成后,启动电动转盘702使其顺时针旋转,电动转盘702带动球头杆703移动,球头杆703带动连接杆707移动,进而带动磨刀705移动使其伸出铣刀701,同时在弹簧的作用下,卡杆709进入斜槽708的内部,将磨刀705固定住,防止其在打磨时移动;
S4:在S3的基础上,启动电机6带动铣刀701旋转,使得铣刀701带动磨刀705旋转,由于磨刀705伸出的长度多余刀片的长度,进而使其能够对木材进行打磨;
S5:在S4的基础上,重复运行一遍切割的程序,使其带动置物台3进行移动,使得磨刀705对切割边缘进行打磨,进而能够完成圆角的精确加工;
S6:在S5的基础上,打磨完成后,启动弧形伸缩杆713使其带动滑块710向远离磨刀705的一侧移动,进而使得卡杆709脱离斜槽708,再启动电动转盘702使其逆时针旋转,进而使得磨刀705移动至铣刀701的内部,进而完成加工。
实施例二:
一种完成圆角精确加工的数控锯铣机精确加工的方法,步骤如下:
S1:将需要进行切割的木材放置于置物台3上,并将其固定住,并确保其能够按照编制的程序进行移动;
S2:在S1的基础上,启动电机6使其输出轴旋转,且转速为1500r/min,使其带动铣刀701旋转,进而对木材进行切割;
S3:在S2的基础上,在切割完成后,启动电动转盘702使其顺时针旋转,电动转盘702带动球头杆703移动,球头杆703带动连接杆707移动,进而带动磨刀705移动使其伸出铣刀701,同时在弹簧的作用下,卡杆709进入斜槽708的内部,将磨刀705固定住,防止其在打磨时移动;
S4:在S3的基础上,启动电机6带动铣刀701旋转,使得铣刀701带动磨刀705旋转,由于磨刀705伸出的长度多余刀片的长度,进而使其能够对木材进行打磨;
S5:在S4的基础上,重复运行一遍切割的程序,使其带动置物台3进行移动,使得磨刀705对切割边缘进行打磨,进而能够完成圆角的精确加工;
S6:在S5的基础上,打磨完成后,启动弧形伸缩杆713使其带动滑块710向远离磨刀705的一侧移动,进而使得卡杆709脱离斜槽708,再启动电动转盘702使其逆时针旋转,进而使得磨刀705移动至铣刀701的内部,进而完成加工。
实施例三:
一种完成圆角精确加工的数控锯铣机精确加工的方法,步骤如下:
S1:将需要进行切割的木材放置于置物台3上,并将其固定住,并确保其能够按照编制的程序进行移动;
S2:在S1的基础上,启动电机6使其输出轴旋转,且转速为2000r/min,使其带动铣刀701旋转,进而对木材进行切割;
S3:在S2的基础上,在切割完成后,启动电动转盘702使其顺时针旋转,电动转盘702带动球头杆703移动,球头杆703带动连接杆707移动,进而带动磨刀705移动使其伸出铣刀701,同时在弹簧的作用下,卡杆709进入斜槽708的内部,将磨刀705固定住,防止其在打磨时移动;
S4:在S3的基础上,启动电机6带动铣刀701旋转,使得铣刀701带动磨刀705旋转,由于磨刀705伸出的长度多余刀片的长度,进而使其能够对木材进行打磨;
S5:在S4的基础上,重复运行一遍切割的程序,使其带动置物台3进行移动,使得磨刀705对切割边缘进行打磨,进而能够完成圆角的精确加工;
S6:在S5的基础上,打磨完成后,启动弧形伸缩杆713使其带动滑块710向远离磨刀705的一侧移动,进而使得卡杆709脱离斜槽708,再启动电动转盘702使其逆时针旋转,进而使得磨刀705移动至铣刀701的内部,进而完成加工。
综上所述,该完成圆角精确加工的数控锯铣机及精确加工的方法,通过铣刀701内壁底端安装电动转盘702,电动转盘702正面安装球头杆703,球头杆703与连接杆707连接,且连接杆707远离球头杆703的一端安装磨刀705,使得磨刀705能伸出铣刀701,进而对木材切割边缘进行打磨,使其能够完成圆角的精确加工,再通过铣刀701内壁安装弧形伸缩杆713,弧形伸缩杆713与滑块710连接,滑块710安装于限位杆711的外壁,滑块710远离弧形伸缩杆713的一侧安装卡杆709,且磨刀705的两侧均开设斜槽708,使其能够在磨刀705伸出铣刀701后将其卡住,防止其在工作时移动,影响打磨效果;通过铣刀701顶端安装连接块801,连接块801位于固定块802的内部,且固定块802安装于支架5的底端,再通过连接块801外壁安装固定环803,固定环803外壁开设第一环形槽807,第一环形槽807的内壁设有Y形杆804,Y形杆804安装于固定块802的内壁两侧,Y形杆804靠近第一环形槽807的一侧设有滚珠806,且固定环803底端两侧均安装滚轮805,且滚轮805位于固定块802内壁底端开设的第二环形槽808的内部,使得铣刀701在转速过高时,不会出现铣刀701顶端晃动的情况,使得铣刀701能够进行稳定切割。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种完成圆角精确加工的数控锯铣机及精确加工的方法
- 一种稳定型木材加工用数控锯铣一体机