一种气相沉积炉用陶瓷热电偶与刚玉陶瓷护管间防黏连方法
文献发布时间:2023-06-19 11:52:33
技术领域
本发明涉及一种气相沉积炉用陶瓷热电偶与刚玉陶瓷护管间防黏连方法。
背景技术
感应式化学气相沉积炉是碳碳复合材料在工业生产中的主要生产设备,该设备主要的加热方式为电磁线圈感应加热,长期使用温度在800~1200℃,其用于监控及测温的主要部件为陶瓷铠装钨铼热电偶,需要若干支陶瓷热电偶平均分布于炉体高度方向上不同位置,水平插入厚度约为100毫米~300毫米的保温层结构,直接对炉腔内石墨发热体测温,对碳碳复合材料的化学气相沉积工艺起了精确控温关键的作用。CVD沉积炉进行沉积生产时碳源气体在炉腔内扩散并发生化学反应生成热解碳,其中有部分气体通过炉内石墨发热体间缝隙,扩散进保温层,使保温层沉积变硬,陶瓷热电偶在保温层变硬过程中热解碳使陶瓷热电偶与保温层黏连,在生产作业过程中,炉体若发生震动,陶瓷铠装热电偶极易发生脆性断裂而导致失效,所以需要在保温层内预埋一支刚玉陶瓷护管,对陶瓷热电偶进行隔离保护,但是由于碳源气体也易扩散进陶瓷热电偶与刚玉陶瓷护管之间缝隙,导致陶瓷热电偶与刚玉陶瓷护管之间互相黏连,也会导致断裂失效。由于热解碳黏连极为牢固,断偶碎片易残留在安装热电偶的通道内难以完全取出,造成新热电偶无法正常插入到标准测温所需插入深度,导致炉温失控。因此如何防止热电偶与刚玉陶瓷护管之间,刚玉陶瓷护管与保温层之间,由于热解碳而导致两者黏连断偶,使测温热电偶使用寿命延长且便于更换,具有重要的现实意义。
专利《一种用于渗碳工艺的热电偶》(CN201120565230.4)是一种用于渗碳工艺的测温热电偶,它包括热电偶本体与套在热电偶外的耐热钢材质护管,耐热钢质护管与热电偶本体之间还套有内外层刚玉陶瓷护管。该专利所述用作密封用耐高温水玻璃粘结剂,在气相沉积炉的升降温过程中已发生较大的体积膨胀与收缩,过程中会对陶瓷热电偶本体造成挤压,而造成陶瓷热电偶断裂失效,不适用于陶瓷热电偶与刚玉陶瓷护管之间的密封材料,且损坏后会对热电偶通道造成封堵,不利于更换清理,导致生产成本增加,生产效率降低。
发明内容
为了现有克服热电偶与刚玉陶瓷护管之间及刚玉陶瓷护管与气相沉积炉内保温层接触部位发生黏连易断裂的缺点,本发明提出了一种气相沉积炉用陶瓷热电偶与刚玉陶瓷护管间防黏连方法,其组成结构简单、简便易操作,能有效阻隔其接触面之间相互黏连,以氮化硼溶液和碳纤维丝束,作为组成结构材料,在热电偶与刚玉陶瓷护管表面形成包裹保护结构,使其外表面相接触部位上无法大面积粘附热解碳,从而有效防止热解碳渗入造成的表面黏连,提高陶瓷热电偶的使用寿命,使其准确控温,提高生产效率。
本发明可通过以下技术方案予以实现:
一种气相沉积炉用陶瓷热电偶与刚玉陶瓷护管间防黏连方法,包括以下步骤:
1)材料准备:耐高温陶瓷热电偶一支,刚玉陶瓷护管一支,氮化硼溶液1~2L,碳纤维丝束约5米长和碳毡片;
2)所述陶瓷热电偶与刚玉陶瓷护管表面用所述氮化硼溶液处理;
3)对所述碳纤维丝束预处理;
4)将所述碳纤维丝束捆裹热电偶本体及刚玉陶瓷护管;
5)将捆裹好的陶瓷热电偶本体与刚玉陶瓷护管组装,将所述碳毡片塞进护管,组装完成。
进一步地,所述步骤1)中,所述氮化硼溶液的浓度为20%~90%;碳纤维丝束为T700-12K碳纤维丝;所述碳毡片直径10毫米厚度5毫米。
进一步地,所述步骤2)包括:所述陶瓷热电偶本体与刚玉陶瓷护管表面用酒精擦拭干净,用毛刷均匀地将所述氮化硼溶液刷涂于陶瓷热电偶本体和刚玉陶瓷护管内外表面,自然晾干后,重复刷涂1~3次,静置晾干待使用。
进一步地,所述步骤3)包括:截取碳纤维丝束若干段,长40~60厘米的4段,长度20~40厘米的4段,宽度分别为3~5毫米,将碳纤维束两端各打一个结,放进氮化硼溶液中浸泡60~120分钟,取出碳纤维丝束放进以氩气为保护气氛的烘箱,烘干温度为100~150℃,烘干时间60~120分钟,烘干完毕取出冷却至室温备用。
进一步地,所述步骤4)包括:先将所述碳毡片中心挖一个直径2.5毫米的圆孔,套进所述陶瓷热电偶本体,再将40~60厘米长的4段碳纤维丝束交叉对叠,将交叉中心点打结固定,所述陶瓷热电偶本体前端点对准节点中心并固定热电偶,用十字交叉编织法将所述陶瓷热电偶本体捆裹密实,同理用20~40厘米长的4段碳纤维丝束对刚玉陶瓷护管进行捆裹。
进一步地,所述步骤5)中,所述碳毡片塞进护管10~20毫米。
有益效果
本发明材料成本低,操作简便,碳纤维编织捆裹后抗拉强度提高,使用寿命延长,能有效吸收隔离热解碳,达到防止黏连便于更换的目的。
附图说明
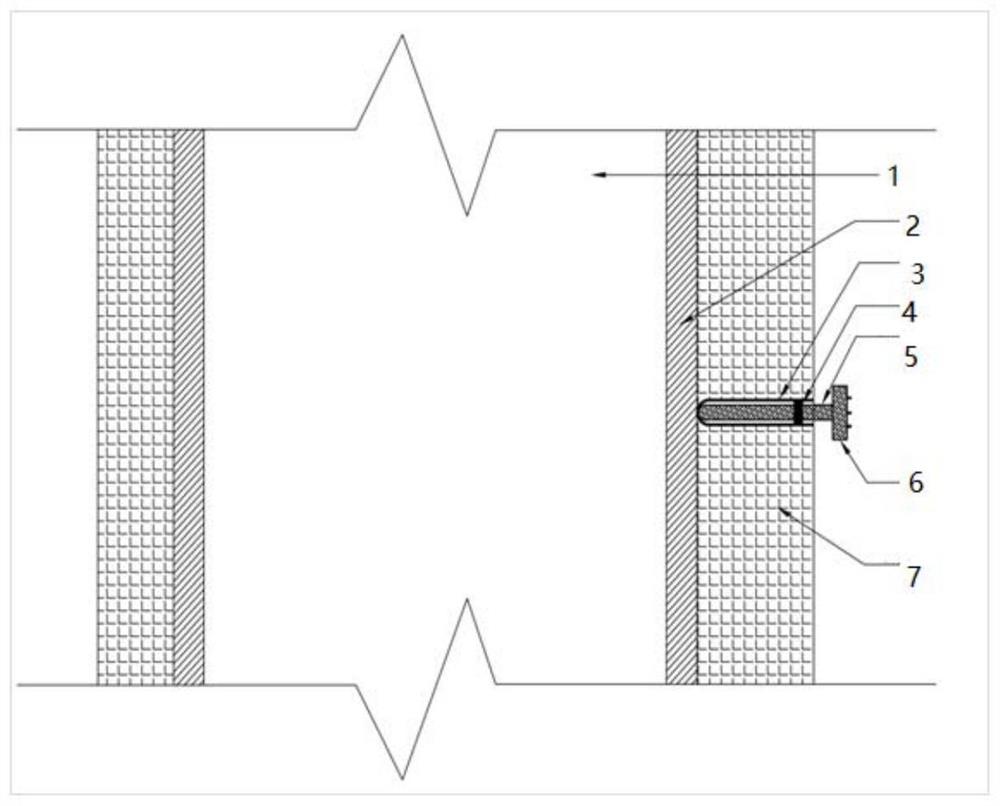
图1为本发明陶瓷铠装钨铼热电偶与刚玉陶瓷护管位置示意图;
图2为编织结构示意图
具体实施方式
以下通过特定的具体实施例说明本发明的实施方式,本领域的技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。
实施例1
1)材料准备:耐高温热陶瓷电偶一支,刚玉陶瓷护管一支,氮化硼溶液(浓度20%)1L,碳纤维丝束(T700-12K)约5米长,碳毡片直径10毫米厚度5毫米;
2)陶瓷热电偶与刚玉陶瓷护管表面处理:陶瓷热电偶本体与刚玉陶瓷护管表面用酒精擦拭干净,用毛刷均匀地将氮化硼溶液刷涂于陶瓷热电偶本体,刚玉陶瓷护管内外表面,自然晾干后,重复刷涂2次,静置晾干待使用;
3)碳纤维丝束预处理:截取碳纤维丝束若干段,长40厘米*4段,长度20厘米*4段,宽度为3毫米,将碳纤维束两端各打一个结,放进氮化硼溶液中浸泡60分钟,取出碳纤维丝束放进以氩气为保护气氛的烘箱,烘干温度为100℃,烘干时间60分钟,烘干完毕取出冷却至室温备用;
4)碳纤维丝束捆裹热电偶本体及刚玉陶瓷护管:先将碳毡片中心挖一个直径2.5毫米的圆孔,套进热电偶本体,再将40厘米长的4段碳纤维丝束交叉对叠,将交叉中心点打结固定,热电偶本体前端点对准节点中心并固定热电偶,用十字交叉编织法将热电偶本体捆裹密实(图2中B所示),同理用20厘米长的4段碳纤维丝束对刚玉陶瓷护管进行捆裹(图2中A所示);
5)组装:将捆裹好的人电偶本体与刚玉套管组装,将碳毡片塞进套管10毫米,组装完成。图1中1为炉内腔室,2为石墨发热体,3为刚玉陶瓷护管,4为碳砧片,5为陶瓷铠装钨铼热电偶,6为接线盒,7为碳砧保温层。
实施例2
1)材料准备:耐高温热陶瓷电偶一支,刚玉陶瓷护管一支,氮化硼溶液(浓度90%)2L,碳纤维丝束(T700-12K)约5米长,碳毡片直径10毫米厚度5毫米;
2)陶瓷热电偶与刚玉陶瓷护管表面处理:陶瓷热电偶本体与刚玉陶瓷护管表面用酒精擦拭干净,用毛刷均匀地将氮化硼溶液刷涂于陶瓷热电偶本体,刚玉陶瓷护管内外表面,自然晾干后,重复刷涂3次,静置晾干待使用;
3)碳纤维丝束预处理:截取碳纤维丝束若干段,长60厘米*4段,长度40厘米*4段,宽度为5毫米,将碳纤维束两端各打一个结,放进氮化硼溶液中浸泡120分钟,取出碳纤维丝束放进以氩气为保护气氛的烘箱,烘干温度为150℃,烘干时间120分钟,烘干完毕取出冷却至室温备用;
4)碳纤维丝束捆裹热电偶本体及刚玉陶瓷护管:先将碳毡片中心挖一个直径2.5毫米的圆孔,套进热电偶本体,再将60厘米长的4段碳纤维丝束交叉对叠,将交叉中心点打结固定,热电偶本体前端点对准节点中心并固定热电偶,用十字交叉编织法将热电偶本体捆裹密实,同理用40厘米长的4段碳纤维丝束对刚玉陶瓷护管进行捆裹;
5)组装:将捆裹好的人电偶本体与刚玉套管组装,将碳毡片塞进套管20毫米,组装完成。
实施例3
1)材料准备:耐高温热陶瓷电偶一支,刚玉陶瓷护管一支,氮化硼溶液(浓度60%)1L,碳纤维丝束(T700-12K)约5米长,碳毡片直径10毫米厚度5毫米;
2)陶瓷热电偶与刚玉陶瓷护管表面处理:陶瓷热电偶本体与刚玉陶瓷护管表面用酒精擦拭干净,用毛刷均匀地将氮化硼溶液刷涂于陶瓷热电偶本体,刚玉陶瓷护管内外表面,自然晾干后,重复刷涂2次,静置晾干待使用;
3)碳纤维丝束预处理:截取碳纤维丝束若干段,长50厘米*4段,长度30厘米*4段,宽度为4毫米,将碳纤维束两端各打一个结,放进氮化硼溶液中浸泡80分钟,取出碳纤维丝束放进以氩气为保护气氛的烘箱,烘干温度为120℃,烘干时间80分钟,烘干完毕取出冷却至室温备用;
4)碳纤维丝束捆裹热电偶本体及刚玉陶瓷护管:先将碳毡片中心挖一个直径2.5毫米的圆孔,套进热电偶本体,再将50厘米长的4段碳纤维丝束交叉对叠,将交叉中心点打结固定,热电偶本体前端点对准节点中心并固定热电偶,用十字交叉编织法将热电偶本体捆裹密实,同理用30厘米长的4段碳纤维丝束对刚玉陶瓷护管进行捆裹;
5)组装:将捆裹好的人电偶本体与刚玉套管组装,将碳毡片塞进套管15毫米,组装完成。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种气相沉积炉用陶瓷热电偶与刚玉陶瓷护管间防黏连方法
- 一种物理气相沉积金属陶瓷复合自润介质涂层及制备方法