焊接装置及方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及焊接技术领域,具体地,涉及一种焊接装置及方法。
背景技术
产品生产过程中需要对零部件进行组装,为了保证连接稳定性,通常采用焊接的方式进行零部件之间的连接,例如,接触器组装过程中,需要将上盖与下磁壳进行焊接,但是,现有的焊接装置对上盖及下磁壳进行压合固定时,容易存在缝隙,焊接不良率高,并且,焊接激光易从缝隙处进入接触器内部,对内部零部件及线路造成损坏,使得接触器无法正常工作。
发明内容
针对现有技术的不足,本发明公开一种焊接装置,其包括:移料机构、焊接治具及焊接机构;焊接治具包括承载夹紧组件及下压组件;承载夹紧组件与下压组件相对设置于移料机构的移料路径上;所述焊接机构面向所述焊接治具;其中,所述移料机构移送待焊接产品至焊接治具的工位,下压组件下压承载夹紧组件以固定住待焊接产品,所述焊接机构对待焊接产品进行焊接。
根据本发明的一实施方式,上述焊接治具包括承载夹紧组件及下压组件;所述承载夹紧组件与所述下压组件相对设置。
根据本发明的一实施方式,上述焊接治具还包括旋转组件;所述承载夹紧组件设置于所述旋转组件。
根据本发明的一实施方式,上述焊接治具还包括顶升组件;所述顶升组件贯穿所述承载夹紧组件。
根据本发明的一实施方式,上述焊接治具还包括导向组件;所述旋转组件与所述下压组件设置于所述导向组件。
根据本发明的一实施方式,上述焊接机构包括第一位置调节件及焊接头;所述焊接头设置于所述第一位置调节件。
根据本发明的一实施方式,上述焊接机构还包括第二位置调节件;所述第二位置调节件设置于所述第一位置调节件,所述焊接头设置于所述第二位置调节件。
根据本发明的一实施方式,上述焊接机构还包括旋转平台;所述旋转平台设置于所述第二位置调节件,所述焊接头设置于所述旋转平台。
根据本发明的一实施方式,上述移料机构包括移动组件及夹取组件;所述夹取组件设置于所述移动组件。
根据本发明的一实施方式,上述焊接装置还包括吹气除尘机构;所述吹气除尘机构设置于所述焊接治具。
本发明还提供一种焊接方法,包括以下步骤:
移料机构1移送待焊接产品至焊接治具2的工位;
焊接治具2的下压组件24下压承载夹紧组件23对待焊接产品进行固定;
旋转组件25带动待焊接产品旋转
焊接机构3对待焊接产品进行点焊;
吹气除尘机构4进行吹保护气及除尘;
移料机构移送焊接好的产品至下料端。
本发明的有益效果为:本发明的焊接装置结构简单,通过承载夹紧组件及下压组件对待焊接产品进行夹紧固定,令待焊接产品充分压合,不存在缝隙,以使得焊接机构对待焊接产品进行精确焊接,保证焊接质量,同时,避免焊接激光会从缝隙处进入接触器内部,对内部零部件及线路造成损坏的问题发生。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
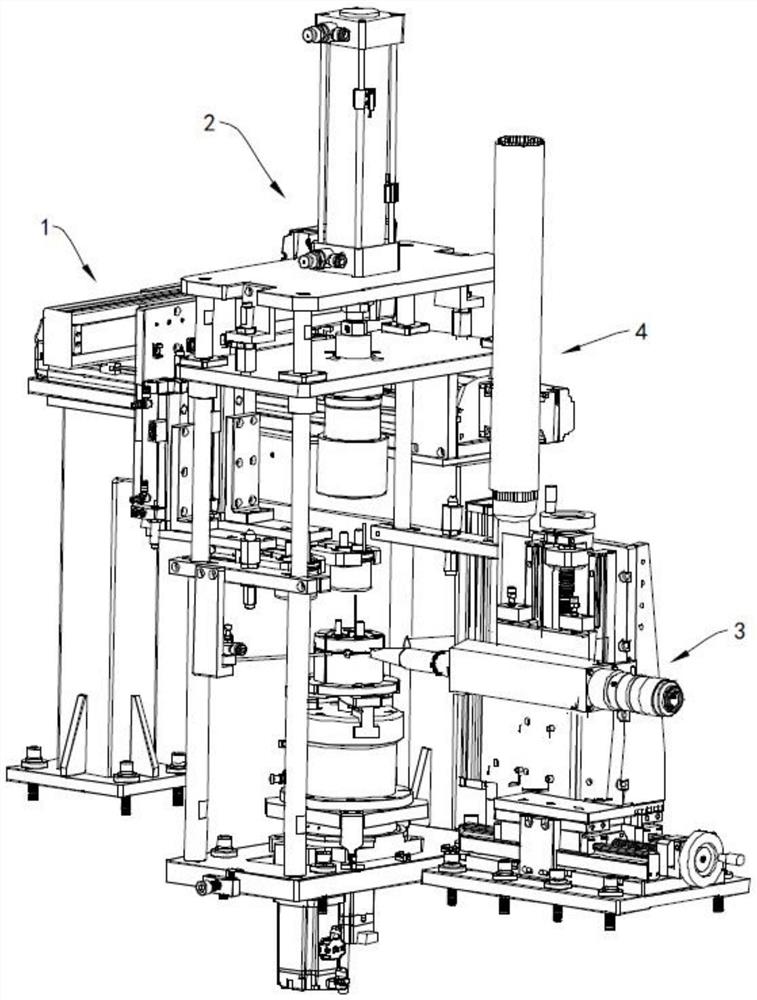
图1为本发明实施例中焊接装置的结构示意图;
图2为本发明实施例中待焊接产品的结构示意图;
图3为本发明实施例中移料机构的结构示意图;
图4为本发明实施例中焊接治具与焊接机构配合的结构示意图;
图5为本发明实施例中焊接治具的结构示意图;
图6为本发明实施例中焊接治具的剖视图;
图7为本发明实施例中顶升组件、承载夹紧组件及旋转组件配合的剖视图;
图8为图7的局部放大图。
附图标记说明:
01、上盖;011、第一上凸台;012、第一下凸台;02、下磁壳;021、第一下凸台;1、移料机构;11、移动组件;110、移料支架;111、第一移动件;112、第二移动件;12、夹取组件;121、夹取驱动件;122、夹取件;2、焊接治具;21、导向组件;211、安装板;212、导向杆;213、缓冲件;22、顶升组件;221、顶升驱动件;222、顶升杆;23、承载夹紧组件;2300、开口;231、卡盘;232、夹具;2321、阶梯台;2322、弧形定位条;233、压块;2331、凸部;234、导向柱;235、弹性件;24、下压组件;241、压紧驱动件;242、压紧块;2421、避空槽;2422、压紧凸环;243、移动板;244、转动件;25、旋转组件;251、转盘;252、旋转驱动件;3、焊接机构;31第一位置调节件;32、第二位置调节件;33、焊接头;4、吹气除尘机构;411、吹气管;412、除尘管。
具体实施方式
以下将以图式揭露本发明的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本发明,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
为能进一步了解本发明的内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
请参照图1,图1为本发明实施例中焊接装置的结构示意图。如图所示,本申请的焊接装置包括移料机构1、焊接治具2、焊接机构3及吹气除尘机构4。焊接治具2设置于移料机构1的移料路径上。焊接机构3设置于焊接治具2的一侧,焊接机构3面向焊接治具2。吹气除尘机构4设置于焊接治具2。具体应用时,移料机构1夹取待焊接产品移动至焊接治具2的工位,焊接治具2对待焊接产品进行固定,而后,焊接机构3对待焊接产品进行焊接,焊接过程中,吹气除尘机构4进行吹保护气及除尘,保证焊接的质量,焊接完成后,移料机构1将焊接好的产品取下。
本实施例中,待焊接产品为接触器。请参照图2,接触器包括上盖01及下磁壳02,上盖01具有第一上凸台011及第二上凸台012,下磁壳02具有第一下凸台021,具体焊接时是将第二上凸台012与第一下凸台021进行焊接,使得二者连接在一起。
再一并参照图3,图3为本发明实施例中移料机构1的结构示意图。如图所示,移料机构1包括移动组件11及夹取组件12。移动组件11包括移料支架110、第一移动件111及第二移动件112。第一移动件111设置于移料支架110。第二移动件112设置于第一移动件111。第一移动件111及第二移动件112均为单轴移料机构1。夹取组件12包括夹取驱动件121及夹取件122。夹取驱动件121设置于第二移动件112,夹取驱动件121为气缸。夹取件122连接夹取驱动件121的输出端,夹取件122为气动夹爪。具体应用时,第一移动件111与第二移动件112配合带动夹取组件12移动至待焊接产品的上方,夹取驱动件121驱动夹取件122向靠近待焊接产品方向移动,待夹取件122移动至与待焊接产品的高度一致时,夹取件122夹取待焊接产品,而后,第一移动件111与第二移动件112配合带动夹取待焊接产品的夹取件122移动至对应焊接治具2的工位,夹取件122松开待焊接产品,焊接治具2对待焊接产品进行焊接。
需要说明的是,夹取件122具有与第二上凸台012及第一下凸台021形状相同的凹槽,夹取件122夹取待焊接产品时,第二上凸台012与第一下凸台021均位于凹槽内,如此,不仅夹持牢固,还可保证上盖01和下磁壳02之间的相对位置,避免错位。
请参照图4、图5及图6,图4为本发明实施例中焊接治具2与焊接机构3配合的结构示意图;图5为本发明实施例中焊接治具2的结构示意图;图6为本发明实施例中焊接治具2的剖视图。如图所示,本申请的焊接治具2包括导向组件21、顶升组件22、承载夹紧组件23及下压组件24。顶升组件22设置于导向组件21。下压组件24设置于导向组件21,下压组件24与承载夹紧组件23相对设置。具体应用时,首先,承载夹紧组件23打开,顶升组件22顶升到位,移料机构1将待焊接产品移至承载夹紧组件23的工位,顶升组件22支撑住待焊接产品,承载夹紧组件23合拢,固定待焊接产品,待焊接产品为上盖01与下磁壳02的组合件,顶升组件22恢复初始位置;其次,下压组件24下压承载夹紧组件23,下压组件24与承载夹紧组件23配合固定住待焊接产品;最后,焊接机构3对待焊接产品进行焊接,焊接完成后,下压组件24恢复初始位置,承载夹紧组件23再次打开,顶升组件22再次顶升,顶升组件22支撑住焊接好的产品,移料机构1取走焊接好的产品。
优选地,焊接治具2还包括旋转组件25,承载夹紧组件23设置于旋转组件25。下压组件24与承载夹紧组件23配合固定住待焊接产品后,旋转组件25带动承载夹紧组件23、下压组件24及待焊接产品旋转,焊接机构3对待焊接产品进行焊接。
进一步地,导向组件21包括两个安装板211及多个导向杆212。两个安装板211相对设置,多个导向杆212的两端分别设置于两个安装板211上,多个导向杆212位于两个安装板211之间,多个导向杆212互相平行。下压组件24下压时沿多个导向杆212滑动,多个导向杆212对下压组件24起到导向作用,从而保证下压组件24与承载夹紧组件23之间的同轴度。本实施例中,导向杆212的数量为四个,当然,导向杆212的数量可根据需求进行适应性增加或者减少,上述仅为本发明的一实施方式,不应以此为限。
再一并参照图7及图8,图7为本发明实施例中顶升组件22、承载夹紧组件23及旋转组件25配合的剖视图;图8为图7的局部放大图。如图所示,承载夹紧组件23包括卡盘231、夹具232及压块233。卡盘231设置于安装板211。夹具232设置于卡盘231。压块233连接有导向柱234,导向柱234插设于夹具232。压块233靠近夹具232的一端具有向内凸起的凸部2331。本实施例中,卡盘231为三爪卡盘231,对应地,夹具232及压块233的数量也为三个,三个夹具232分别设置于卡盘231的三个卡爪,三个压块233分别设置于三个夹具232。具体应用时,首先,卡盘231带动夹具232及压块233打开,顶升组件22顶升到位,移料机构1将待焊接产品移至三个夹具232之间形成的容置腔内,顶升组件22支撑住待焊接产品的下磁壳02,而后,卡盘231带动夹具232及压块233合拢,第一下凸台021卡设于夹具232内侧壁的阶梯台23231上,卡盘231带动夹具232及压块233合拢过程中,夹具232靠近压块233的一端上设置的弧形定位条2322对上盖01的第二上凸台012与下磁壳02的第一下凸台021进行定位,弧形定位条2322的数量与夹具232的数量对应,也为三个,卡盘231合拢时带动三个弧形定位条2322围合形成一个圆环,圆环的内侧壁与第二上凸台012及第一下凸台021的外侧壁抵接,如此,实现对上盖01与下磁壳02的定位,以保证上盖01与下磁壳02的同轴度。
优选地,承载夹紧组件23还包括弹性件235,弹性件235为弹簧,弹性件235套设于导向柱234,弹性件235的一端抵接夹具232,弹性件235的另一端抵接压块233。下压组件24下压压块233时,弹性件235起到缓冲作用,防止下压组件24的压力过大而损坏上盖01的第二上凸台012。
更进一步地,顶升组件22包括顶升驱动件221及顶升杆222。顶升驱动件221设置于安装板211,顶升驱动件221为电机。顶升杆222依次贯穿顶升驱动件221、转盘251及卡盘231,顶升杆222连接顶升驱动件221的输出端。具体应用时,顶升驱动件221产生驱动力驱动顶升杆222顶升或下降,移料机构1将待焊接产品移动至承载夹紧组件23的工位时,顶升驱动件221驱动顶升杆222顶升到位,对待焊接产品进行支撑定位,使得下磁壳02的第一下凸台021与夹具232内侧壁的阶梯台23231对应,保证承载夹紧组件23合拢后,第一下凸台021卡设于阶梯台23231;焊接完成后,顶升驱动件221再次驱动顶升杆222顶升,对焊接好的产品进行顶升,以便于移料机构1对焊接好的产品进行下料。
更进一步地,下压组件24包括压紧驱动件241及压紧块242。压紧驱动件241设置于安装板211,压紧驱动件241为气缸,压紧驱动件241的输出端连接有移动板243,移动板243通过轴套套设于导向杆212。压紧块242设置于移动板243。承载夹紧组件23固定待焊接产品后,压紧驱动件241产生驱动件驱动压紧块242下压,压紧块242下压压块233,使得压块233的凸部2331压紧上盖01的第二上凸台012,保证第二上凸台012与第一下凸台021的压紧可靠性,同时,此种压紧方式相比于现有的压紧方式而言,不压伤第一上凸台011的陶瓷面,保证产品质量。
优选地,压紧块242具有避空槽2421,压紧块242下压压块233时,上盖01的突出部分的零部件位于避空槽2421内,避免压紧块242下压时对上盖01的突出部分的零部件造成损坏。
优选地,压紧块242远离移动板243的一端具有压紧凸环2422,对应地,压块233具有凹槽,凹槽的形状与压紧凸环2422的形状相适配,压紧块242下压压块233时,压紧凸环2422插入凹槽内,保证压紧块242与压块233同轴心,避免偏位。
优选地,下压组件24还包括转动件244。转动件244设置于所述压紧块242内,转动件244连接压紧驱动件241的输出端,本实施例中,转动件244为滚子轴承,滚子轴承具有启动所需力矩小、旋转精度高、选用方便等优点,使得旋转组件25带动承载夹紧组件23旋转时,压紧块242与承载夹紧组件23保证同步转动,保证压紧块242下压压块233的力度不变。
优选地,导向组件21还包括缓冲件213,缓冲件213为缓冲器,缓冲件213设置于导向杆212与安装板211上,压紧驱动件241驱动压紧块242靠近或远离承载夹紧组件23时,缓冲件213对移动板243起到缓冲作用,避免压紧驱动件241的驱动力过大,压紧块242与压块233发生撞击而损坏或移动板243与安装板211发生撞击而损坏。
具体地,旋转组件25包括转盘251及旋转驱动件252。转盘251转动设置于安装板211。旋转驱动件252设置于安装板211,旋转驱动件252的输出端连接转盘251,旋转驱动件252为电机。具体应用时,旋转驱动件252产生驱动力驱动转盘251转动,从而带动设置于转盘251的承载夹紧组件23转动,进而带动承载夹紧组件23与下压组件24固定的待焊接产品进行转动,转动过程中,焊接机构3的焊接头33由夹具232与压块233相对的开口2300处伸入,对产品的预焊点进行预焊,本实施例中,预焊点的数量为九个,对应地,夹具232与压块233的开口2300也有九个;当然,预焊点的数量可根据实际需求进行适应性增加或者减少,上述仅为本发明的一实施方式,不应以此为限。
复参照图4,焊接机构3包括第一位置调节件31、第二位置调节件32、旋转平台(图中未示出)及焊接头33。第一位置调节件31设置于焊接治具2的一侧。第二位置调节件32设置于第一位置调节件31。旋转平台设置于第二位置调节件32。焊接头33设置于旋转平台。第一位置调节件31可带动焊接头33在水平方向移动,以控制焊接头33的焦距。第二位置调节件32可带动焊接头33在竖直方向移动,以控制焊接头33与待焊接产品的焊接点保持高度一致。本实施例中,第一位置调节件31及第二位置调节件32可以选用单轴机械手,也可以选用调节手轮驱动丝杠转动从而带动滑动板滑动的方式实现对焊接头33位置的调节。旋转平台可带动焊接头33旋转,以控制焊接头33的俯仰角。焊接治具2固定待焊接产品后,焊接头33射出激光实现对待焊接产品的焊接。优选地,焊接头33自带同轴CCD监控功能,以保证焊接位置的准确。
复参照图4,吹气除尘机构4包括吹气管41及除尘管42。吹气管41及除尘管42均设置于导向杆212。吹气管41的出气口面向焊接位置。除尘管42的进气口面向焊接位置。焊接时,与吹气管41连接的外置供气设备提供保护气,吹气管41将保护气吹向焊接位置,以保证焊接质量;与除尘管42连接的外置吸气设备吸气,吸走焊接过程中产生的焊渣,保证产品的清洁。
本发明还提供一种焊接方法,包括以下步骤:
移料机构1移送待焊接产品至焊接治具2的工位;
焊接治具2的下压组件24下压承载夹紧组件23对待焊接产品进行固定;
旋转组件25带动待焊接产品旋转
焊接机构3对待焊接产品进行点焊;
吹气除尘机构4进行吹保护气及除尘;
移料机构移送焊接好的产品至下料端。
具体应用时,上述移料机构1、焊接治具2、焊接机构3及吹气除尘机构4均电连接焊接装置的控制系统,焊接装置的控制系统控制移料机构1、焊接治具2、焊接机构3及吹气除尘机构4作动,以达到焊接装置自动化控制之功效。当然,焊接装置的控制系统可为工控机、PLC或单片机的任意一种,于此不再赘述。
综上所述,在本发明一或多个实施方式中,本发明的焊接装置结构简单,通过承载夹紧组件及下压组件对待焊接产品进行夹紧固定,令待焊接产品充分压合,不存在缝隙,以使得焊接机构对待焊接产品进行精确焊接,保证焊接质量,同时,避免焊接激光会从缝隙处进入接触器内部,对内部零部件及线路造成损坏的问题发生。
上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理在内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。
- 外观检查装置及使用该外观检查装置判定焊接部位有无形状不良及形状不良的种类的判定精度的提高方法、焊接系统及使用该焊接系统的工件的焊接方法
- 用于焊接装置的操作面板、包括这种操作面板的焊接装置、配置这种焊接装置的焊接参数的方法