层叠钢板的制造方法、层叠钢板的制造装置以及用于其的固化性组合物
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及层叠钢板的制造方法、层叠钢板的制造装置以及用于它们的具有延迟固化性的固化性组合物。
背景技术
在层叠钢板的制造工序中,已知通过在钢板薄板之间涂布粘接剂而形成层叠体来制造。该粘接剂中使用环氧树脂组合物、(甲基)丙烯酸树脂组合物等,进行加热固化、厌氧固化。然而,由于固化花费时间而层叠钢板的生产效率低,存在制造后钢板薄板彼此剥离的风险。为了解决该问题,像日本特开2006-334648号公报那样尝试了在加工油中添加固化促进剂来促进固化,但在加工油混杂的状态下使用粘接剂和固化促进剂这两种树脂组合物来控制固化状态伴随着困难性。
发明内容
以往,难以使钢板薄板间的粘接剂在经过规定的时间后达到稳定的固化状态。
本发明人为了达成上述目的进行了深入研究,结果发现关于层叠钢板的制造方法、层叠钢板的制造装置以及用于它们的固化性组合物的手法,以至于完成本发明。
以下对本发明的主旨进行说明。本发明的第一实施方式是一种层叠钢板的制造方法,所述层叠钢板是将由带状薄钢板冲裁成规定形状而形成的钢板薄板以规定片数层叠而成的,包括以下的工序1~3,固化性组合物为照射能量线后经过规定的时间后固化的延迟固化性组合物,
工序1:将所述钢板薄板用模具依次冲裁加工成规定形状的工序;
工序2:在所述钢板薄板的规定部位涂布固化性组合物的工序;
工序3:对所述固化性组合物照射能量线的工序。
本发明的第二实施方式是第一实施方式所述的层叠钢板的制造方法,其还包括将层叠的钢板薄板固定规定时间的工序作为工序4。
本发明的第三实施方式是一种层叠钢板的制造方法,所述层叠钢板是将由带状薄钢板冲裁成规定形状而形成的钢板薄板以规定片数层叠而成的,依次进行以下的工序1~4,固化性组合物为具有在照射能量线后经过规定的时间后固化的延迟固化性的固化性组合物,
工序1:将所述钢板薄板用模具依次冲裁加工成规定形状的工序;
工序2:在所述钢板薄板的规定部位涂布固化性组合物的工序;
工序3:对所述固化性组合物照射能量线的工序;
工序4:将层叠的钢板薄板固定规定时间的工序。
本发明的第四实施方式是第一至第三实施方式中的任一项所述的层叠钢板的制造方法,上述工序2是对所述带状薄钢板从模具的相反侧涂布固化性组合物的工序。
本发明的第五实施方式是第一至第四实施方式中的任一项所述的层叠钢板的制造方法,其中,所述固化性组合物包含以下的(A)~(C)成分:
(A)成分:具有(甲基)丙烯酰基的化合物
(B)成分:厌氧固化性催化剂
(C)成分:光产酸剂。
本发明的第六实施方式是一种制造装置,其用于实施第一至第五实施方式中的任一项所述的层叠钢板的制造方法。
本发明的第七实施方式是第一至第五实施方式中的任一项所述的层叠钢板的制造方法中使用的固化性组合物,其包含以下的(A)~(C)成分:
(A)成分:具有(甲基)丙烯酰基的化合物
(B)成分:厌氧固化性催化剂
(C)成分:光产酸剂。
附图说明
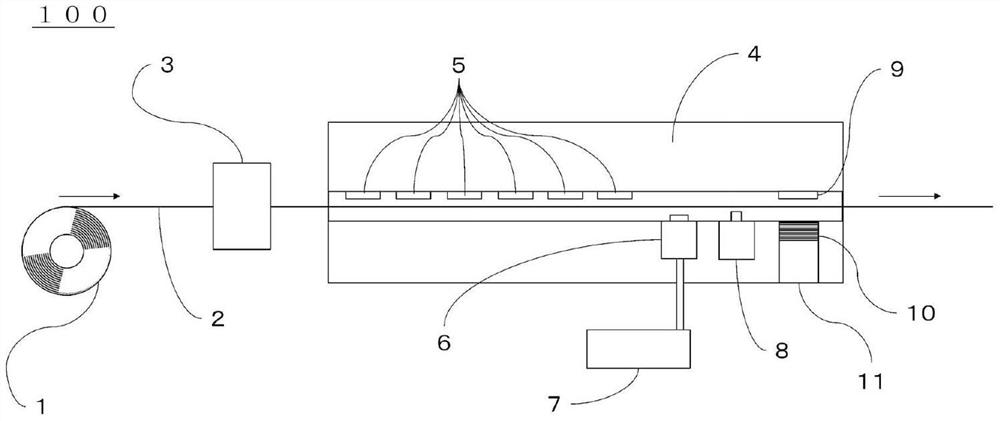
图1是本发明的层叠钢板制造装置的一例,是在进行固化性组合物的涂布之后对涂布物照射能量线的装置。
图2是本发明的层叠钢板制造装置的另一例,是在对固化性组合物照射能量线之后涂布固化性组合物的装置。
具体实施方式
以下对本发明的详细内容进行说明。本发明如上述第一至第五实施方式所示,是一种将由带状薄钢板冲裁成规定形状而形成的钢板薄板以规定片数层叠而成的层叠钢板的制造方法,包括以下的工序1~3,固化性组合物为具有在照射能量线后经过规定的时间后固化的延迟固化性的固化性组合物。可以还包括工序4。另外,本发明如上述第六实施方式所示,是一种用于实施本发明的层叠钢板的制造方法的制造装置。以下,按照制造过程对层叠钢板的制造装置以及使用该制造装置的层叠钢板的制造方法进行说明。
工序1:将所述钢板薄板用模具依次冲裁加工成规定形状的工序;
工序2:在所述钢板薄板的规定部位涂布固化性组合物的工序;
工序3:对所述固化性组合物照射能量线的工序;
工序4:将层叠的钢板薄板固定规定时间的工序。
本发明涉及一种使用具有固化性组合物在照射能量线后经过规定的时间后固化的延迟固化性的固化性组合物的层叠钢板的制造方法,能够使作为钢板薄板间的粘接剂的固化性组合物在短时间内达到稳定的固化状态,稳定地制造层叠钢板。
作为本发明的一个实施方式,可举出图1所示的层叠钢板制造装置。图1的层叠钢板制造装置100从辊装置1向模具装置4方向送出带状薄钢板2。接着,进行用加工油涂布装置3向带状薄钢板2涂布加工油的工序,然后,在模具装置4中,进行包括如下的各工序:对涂布了加工油的带状薄钢板2用冲孔部5依次冲裁加工成规定形状的工序;涂布固化性组合物的工序;对上述固化性组合物照射能量线的工序。有时还包括将层叠的钢板薄板固定规定时间的工序。
图1所示的层叠钢板制造装置100中,冲孔部5安装于模具装置4的上部侧、即带状薄钢板2的传送路径的正上方,按照能够通过冲孔来冲裁带状薄钢板2的方式配置。本发明中能够使用的冲孔部5是用于将带状薄钢板2用模具依次冲裁加工成规定形状的模具。冲孔部5根据其目的可以是1种,也可以组合2种以上。冲孔部5从可以提高冲裁精度出发优选分成多种。带状薄钢板2在模具装置4内间歇传送,同时例如对于钢板薄板依次实施导孔的冲裁加工、内径底孔和外形沟用小孔的冲裁加工、槽部的冲裁加工、内径的冲裁加工、内径齿的冲裁加工等。带状薄钢板2的厚度从冲裁加工性的观点出发优选为0.05~5.0mm的范围,更优选为0.1~3mm。最终,随着被外形冲裁冲孔部9冲裁而在冲孔11内逐渐形成钢板薄板的层叠体,并且上述层叠体自身在冲孔11内下降,最终落下而制造层叠钢板10。
图1所示的层叠钢板制造装置100中,加工油涂布装置3设于模具装置4的上游侧的带状薄钢板2的送出路径(传送路径)的途中,按照能够在带状薄钢板2的上面侧(冲裁时冲孔部5抵接的表面侧)涂布加工油的方式配置。但是,加工油涂布装置3设于比冲孔部5更上游侧即可,可以设于模具装置4内。本发明中能够使用的加工油涂布装置3能够在带状薄钢板2的上面侧涂布加工油即可。作为涂布方法,没有特别限定,例如,可举出辊涂、点胶、喷涂、喷墨、浸渍等,但不限于这些。
本发明中能够使用的加工油是出于防止咬粘、咬合的目的而使用的,作为冲压油使用。油的成分没有特别限定,可举出以矿物油、合成油为主成分的油。具体来说,包含含有矿物油(轻油等)、合成油的基油、和极压添加剂、防锈剂、防腐剂等添加剂。例如,极压添加剂是含硫、磷等的化合物,通过极压状况下的发热而与金属反应在摩擦界面生成柔软的金属化合物的覆膜,该覆膜介于冲孔部5与钢板薄板(带状薄钢板2)之间,从而防止咬粘、咬合。
图1所示的层叠钢板制造装置100中,固化性组合物涂布装置6安装于模具装置4的下部侧、即冲孔部5的下游侧。另外,固化性组合物涂布装置6的涂布部(顶端部)按照能够在带状薄钢板2的传送路径的正下方、即带状薄钢板2的下面侧(冲裁时冲孔部5不抵接的背面侧)的规定部位涂布固化性组合物的方式设置。本发明中能够使用的固化性组合物涂布装置6能够在带状薄钢板2的规定部位涂布固化性组合物即可。在此,规定部位可以是钢板薄板的特定区域,也可以是带状薄钢板2的通过区域整体。作为未固化状态下的涂布厚度,若为0.01~100μm则可以使用。作为涂布方法没有特别限定,例如,可举出辊涂、点胶、喷涂、喷墨、浸渍等,但不限于这些。出于与加工油的关系,优选对上述带状薄钢板2从模具(冲孔部5)侧的相反侧(冲裁时冲孔部5不抵接的背面侧)涂布固化性组合物。
图1所示的层叠钢板制造装置100中,固化性组合物供给装置7设于模具装置4的下部侧。另外,固化性组合物供给装置7按照能够向固化性组合物涂布装置6供给固化性组合物的方式,通过适当具备开闭阀、流量调整阀、泵、针筒等的连接管(管道)等而连接。此外,固化性组合物供给装置7的主体如图1所示,设置于比模具装置4的下部更下方(不同的场所),成为在模具装置4的下部配设有连接管的构成。但是,固化性组合物供给装置7的主体也可以设于模具装置4的下部内。本发明中能够使用的固化性组合物供给装置7能够向固化性组合物涂布装置6供给固化性组合物即可。作为供给方法,没有特别限定,可举出例如泵、针筒等,但不限于这些。
图1所示的层叠钢板制造装置100中,照射器8设置于模具装置4的下部侧、即固化性组合物涂布装置6的下游侧。另外,照射器8的光源按照能够对带状薄钢板2的下面侧的涂布有固化性组合物的规定部位(钢板薄板的特定区域)照射使固化性组合物活性化的能量线的方式配置。本发明中能够使用的照射器8能够照射紫外线、可见光等能量线即可。具有通过该能量线使后述的具有延迟固化性的固化性组合物活性化并在规定时间后固化的效果。作为照射能量线的照射器8的光源,可以使用高压汞灯、LED。可以使用搭载有高压汞灯的皮带输送机式照射器等,累积光量需要0.01~60kJ/m
作为本发明的另一实施方式,可举出图2所示的层叠钢板制造装置。图2所示的层叠钢板制造装置200除了在图1所示的层叠钢板制造装置100中,在固化性组合物涂布装置6的主体与涂布部(先端部)之间设置流道,在该流道的途中设置照射器8的头(光源)以外,是与图1所示的层叠钢板制造装置100相同的构成。因此,图2所示的层叠钢板制造装置200中,关于与图1所示的层叠钢板制造装置100相同的构成,标注与图1相同的附图标记。还可以像图2所示的层叠钢板制造装置200的实施方式那样,在刚要使用固化性组合物涂布装置6在带状薄钢板2的下面侧的规定部位涂布固化性组合物之前进行基于照射器8的照射,其后进行涂布。该情况下,在固化性组合物涂布装置6的主体与涂布部(先端部)之间设置流道,在该流道的途中设置照射器8的头(光源),对通过流道内的固化性组合物照射能量线使其活性化。图2所示的实施方式中,也与图1所示的实施方式同样地,通过使用具有固化性组合物在照射能量线后经过规定的时间后固化的延迟固化性的固化性组合物,能够使作为钢板薄板间的粘接剂的固化性组合物在短时间内达到稳定的固化状态,稳定地制造层叠钢板10。
本发明中使用的具有延迟固化性的固化性组合物只要是以能量线、热等能量为发端在经过规定的时间后固化的组合物就可以使用。无需持续施加能量到固化为止,只要一次施加能量则之后固化(以下,具有延迟固化性的固化性组合物也称为延迟固化性组合物。)。在此,若考虑到组装层叠钢板为止的时间,则作为上述的规定时间经过,优选为1~30分钟。另外,作为具有延迟固化性的固化物性组合物,已知日本特开2011-038090号公报、日本特开2014-133875号公报等的环氧树脂系的组合物。在(甲基)丙烯酸树脂系的组合物中,已知日本特开2017-214499号公报等。本发明中,优选具有以能量线为发端的延迟固化性。
本发明的制造方法中使用的组合物优选为包含以下的(A)~(C)成分的延迟固化性组合物。另外,本发明如上述第七实施方式所示,是本发明的层叠钢板的制造方法中使用的包含以下的(A)~(C)成分的延迟固化性组合物:
(A)成分:具有(甲基)丙烯酰基的化合物
(B)成分:厌氧固化性催化剂
(C)成分:光产酸剂。
作为上述(A)成分,只要是具有(甲基)丙烯酰基的化合物即可,可举出(甲基)丙烯酸低聚物、(甲基)丙烯酸单体或(甲基)丙烯酰胺单体等,但不限于这些。(甲基)丙烯酰基是丙烯酰基或甲基丙烯酸基的总称。
作为(甲基)丙烯酸低聚物,可举出环氧改性(甲基)丙烯酸低聚物、氨基甲酸酯改性(甲基)丙烯酸低聚物或者具有使(甲基)丙烯酸单体聚合而成的主骨架且在主骨架的末端具有(甲基)丙烯酰基的低聚物等,但不限于这些。作为具体例,可举出向多元醇合成了多官能异氰酸酯和具有(甲基)丙烯酰基和羟基的化合物的所谓的氨基甲酸酯改性(甲基)丙烯酸低聚物。多元醇可以具有各种骨架,可以使用环氧乙烷骨架、聚酯骨架、聚醚骨架、聚丁二烯骨架、氢化聚丁二烯骨架等各种骨架。另外,还可以举出向双酚A型环氧树脂、双酚F型环氧树脂、苯酚酚醛清漆树脂加成了(甲基)丙烯酸的环氧改性(甲基)丙烯酸低聚物、向双酚骨架加成了环氧烷(甲基)丙烯酸酯的(甲基)丙烯酸低聚物等,但不限于这些。一般来说,低聚物是指较少数的单体键合而成的聚合物。根据单体的数量,被称为二聚体(dimer)、三聚体(trimer)、四聚体(tetramer)等。本说明书中,低聚物是指二聚体(dimer)以上且重均分子量为100万以下的聚合物。优选为二聚体(dimer)以上且重均分子量为10万以下的聚合物。上述重均分子量可以通过以聚苯乙烯为标准物质的凝胶渗透色谱(GPC)进行测定。
作为上述(A)成分,还可以使用(甲基)丙烯酸单体。出于较低地调整延迟固化性组合物的粘度来提高作业性的目的,还可以混合(甲基)丙烯酸低聚物与(甲基)丙烯酸单体,也可以单独使用(甲基)丙烯酸低聚物或(甲基)丙烯酸单体。(甲基)丙烯酸单体除了1官能性单体之外,还可举出2官能性单体、3官能性单体或多官能性单体等。特别优选为具有通过添加来降低粘度的效果的分子量小于1000的低分子量的(甲基)丙烯酸单体,特别优选1官能性单体。
作为1官能性单体的具体例,可举出(甲基)丙烯酸月桂酯、(甲基)丙烯酸硬脂酯、(甲基)丙烯酸乙基卡必醇酯、(甲基)丙烯酸四氢糠酯、己内酯改性(甲基)丙烯酸四氢糠酯、(甲基)丙烯酸环己酯、(甲基)丙烯酸二环戊酯、(甲基)丙烯酸异冰片酯、(甲基)丙烯酸苄酯、(甲基)丙烯酸苯酯、(甲基)丙烯酸苯氧基乙酯、(甲基)丙烯酸苯氧基二甘醇酯、(甲基)丙烯酸苯氧基四乙二醇酯、(甲基)丙烯酸壬基苯氧基乙酯、(甲基)丙烯酸壬基苯氧基四乙二醇酯、(甲基)丙烯酸甲氧基二甘醇酯、(甲基)丙烯酸乙氧基二甘醇酯、(甲基)丙烯酸丁氧基乙酯、(甲基)丙烯酸丁氧基三乙二醇酯、(甲基)丙烯酸-2-乙基己基聚乙二醇酯、(甲基)丙烯酸-4-羟基丁酯、(甲基)丙烯酸壬基苯基聚丙二醇酯、(甲基)丙烯酸甲氧基二丙二醇酯、(甲基)丙烯酸-2-羟基乙酯、(甲基)丙烯酸-2-羟基丙酯、(甲基)丙烯酸甘油酯、(甲基)丙烯酸聚乙二醇酯、(甲基)丙烯酸聚丙二醇酯、表氯醇改性(甲基)丙烯酸丁酯、表氯醇改性(甲基)丙烯酸苯氧酯、(甲基)丙烯酸-N,N-二甲基氨基乙酯、(甲基)丙烯酸-N,N-二乙基氨基乙酯等,但不限于这些。
作为优选的1官能性单体,是在分子内具有羟基的(甲基)丙烯酸单体和/或具有饱和脂环结构的(甲基)丙烯酸单体。作为具有羟基的(甲基)丙烯酸单体的具体例,可举出(甲基)丙烯酸-2-羟基乙酯、(甲基)丙烯酸-2-羟基丙酯、(甲基)丙烯酸-2-羟基丁酯、2-(甲基)丙烯酰氧基乙基琥珀酸、2-(甲基)丙烯酰氧基乙基六氢邻苯二甲酸、2-(甲基)丙烯酰氧基乙基-2-羟丙基邻苯二甲酸酯等,但不限于这些。最优选可举出甲基丙烯酸-2-羟丙酯和/或甲基丙烯酸-2-羟乙酯,但不限于这些。作为具有饱和脂环结构的(甲基)丙烯酸单体的具体例,可举出(甲基)丙烯酸异冰片酯、(甲基)丙烯酸二环戊酯、(甲基)丙烯酸环己酯、(甲基)丙烯酸金刚烷基酯等,但不限于这些。最优选为具有异冰片基骨架和/或二环戊基骨架的(甲基)丙烯酸单体。
作为2官能性单体的具体例,可举出1,3-丁二醇二(甲基)丙烯酸酯、1,4-丁二醇二(甲基)丙烯酸酯、三环癸烷二甲醇二(甲基)丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、1,6-己二醇二(甲基)丙烯酸酯、乙二醇二(甲基)丙烯酸酯、聚乙二醇二(甲基)丙烯酸酯、丙二醇二(甲基)丙烯酸酯、三丙二醇二(甲基)丙烯酸酯、EO改性新戊二醇二(甲基)丙烯酸酯、环氧丙烷(以下简记为PO)改性新戊二醇二(甲基)丙烯酸酯、羟基新戊酸酯新戊二醇二(甲基)丙烯酸酯、己内酯改性羟基新戊酸酯新戊二醇二(甲基)丙烯酸酯、新戊二醇改性三羟甲基丙烷二(甲基)丙烯酸酯、硬脂酸改性季戊四醇二(甲基)丙烯酸酯、二环戊烯基二(甲基)丙烯酸酯、EO改性二戊烯基二(甲基)丙烯酸酯、二丙烯酰基异氰脲酸酯等,但不限于这些。
作为3官能性单体的具体例,可举出三羟甲基丙烷三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、EO改性三羟甲基丙烷三(甲基)丙烯酸酯、PO改性三羟甲基丙烷三(甲基)丙烯酸酯、ECH改性三羟甲基丙烷三(甲基)丙烯酸酯、ECH改性甘油三(甲基)丙烯酸酯、三(丙烯酰氧基乙基)异氰脲酸酯、异氰脲酸环氧乙烷改性二(甲基)丙烯酸酯等,但不限于这些。
作为多官能性单体的具体例,可举出二三羟甲基丙烷四(甲基)丙烯酸酯、季戊四醇四(甲基)丙烯酸酯、二季戊四醇单羟基五(甲基)丙烯酸酯、烷基改性二季戊四醇五(甲基)丙烯酸酯、二季戊四醇六(甲基)丙烯酸酯、己内酯改性二季戊四醇六(甲基)丙烯酸酯等,但不限于这些。
作为本发明中可以使用的(甲基)丙烯酰胺单体,可举出二甲基丙烯酰胺、丙烯酰基吗啉、二乙基丙烯酰胺等,但不限于这些。若考虑价格和易获得性,则优选二乙基丙烯酰胺或二甲基丙烯酰胺。作为(A)成分的具体例,已知KJ Chemicals公司制的DMAA(注册商标;二甲基丙烯酰胺)、ACMO(注册商标;丙烯酰基吗啉)、DEAA(注册商标;二乙基丙烯酰胺)等,但不限于这些。
上述(B)成分是厌氧固化性催化剂。该厌氧固化性催化剂在未与氧接触的厌氧状态下,被粘物的金属离子与(B)成分发生反应,后述的有机过氧化物分解能够产生自由基。特别是作为(B)成分,优选为以下的式1那样的糖精。
[化1]
相对于(A)成分100质量份,(B)成分优选添加0.01~5.0质量份,更优选添加量为0.01~3.0质量份。若(B)成分为0.01质量份以上,则能够体现厌氧固化性,若(B)成分为5.0质量份以下,则能够维持保存稳定性。
上述(C)成分是光产酸剂。该光产酸剂只要是通过能量线照射产生酸的化合物即可。通过添加(C)成分,明确的机理虽尚未解明,但照射能量线成为诱因,若达到规定时间则固化。照射的部位最终固化,因此若在比涂布区域更宽的照射区域内照射,则在贴合被粘物后暴露的延迟固化性组合物也能固化。另一方面,对于包含(A)成分、(B)成分和后述的有机过氧化物作为必需成分的厌氧固化性组合物而言,未从被粘物暴露而与金属接触的区域内发生未固化,招致粘接力的降低。
作为具体的(C)成分,可举出阳离子种由碘鎓系阳离子种、锍系阳离子种等构成且阴离子种由磷系阴离子种、硼系阴离子种等构成的盐,可以使用1种或组合使用2种以上。另外,还可以使用非离子系光产酸剂。另外,作为盐以外的(C)成分,可举出重氮甲烷衍生物、三嗪衍生物、磺酸亚胺酯衍生物等,但不限于这些。具体来说,可举出1-甲氧基-4-(3,5-二(三氯甲基)三嗪基)苯、1-甲氧基-4-(3,5-二(三氯甲基)三嗪基)萘等卤代烷基三嗪基芳基、1-甲氧基-4-[2-(3,5-二三氯甲基三嗪基)乙烯基]苯、1,2-二甲氧基-4-[2-(3,5-二三氯甲基三嗪基)乙烯基]苯、1-甲氧基-2-[2-(3,5-二三氯甲基三嗪基)乙烯基]苯、琥珀酰亚胺基樟脑磺酸酯、琥珀酰亚胺基苯基磺酸酯、琥珀酰亚胺基甲苯磺酸酯、琥珀酰亚胺基三氟甲基磺酸酯、苯三甲酰亚胺基三氟磺酸酯、萘二甲酰亚胺基樟脑磺酸酯、萘二甲酰亚胺基甲烷磺酸酯、萘二甲酰亚胺基三氟甲烷磺酸酯、萘二甲酰亚胺基甲苯磺酸酯、降冰片烯酰亚胺基三氟甲烷磺酸酯,但不限于这些。另外,从操作的观点出发,可以在溶于碳酸亚丙酯等溶剂中的状态使用(C)成分。
作为上述锍盐之一,可举出以下的式2表示的化合物。在此,作为式2中的R
[化2]
作为(C)成分的具体例,可举出SAN-APRO公司制的CPI-100P、CPI-101P、CPI-110B、CPI-200K、CPI-210S、IK-1、IK-2等;富士胶片和光纯药公司制的WPI-113、WPI-116、WPI-169、WPI-170、WPAG-336、WPAG-367、WPAG-370、WPAG-469、WPAG-638等;ADEKA公司制的Adeka Optomer SP-103、SP-150、SP-151、SP-170、SP-171、SP-172等;Sartomer公司制的CD-1010、CD-1011、CD-1012、三新化学工业公司制的Sanaid SI-60、SI-80、SI-100、SI-60L、SI-80L、SI-100L、SI-L145、SI-L150、SI-L160、SI-L110、SI-L147等,但不限于这些。
相对于(A)成分100质量份,(C)成分优选添加0.001~5.0质量份。若(C)成分为0.001质量份以上,则能够体现延迟固化性,若(C)成分为5.0质量份以下,则能够维持保存稳定性。
作为促进延迟固化性组合物固化的化合物,可以添加有机过氧化物。特别优选为过氧化氢。具体来说,可举出对薄荷烷过氧化氢、二异丙基苯过氧化氢、1,1,3,3-四甲基丁基过氧化氢、异丙苯过氧化氢、叔丁基过氧化氢等,但不限于这些。
相对于(A)成分100质量份,上述有机过氧化物优选添加0.01~5.0质量份,进一步优选为0.1~3.0质量份。若有机过氧化物的添加量为0.1质量份以上,则能够体现厌氧固化性,若有机过氧化物的添加量为5.0质量份以下,则能够维持保存稳定性。
作为促进延迟固化性组合物固化的化合物,在不损害保存稳定性的范围内可以添加固化促进剂。具体来说,可举出N,N-二甲基苯胺、N,N-二甲基对甲苯胺、二异丙醇对甲苯胺、三乙胺等叔胺类;二亚乙基三胺、三亚乙基四胺、五亚乙基六胺等多胺类;硫脲、亚乙基硫脲、苯甲酰基硫脲、乙酰基硫脲、四甲基硫脲等硫脲类等,但不限于这些。
相对于(A)成分100质量份,固化促进剂优选添加0.01~5.0质量份。若固化促进剂的添加量为0.01质量份以上,则能够提高厌氧固化性,若固化促进剂的添加量为5.0质量份以下,则能够维持保存稳定性。
延迟固化性组合物中,出于提高保存稳定性的目的可以添加螯合剂。螯合剂与作为延迟固化性组合物中的杂质的金属离子配位,使金属螯合剂化而成为惰性,在延迟固化性组合物中是抑制反应性的化合物。因此,凭借螯合剂,延迟固化性组合物能够维持保存稳定性。
作为25℃下为固态的螯合剂的具体例,可举出株式会社同人化学研究所制的EDTA·2Na、EDTA·4Na、Chelest公司制的EDTA系列(乙二胺四乙酸)、NTA系列(硝基四乙酸)、DTPA系列(二亚乙基三胺五乙酸)、HEDTA系列(羟乙基乙二胺三乙酸)、TTHA系列(三亚乙基四胺六乙酸)、PDTA系列(1,3-丙二胺四乙酸)、DPTA-OH系列(1,3-二氨基-2-羟基丙烷四乙酸)、HIDA系列(羟乙基亚氨基二乙酸)、DHEG系列(二羟乙基甘氨酸)、GEDTA系列(乙二醇醚二胺四乙酸)、CMGA系列(二羧甲基谷酰胺酸)、EDDS系列((S,S)-乙二胺二琥珀酸)和EDTMP系列(乙二胺四(亚甲基膦酸))的化合物等,但不限于这些。另外,作为25℃下为液态的螯合剂的具体例,可举出Chelest公司制的MZ-8、HEDP系列(1-羟基乙烷-1,1-二膦酸)、NTMP系列(硝基三(亚甲基膦酸))和PBTC系列(2-膦酰基-1,2,4-丁烷三羧酸)的化合物等,但不限于这些。
作为(A)成分中的螯合剂的浓度,优选为0.01~5.0质量%,若螯合剂的浓度为0.01质量%以上,则能够提高厌氧固化性,若螯合剂的浓度为5.0质量%以下,则厌氧固化性提高,能够维持保存稳定性。
延迟固化性组合物中,为了进一步抑制经时导致的粘度变化,可以添加阻聚剂。具体来说,可举出2,6-二叔丁基-4-甲基苯酚、四氢醌、氢醌单甲醚、4-叔丁基儿茶酚等,但不限于这些。作为(A)成分中的阻聚剂的浓度,优选为0.01~5.0质量%。若阻聚剂的浓度为0.01质量%以上,则能够提高厌氧固化性,若阻聚剂的浓度为5.0质量%以下,则厌氧固化性提高,能够维持保存稳定性。
另外,可以根据目的添加抗氧化剂,具体来说可举出酚系抗氧化剂、硫醚系抗氧化剂、磷系抗氧化剂、氮氧系抗氧化剂等,但不限于这些。
延迟固化性组合物中,可以适当添加无机填充剂、有机填充剂等填充剂。通过添加填充剂,不仅能调整粘性、触变性,还能调整固化性、强韧性。作为无机填充剂,可举出氧化铝、二氧化硅等,但不限于这些。另一方面,作为有机填充剂,可举出苯乙烯填料、包含丙烯酸橡胶、聚丁二烯橡胶等的橡胶填料、具有核壳结构的橡胶填料等,但不限于这些。特别优选无机填充剂为气相二氧化硅。作为气相二氧化硅,可举出在表面残留硅烷醇的亲水性类型、用二甲基二氯硅烷等处理上述硅烷醇而使二氧化硅表面疏水化的疏水性类型等,但不限于这些。作为亲水性类型的具体商品,可举出日本AEROSIL公司制的AEROSIL(注册商标)(AEROSIL)90、130、150、200、255、300、380等,作为疏水性类型的具体商品,可举出日本AEROSIL公司制的AEROSIL(注册商标)(AEROSIL)R972(二甲基二氯硅烷处理)、R974(二甲基二氯硅烷处理)、R104(八甲基环四硅氧烷处理)、R106(八甲基环四硅氧烷处理)、R202(聚二甲基硅氧烷处理)、R805(辛基硅烷处理)、R812(六甲基二硅氮烷处理)、R816(十六烷基硅烷处理)、R711(甲基丙烯酰基硅烷处理)等。除此以外可举出Cabot公司制的气相二氧化硅CAB-O-SIL(注册商标)(Cabosil)系列等。
为了在不损害延迟固化性组合物的性状、固化物的物性的程度上调整其特性,可以配合感光剂、硅烷系偶联剂、钛系偶联剂、流平剂、防老化剂、增塑剂、溶剂等添加剂。
作为延迟固化性组合物的固化方法,可举出像图1那样在一个被粘物上涂布延迟固化性组合物后,向该延迟固化性组合物照射能量线,再粘接另一被粘物的固化方法;像图2那样在一个被粘物上涂布延迟固化性组合物之前,向该延迟固化性组合物照射能量线,再进行涂布而粘接2个被粘物的固化方法等,但不限于这些。另外,作为被粘物,优选为铁等使厌氧固化性活性化的金属,但不限于这些。
本发明的制造方法中,在不损害效果的范围内,对于延迟固化性组合物还可以使用包含有机金属络合物、胺化合物等促进固化的化合物的底漆组合物。由此,还可以进一步在短时间内固化。具体来说,有如下方法:对于带状薄钢板在与固化性组合物的涂布侧相反的一侧涂布底漆组合物;在加工油中添加固化促进剂的方法,但不限于这些。
本发明的制造方法中,为了在不损害效果的范围内促进所得到的层叠钢板10之间的延迟固化性组合物的固化,还可以对层叠钢板10进行加热。进行上述加热的手法的层叠钢板的制造方法中的热源没有特别限定,可举出热风干燥炉、皮带输送机型IR炉(红外线加热炉)等。加热时的温度和时间只要是能够充分固化的条件即可,适宜在例如40~300℃、优选60~200℃的温度下,例如以10秒钟~3小时、优选20秒钟~60分钟的条件进行加热。加热层叠钢板时,优选通过预先用固定夹具等固定来防止错位。
本发明不限于上述实施方式,例如,可以利用适用于旋转电机用旋转子(rotor)、螺线管的层叠钢板、层叠模具等的制造方法的实施方式。
实施例
下面举实施例进一步对本发明进行详细说明,但本发明不仅限于这些实施例。
[参考例1~15]
为了制备延迟固化性组合物准备了下述成分。(以下,将延迟固化性组合物也仅称为组合物。)。
(A)成分:具有(甲基)丙烯酰基的化合物、(B)成分:包含厌氧固化性催化剂和有机过氧化物的厌氧固化性组合物
·ThreeBond1305N(三键公司制厌氧性密封剂)
·ThreeBond1307N(三键公司制厌氧性密封剂)
·ThreeBond1314(三键公司制厌氧性密封剂)
·ThreeBond1327(三键公司制厌氧性密封剂)
·ThreeBond1360F(三键公司制厌氧性密封剂)
(以下,将ThreeBond简称为TB。)。
(C)成分:光产酸剂
·式2中R
·式2中R
将TB1305N、TB1307N、TB1314、TB1327和TB1360F分别称量于搅拌釜中。接着,将(C)成分称量于搅拌机并搅拌60分钟。详细的制备量按照表1,数值全部以质量份表示。此外,实施例中使用的搅拌机是可拆卸搅拌釜的类型。因此,可以在计量器中重置搅拌釜的重量,投入原料并称量。
对于参考例1~15,实施设置时间测定。将其结果汇总于表1。
[螺栓设置时间测定]
使用铁制的M10、P1.5×20mm的六角螺栓(JIS B1180)和M10、P1.5的六角螺母。在聚帽中以组合物成为深1mm的方式添加,利用搭载了高压汞灯的点照射机,以0(未照射)、1、10、30kJ/m
[表1]
参考例1~15中,在未照射的累积光量为0kJ/m
[参考例16、17]
为了制备延迟固化性组合物而准备了下述成分。
(A)成分:具有(甲基)丙烯酰基的化合物
·2,2-双[4-(甲基丙烯酰氧基乙氧基)苯基]丙烷(EO2.3mol)(NK Ester BPE-80N新中村化学工业公司制)
·甲基丙烯酸异冰片酯(LIGHT ESTER IB-X共荣社化学公司制)
·甲基丙烯酸-2-羟乙酯(LIGHT ESTER HO共荣社化学公司制)
(B)成分:厌氧固化性催化剂
·糖精(试剂)
(C)成分:光产酸剂
·式2中R
其它成分
·四氢醌(试剂)
·乙二胺-N,N,N’,N’-四乙酸二钠盐二水合物(25℃下为固体)(2NA(EDTA·2Na)株式会社同人化学研究所制)。
将(A)成分、(B)成分和其它成分称量于搅拌釜中。接着,将(C)成分称量于搅拌机中并搅拌60分钟。详细的制备量按照表2,数值全部以质量份表示。
对于参考例16、17,实施玻璃设置时间测定。将其结果汇总于表2。
[玻璃设置时间测定]
使用两片长76mm×宽26mm×厚1mm的玻璃板。在聚帽中以成为深度1mm的方式添加组合物,利用搭载了高压汞灯的点照射机,以0(未照射)、1kJ/m2这两种累积光量分别照射。保持液态的组合物立即向一个玻璃板涂布0.02g,将另一玻璃板以26mm×26mm的面积十字贴合。其后,每隔1分钟确认用手指拨动玻璃时是否固定,即使超过10分也未固定的情况下每隔10分钟进行确认,将玻璃板固定的时间记为“玻璃设置时间(分钟)”。在此,即使超过60分钟也未设置(固定)的情况记为“超过60”。
[表2]
参考例16、17中,在包含(A)成分和(C)成分的组合物中,对(B)成分的有无进行确认。包含作为(B)成分的糖精的参考例16中,可知若照射能量线,则即使被粘物不是金属也粘接了玻璃板。另一方面,不含(B)成分的参考例17中,可知即使进行能量线的照射也不能固化。
工业实用性
通过该本发明的制造方法,能够稳定地制造层叠钢板,因此能够实现成品率的提高,通过延迟固化性组合物确保作业时间后,通过牢固的粘接力制造高性能的层叠钢板。特别是无需使用底漆组合物,粘接力的偏差小。
本申请基于2018年12月18日申请的日本专利申请第2018-236173号,其公开内容通过参照以整体的形式引用。
附图标记说明
1辊装置、
2带状薄钢板、
3加工油涂布装置、
4模具装置、
5冲孔部、
6固化性组合物涂布装置、
7固化性组合物供给装置、
8照射器、
9外形冲裁冲孔部、
10层叠钢板、
11冲孔、
100、200层叠钢板制造装置。
- 层叠钢板的制造方法、层叠钢板的制造装置以及用于其的固化性组合物
- 粘接层叠钢板用自由基聚合性粘接剂组合物、粘接层叠体、电动机及粘接层叠体的制造方法