垫材料、其制造方法、无机粘合剂片材、污染控制装置和隔热结构
文献发布时间:2023-06-19 11:57:35
技术领域
本公开涉及一种垫材料及其制造方法,以及无机粘合剂片材、污染控制装置和隔热结构。
背景技术
来自汽车发动机的废气包括一氧化碳(CO)、碳氢化合物(HC)、氮氧化物(NOx)等。从柴油机排出的废气还包含颗粒物质,诸如烟灰。作为用于去除这些的手段,使用陶瓷催化转化器或柴油颗粒过滤器(DPF)的废气清洁系统是已知的。此外,还研究了汽油颗粒过滤器(GPF)的安装。这些装置通常称为污染控制装置。
一般来讲,污染控制装置(例如,陶瓷催化转化器)包括污染控制元件(例如,蜂窝状陶瓷催化剂载体)、容纳污染控制元件的金属壳体,以及填充污染控制元件的外周表面与壳体的内表面之间的间隙的固持材料。该固持材料防止污染控制元件在壳体内的移动和破坏,并且在污染控制元件的使用寿命内提供所需的效应。该类型的固持材料可称为垫材料、安装材料或垫安装材料。这些固持材料通常为由单层或多层制成的垫的形式,并且通过卷绕在污染控制元件周围来使用。在通常情况下,从实现优异的隔热和耐热性的角度来看,构成固持材料的材料主要为无机材料,诸如无机纤维。固持材料(安装材料)的示例可见于专利文献JP 57-61686 A、JP 2002-66331 A和JP 2006-223920 A。
发明内容
现有技术的固持材料已被设计成使得在使用期间不会主要由于压力接触力或摩擦力而发生位置位移。换句话讲,一种用于充分地保持与污染控制元件一起容纳在壳体内的固持材料的技术,该技术通过使固持材料压靠在固持材料所接触的其他构件的表面(壳体的内表面和/或污染控制元件的外表面)上,从而防止污染控制元件从壳体中的预定位置移动。
本公开提供了一种垫材料,制造该垫材料的方法、无机粘合剂片材、污染控制装置和隔热结构,该垫材料具有优异的保持力并且被施加到受热环境中使用的装置或结构。
本公开的一个方面涉及垫材料。垫材料包括具有第一表面和第二表面的垫形主体,以及设置在主体的第一表面和第二表面中的至少一个表面上并且包含加热时表现出粘附性的无机粘合剂的无机粘合剂片材。本公开的一个方面涉及一种无机粘合剂片材。无机粘合剂片材用于在污染控制装置中固定污染控制元件,并且包含加热时表现出粘附性的无机粘合剂。
本公开的另一个方面涉及一种污染控制装置。该污染控制装置包括壳体、设置在壳体内的污染控制元件,以及设置在壳体和污染控制元件之间的上述垫材料。本公开的一个方面涉及一种隔热结构。隔热结构包括第一构件,该第一构件具有可为200℃或更高的温度的表面;第二构件,该第二构件具有面向第一构件的所述表面的表面;以及设置在第一构件与第二构件之间的上述垫材料。
根据本公开的附加方面涉及一种用于制造垫材料的方法。用于制造垫材料的方法的第一方面包括:制备具有第一表面和第二表面的垫形主体的步骤,以及将无机粘合剂片材设置在主体的第一表面和第二表面中的至少一个表面上的步骤。用于制造垫材料的方法的第二方面包括:制备层合体的步骤,该层合体包括含有无机纤维的垫形构件以及设置在垫形构件的至少一个表面上的无机粘合剂片材;以及模切层合体的步骤。
本公开提供了垫材料、制造该垫材料的方法、无机粘合剂片材和污染控制装置,该垫材料具有优异的保持力并且被施加到受热环境中使用的装置或结构。
附图说明
图1为示出根据本公开的垫材料的实施方案的透视图。
图2为沿图1中的线II-II的示意性剖视图。
图3A和图3B为示出根据本公开的无机粘合剂片材的实施方案的示意性剖视图。
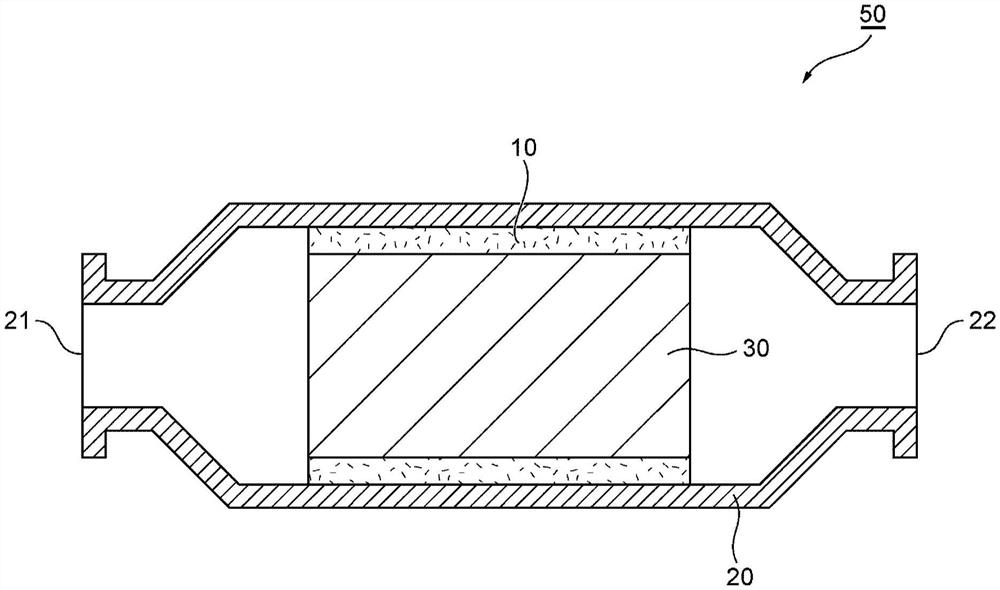
图4为示出根据本公开的污染控制装置的实施方案的示意性剖视图。
图5为示出根据本公开的垫材料已施加到其的隔热结构的示例的示意性剖视图。
图6为示出用于评价实施例、比较例和参照实施例中的粘合强度的工具的示意性剖视图。
具体实施方式
根据本发明的实施方案的垫材料包括具有第一表面和第二表面的垫形主体,以及设置在主体的第一表面和第二表面中的至少一个表面上的无机粘合剂片材。根据本发明的实施方案的无机粘合剂片材为柔性片材,并且包含通过加热表现出粘附性的无机粘合剂。通过将垫材料施加到受热环境中使用的装置或结构,由于无机粘合剂的粘合效应,可以抑制在使用期间垫材料或与垫材料接触的其他构件的位移。
通过提供无机粘合剂片材形式的无机粘合剂材料,可以独立于垫材料的主体来单独处理无机粘合剂片材。因此,通过将本发明的实施方案的无机粘合剂片材设置在现有垫材料上,其可用作本发明的实施方案的垫材料。另选地,无机粘合剂片材可以与不同于垫材料的隔热构件组合。如果将粘合剂材料直接施加到垫材料,则可用粘合剂浸渍垫材料,并且其卷绕特性可能受损。通过提供无机粘合剂片材形式的无机粘合剂,粘合剂的活性组分可均匀地位于垫材料的表面上。
根据本发明的实施方案的垫材料被施加到诸如污染控制装置和隔热结构的装置。根据本公开的一个方面的污染控制装置包括壳体、设置在壳体内的污染控制元件,以及设置在壳体与污染控制元件之间的上述垫材料。隔热结构包括第一构件,该第一构件具有可为200℃或更高的温度的表面;第二构件,该第二构件具有面向第一构件的所述表面的表面;以及设置在第一构件与第二构件之间的垫材料。以下将参考附图给出本公开的实施方案的详细描述。
图1为示出本发明实施方案的垫材料的示例的透视图。该附图中示出的垫材料10用于卷绕在具有圆柱体或椭圆柱形状的污染控制元件30周围,并且将污染控制元件30保持在壳体20中(参见图4)。垫材料10具有对应于污染控制元件30的外周边长度的长度。垫材料10例如在一端包括凸部10a,而在另一端包括凹部10b,该垫材料形成的形状使得当垫材料10卷绕在污染控制元件30周围时,凸部10a和凹部10b彼此配合。需注意,配合的形状等不受特别限制,并且可以使用其他形式诸如L形。
如图2所示,垫材料10包括垫形主体1以及层合在主体1上的无机粘合剂片材5。主体1的厚度为例如约5mm至约15mm。主体1由例如具有约3μm至约10μm的直径(平均直径)的无机纤维以及其他可选组分构成。主体1具有第一表面1a和第二表面1b。无机粘合剂片材5设置在主体1的第一表面1a上。本发明的实施方案的无机粘合剂片材5设置在与污染控制元件30接触的一侧上(参见图4)。
无机粘合剂片材5可设置在第一表面1a和第二表面1b两者上,或者可仅设置在第二表面1b上。无机粘合剂片材5可设置成使得覆盖第一表面1a和/或第二表面1b的整个表面,或者可设置成使得覆盖无机粘合剂片材5的一部分,只要表现出足够的保持力即可。当无机粘合剂片材5设置在接触壳体20的一侧上时,颗粒诸如玻璃泡、塑料泡和沙壤土(shirasu soil)可能附着到无机粘合剂片材5的表面上。由于颗粒粘附至无机粘合剂片材5的表面,由垫材料卷绕的污染控制元件30很容易压入壳体20中。
无机粘合剂片材5由基材5a和无机粘合剂层5b构成。基材5a支撑无机粘合剂层5b。例如,如图3A所示,在无机粘合剂片材5中,基材5a嵌入在无机粘合剂层5b中,并且可以存在无机粘合剂层5b单独存在的部分。在无机粘合剂片材中,无机粘合剂层5b可以不单独存在,并且如图3B所示,无机粘合剂片材可为浸渍有无机粘合剂5c的基材5a的形式。
基材5a为例如非织造织物、纸材、织造织物、或树脂膜。当基材5a为非织造织物、纸材、或织造织物时,无机粘合剂片材5可通过用无机粘合剂浸渍基材5a而获得。当基材5a为树脂膜时,无机粘合剂片材可通过使无机粘合剂层5b在树脂膜的至少一侧上形成而获得。在这种情况下,无机粘合剂层5b由例如通过涂布形成的涂层形成。非织造织物、织造织物和树脂膜的材料的示例包括PET(聚对苯二甲酸乙二醇酯)、PP(聚丙烯)和PE(聚乙烯)。纸材的示例包括纸浆、人造纤维和玻璃纤维纸。基材5a可呈网状。在这种情况下,无机粘合剂片材由网状基材和粘附到其表面的无机粘合剂构成。无论构造方法如何,网状基材的示例包括织造织物、针织织物和非织造织物。网状基材的使用可赋予无机粘合剂片材柔软性。另外,可切割无机粘合剂片材。这可以进一步赋予柔性。
基材5a的每单位面积质量可为例如1g/m
无机粘合剂层5b包含加热时表现出粘附性的无机粘合剂,并且根据需要添加其他组分。无机粘合剂不仅包括由于通过加热与其他构件的产物形成反应而粘附的无机粘合剂,而且还包括通过加热表现出流动性,渗入作为接触表面的其他构件表面中,并通过锚定效应(锚定状态)生成粘附性的无机粘合剂。虽然呈现粘附性的温度不受限制,但粘附性可在例如200℃或更高,或300℃或更高,或600℃或更高的温度下呈现。例如,当垫材料10以插置在两个构件之间的状态设置时,并且在将垫材料10在600℃的温度条件下放置一小时之后,垫材料10表现出针对其他构件的粘附性。在一些情况下,可以基于在冷却受热的垫材料之后在垫材料10与其他构件之间是否形成固定区域来在视觉上确定粘附性的表现。
本发明的实施方案中的无机粘合剂片材5可为几乎干燥的,同时在室温下为液体。需注意,“几乎干燥”意指例如在将无机粘合剂片材5在120℃下加热30分钟之后,基于加热前无机粘合剂片材5的质量计的缩减率在5%之内。当无机粘合剂片材5几乎干燥时,垫材料10的优点在于其在组装到装置时具有优异的可加工性。从进一步改善可加工性和改善初始保持力的角度来看,无机粘合剂层5b可包含适当量的有机材料(例如丙烯酸类粘结剂、聚乙烯醇(PVA)、或乙烯-乙酸乙烯酯共聚物树脂(EVA))。当将垫材料设置在污染控制装置50中时,所包含的有机材料改善了滑动性。此外,保持力在200℃左右。
无机粘合剂的示例包括选自碱金属盐、碱土金属盐和磷酸盐的至少一种类型的盐。碱金属盐的具体示例包括碱金属硅酸盐,诸如硅酸钠、硅酸钾和硅酸锂。碱土金属盐的具体示例包括碱土金属硅酸盐,诸如硅酸镁和硅酸钙。磷酸盐的具体示例包括磷酸铝、磷酸镁和磷酸钙。可以单独使用这些组分中的一种类型,或者组合使用它们中的两种或更多种类型。
无机粘合剂片材5可通过用含有无机粘合剂的液体浸渍基材5a,然后进行热处理而获得。无机粘合剂(上述盐)在无机粘合剂片材5中的含量为例如2g/m
主体1主要由无机纤维构成。构成主体1的无机纤维的具体示例包括玻璃纤维、陶瓷纤维、碳纤维、碳化硅纤维和硼纤维,并且也可根据需要使用其他无机纤维。可以单独使用选自以上的一种类型的无机纤维,或者可以使用它们中的两种或更多种类型的组合,或者可以使用它们的复合纤维。这些中特别优选的是陶瓷纤维,诸如氧化铝纤维、二氧化硅纤维和氧化铝-二氧化硅纤维。可以单独使用陶瓷纤维,或者可以使用它们中的两种或更多种类型的组合,或者可以使用它们的复合纤维。
主体部分1通过如下方式获得:将作为起始物质的无机纤维和有机粘结剂与任何添加剂混合,然后顺序执行诸如铺展无机纤维、制备浆液、造纸成型和模压的步骤。关于湿法(湿压膜法)的细节,可以参考WO 2004/061279和US 6051193。需注意,有机粘结剂的类型和所用的有机粘结剂的量不受特别限制。例如,以乳胶形式提供的丙烯酸类树脂、苯乙烯-丁二烯树脂、丙烯腈树脂、聚氨酯树脂、天然橡胶和聚乙酸乙烯树脂等均可用作有机粘结剂。另选地,柔性热塑性树脂诸如不饱和聚酯树脂、环氧树脂、以及聚乙烯酯树脂可用作有机粘结剂。
主体1可为表面层(未示出)。表面层可包含无机胶粒,诸如由金属氧化物、氮化物和碳化物构成的无机颗粒。具有耐热性的金属氧化物的优选示例包括二氧化硅、氧化铝、莫来石、氧化锆、氧化镁和二氧化钛。其他优选材料的示例包括氮化硼和碳化硼。这些无机颗粒可单独使用或组合它们的两种或更多种使用。无机胶粒(无机颗粒)的平均粒度可为例如约1nm至100nm。当平均粒度为1nm或更大时,可以形成有助于增摩效应的摩擦层,并且当平均粒度为100nm或更小时,可以形成有助于增摩效应的摩擦层并且可以抑制无机颗粒的剥离。无机颗粒的平均粒度可为约10nm至80nm,或约20nm至50nm。对于无机胶粒,可参考WO2007/030410。
根据需要,主体1的表面层还可含有无机纤维。无机纤维的直径可为例如约1nm至约15nm,并且其下限可为约1nm、约2nm、或约3nm,并且其上限可为约15nm、约8nm、或约5nm。直径为约1nm或更大的无机纤维的优点在于,与比其更细的无机纤维相比,其易于获得。此外,在制造装置诸如污染控制装置时,纤维往往会抑制纤维碎片的分散。另一方面,与更厚的无机纤维相比,直径为约15nm或更小的无机纤维往往会抑制装置制造期间纤维碎片的生成。无机纤维的平均长度可为例如约500nm至约5000nm,并且可为约1000nm至约4000nm或者约1400nm至约3000nm。无机纤维的直径(平均直径)和平均长度(平均纤维长度)可通过测量从例如50张或更多张显微图像(TEM图像、SEM图像等)随机提取的纤维的厚度和长度,并计算厚度和长度的平均值来确定。无机纤维的纵横比通过将平均长度值除以直径值来计算。
无机纤维的纵横比可为例如约60至约2000,并且可为约100至约1500,或约300至约800。在制造装置时,与具有较小纵横比的无机纤维相比,纵横比为约60或更大的无机纤维往往会抑制纤维碎片的分散。另一方面,与具有较大纵横比的无机纤维相比,纵横比为约2000或更小的无机纤维更易于获得。对于无机纤维,可参考JP 2017-210815的说明书。
根据本发明的实施方案的用于制造垫材料10的方法包括制备主体1的步骤和将无机粘合剂片材5设置在主体1的第一表面1a和第二表面1b的至少一个表面上的步骤。根据上述制造方法,可获得在主体1的至少一个表面上设置有任意尺寸的无机粘合剂片材5的垫材料10。垫材料10的制造方法可为以下实施方案。也就是说,用于制造垫材料10的方法包括:制备层合体的步骤,该层合体包括含有无机纤维的垫形构件以及设置在垫形构件的至少一个表面上的无机粘合剂片材;以及将层合体模切成垫材料10的形状的步骤。该制造方法适用于例如通过卷对卷方法来制造垫材料10。
垫材料10用于将污染控制元件30保持在污染控制装置50内,如图4所示。污染控制元件30的具体示例包括用于纯化来自发动机的废气的催化剂载体、以及过滤元件。污染控制装置50的具体示例包括催化转化器和排气清洁装置(例如,柴油机颗粒过滤装置)。
图4所示的污染控制装置50包括壳体20、设置在壳体20内的污染控制元件30,以及设置在壳体20的内表面与污染控制元件30的外表面之间的垫材料10。污染控制装置50还包括气体流入口21和气体流出口22,该气体流入口被构造成将废气引入到污染控制元件30中,该气体流出口被构造成排出已穿过污染控制元件30的废气。
在污染控制装置50中,垫材料10以插置在壳体20的内表面与污染控制元件30的外表面之间的状态设置。从确保气密性和减少垫材料10的使用的角度来看,壳体20的内表面与污染控制元件30的外表面之间的间隙的宽度优选地为约1.5mm至约15mm。垫材料10优选地处于被适当压缩的状态,使得垫材料10可通过加热固定到垫材料10所接触的其他构件上。因为垫材料10被固定到壳体20的内表面和污染控制元件30的外表面,因此可高度地抑制污染控制元件30在污染控制装置50中的位移。此外,组装时的体密度可设定为低于现有技术的体密度,并且可减少所用的相对昂贵的无机纤维材料的量。用于压缩和组装垫材料10的方法的示例包括蛤壳方法、填塞方法和捆绑方法。
当高温废气通过其内部时,污染控制元件30变热。污染控制元件30与垫材料10之间的空间被加热到约200℃至1100℃。另一方面,垫材料10与壳体20之间的空间被加热到约100℃至800℃。污染控制装置50包括具有无机粘合剂片材5的垫材料10,该无机粘合剂片材在加热时表现出粘附性,并因此将污染控制元件30牢固地保持在壳体20内。
负载在催化剂载体上的催化剂通常为金属(例如,铂、钌、锇、铑、铱、镍、钯等)和金属氧化物(例如,五氧化二钒、二氧化钛等),并且优选地以涂层的形式使用。需注意,通过应用过滤元件代替催化剂载体,污染控制装置可被构造为柴油颗粒过滤器或汽油颗粒过滤器。
上面已经给出了本发明的优选实施方案的详细描述。然而,本发明不限于上述实施方案。例如,在上述实施方案中,示出了将垫材料10施加到污染控制装置的示例,但垫材料10可施加到隔热结构,该隔热结构包括排气系统,诸如热源或高温流体流过其中的排气歧管或排气管,以及设置在其周围的防热罩。如图5中简要所示,隔热结构60包括第一构件61(例如,热源或热流体流过其中的排气系统部件),该第一构件具有可为200℃或更高的温度的表面61a;第二构件62(例如防热罩),该第二构件具有面向第一构件61的表面61a的表面62a;以及设置在第一构件61与第二构件62之间的垫材料10。垫材料10的无机粘合剂通过来自第一构件61的可为200℃或更高的热量而表现出粘附性。由于无机粘合剂的粘附性,可以抑制垫材料10在隔热结构60中的位移。
将参考本公开的实施例来描述本公开。需注意,本发明不限于这些实施例。
将以下化学品添加到10L水中,以1分钟的间隔搅拌该10L水,以制备包含有机粘结剂和无机细颗粒的胶体溶液。
(1)硫酸铝(固体含量浓度为40%的水溶液):6g
(2)有机粘结剂(丙烯酸胶乳Nipol LX874(商品名),由Zeon株式会社(ZeonCorporation)制造):2.6g
(3)胶态二氧化硅(Snowtex O(商品名),由日产化学公司(Nissan ChemicalCorporation)制造):10g
(4)液体铝酸钠(固体含量浓度为40%的水溶液):3.5g
作为下一步骤,将针刺氧化铝纤维毯(由三菱化学股份有限公司(MitsubishiChemical Corporation)制造,MAFTEC MLS-2毯(商品名))切割成12cm×40cm。然后,将毯放置在金属网上,并且在从上方倾倒胶体溶液之后,抽吸毯并在金属网上脱水15秒。在以该方式用上述胶体溶液浸渍毯之后,使毯在温度设定为170℃的热风干燥器中干燥45分钟。以该方式,制造垫材料的主体。
(1)水溶液1:将硅酸钠(固体含量浓度:40质量%)用水稀释,以制备具有22质量%的固体含量浓度的水溶液。
制备稀释至50%浓度的水溶液。
(2)水溶液2:将硅酸钾(固体含量浓度:30质量%)用水稀释,以制备具有22质量%的固体含量浓度的水溶液。
(3)水溶液3:将磷酸铝(Taki Alpha WR--100B,固体含量浓度:33质量%,由Taki化学株式会社(Taki Chemical Co.,Ltd.)制造)用水稀释,以制备具有22质量%的固体含量浓度的水溶液。
(4)水溶液3:将磷酸铝(Taki Alpha WR--100B,固体含量浓度:33质量%,由Taki化学株式会社(Taki Chemical Co.,Ltd.)制造)用水稀释,以制备具有22质量%的固体含量浓度的水溶液,并且与聚环氧乙烷(Alcox E520,固体含量浓度:0.3质量%,由明成化工厂有限公司(Meisei Chemical Works,Ltd.)制造)混合。
(1)基材a:将非织造织物(PET,MILIFE TY0505FE(商品名),10g/m
(2)基材b:将纸材(材料:人造纤维,14g/m
(3)基材c:将网(材料1:聚乙烯,WARIFU SS28L(商品名),18g/m
(4)基材d:将织造织物(材料:棉,纱布,35g/m2,由日本株式会社远藤公司(EndoCorporation)制造)切割成12cm×40cm。
(5)基材e:将膜(材料:HDPE,20g/m2)切割成12cm×40cm。
将基材a用压敏胶带固定在经受防水处理的纸衬垫的表面上,并放置在平台上。然后通过棒涂将3g的水溶液1施加到基材a上。将涂覆有水溶液的基材a置入设定温度为60℃的烘箱中1小时以干燥水溶液,从而获得无机粘合剂片材。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。主体和无机粘合剂片材的表面通过彼此表面的粗糙度物理地固定而无需粘合剂。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于水溶液1的涂覆量为6g。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于水溶液1的涂覆量为12g。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。由于12g水溶液不能一次施加,因此在将6g水溶液1施加到基材a上之后进行干燥处理的一系列步骤被重复两次。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例2相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例3相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于使用基材b取代基材a。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例2相同的方式获得,不同之处在于使用基材b取代基材a。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例3相同的方式获得,不同之处在于使用基材b取代基材a。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例7相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例8相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例9相同的方式获得,不同之处在于使用水溶液2取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于使用基材c取代基材a。然而,因为基材c为网的形式,水溶液的涂覆量为1.5g(粘合剂的固体含量为实施例1的约一半)。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例2相同的方式获得,不同之处在于使用基材d取代基材a。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例2相同的方式获得,不同之处在于使用基材e取代基材a。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
在以与实施例2相同的方式获得的无机粘合剂片材中,在片材的短边方向上以长边方向上2cm至3cm的间隔作出2cm至5cm长度(间隔1cm至2cm)的切口。根据本实施例的垫材料通过将具有所形成的切口的无机粘合剂片材设置在主体的一个表面上而获得。
在以与实施例2相同的方式获得的无机粘合剂片材中,有规律地打开2cm方孔,使得开口率为50%。根据本实施例的垫材料通过将具有所形成的孔的无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例1相同的方式获得,不同之处在于使用水溶液3取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例2相同的方式获得,不同之处在于使用水溶液3取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
无机粘合剂片材以与实施例3相同的方式获得,不同之处在于使用水溶液3取代水溶液1。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。
将经受过防水处理的纸衬垫(12cm×40cm)用压敏胶带固定并放置在平台上。在该表面上,均匀地施加1g喷涂型压敏粘合剂(Spray Glue 77,由3M日本有限公司(3M JapanLimited)制造)并干燥。此外,通过棒涂将6g的水溶液1施加到其上。将涂覆有压敏粘合剂和水溶液的衬垫材料在设定温度为60℃的烘箱中放置1小时以干燥水溶液,从而获得无基材的无机粘合剂片材。根据本实施例的垫材料通过将无机粘合剂片材设置在主体的一个表面上而获得。主体和无机粘合剂片材的表面用压敏粘合剂固定。
根据本比较例的垫材料通过将不含无机粘合剂的基材a设置在主体的一个表面上而获得。
根据本比较例的垫材料通过将不含无机粘合剂的基材b设置在主体的一个表面上而获得。
仅使用主体作为根据本比较例的垫材料。
为了评价根据以上实施例、比较例和参照实施例的垫材料的粘合强度,制备具有图6所示构造的工具。该图中所示的工具100包括一个氧化铝板A(竖直15cm×侧向5cm×厚度1mm)以及两个不锈钢板S1和S2。氧化铝板A模拟污染控制元件(氧化铝载体),并且不锈钢板S1和S2模拟壳体。氧化铝板A与不锈钢板S1之间的间距通过拧紧螺栓设定为4mm。氧化铝板A与不锈钢板S2之间的间距与该间距相同。
制备待评价的两个垫材料(50mm×50mm)。如图6所示,垫材料设置在氧化铝板A的两侧,使得两个垫材料的无机粘合剂片材分别与氧化铝板A接触。垫材料利用无机粘合剂而完全固定到不锈钢板上,使得不会引起垫材料与不锈钢板之间的位移。
制备具有图6所示构造的两个样本。在制备之后,使一个样本在室温25℃下静置24小时,然后测量拉出氧化铝板所需的力。将另一个样本在设定为600℃的烘箱中烧结24小时,然后缓慢冷却至室温。此后,测量拉出氧化铝板所需的力。张力检验器(Autograph,由岛津公司(SHIMADZU CORPORATION)制造)用于测量拉出氧化铝板所需的力,并且氧化铝板的牵引速度为1mm/分钟。结果在表1中示出。
本公开提供了垫材料、制造该垫材料的方法、无机粘合剂片材和污染控制装置,该垫材料具有优异的保持力并且被施加到受热环境中使用的装置或结构。
1主体,5无机粘合剂片材,5a基材,5b无机粘合剂层,5c无机粘合剂,10垫材料,20壳体,30污染控制元件,50污染控制装置,60隔热结构,61第一构件,61a第一构件的表面,62第二构件,62a第二构件的表面
- 垫材料、其制造方法、无机粘合剂片材、污染控制装置和隔热结构
- 垫材料、其制造方法、污染控制装置和隔热结构