一种金手指内拉引线设计制作工艺
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及线路板制作技术领域,具体为一种金手指内拉引线设计制作工艺。
背景技术
随着客户对金手指线路板金手指区域有更高的可靠性,一般要求除金手指内连线路区外都要求镀金,于是需要内拉引线,保证金手指端无悬金塌陷,包覆镍金层保护手指端。现有常规流程设计为金手指镀金之后防焊之前对内拉的金手指引线进行干膜开窗碱性蚀刻(见图1),但当金手指区域的蚀刻底铜比较厚(≥2OZ铜厚)的情况下,干膜不足以完全贴合覆盖到手指与手指之间的区域,容易造成药水进入间隙区域,并进行渗蚀,产生连接线变小,锯齿状线路等影响产品的外观及可靠性。
发明内容
为此,申请人提供一种有效改善厚铜金手指引线蚀刻造成的渗蚀、锯齿状线路品质,以及提升产品品质和良率的金手指内拉引线设计制作工艺。
为了实现上述目的,通过以下技术方案实现。
一种金手指内拉引线设计制作工艺,所述制作工艺包括常规工序、防焊开窗蚀刻工艺和镀金工序,其中,
所述常规工序包括开料、内层制作、外层制作和后工序,所述镀金工序位于外层制作工序和后工序之间;
所述防焊开窗蚀刻工艺由防焊开窗、防焊印选化油和干膜碱性蚀刻三个工序构成,所述防焊开窗的开窗大小小于所述干膜碱性蚀刻中的干膜开窗大小,所述防焊开窗工序在外层制作工序和防焊印选化油工序之间,所述防焊印选化油工序在防焊开窗工序和镀金工序之间,所述干膜碱性蚀刻工序在镀金工序和后工序之间。
本发明金手指内拉引线设计制作工艺将常规干膜开窗蚀刻更改为防焊开窗蚀刻工艺,且将防焊开窗蚀刻中的防焊开窗工序设置在防焊印选化油工序前。在防焊印选化油工序前,先依次进行内层及线路制作,和外层及线路制作,然后在板面进行防焊开窗设计,使板上除内拉引线外的区域覆上防焊油墨,防焊油墨对厚铜间隙处的密接性好于干膜对厚铜间隙处的密接性,为后续干膜碱性蚀刻提供防渗蚀保障。先进行外层线路制作,再制作防焊,对引线处进行防焊开窗设计,再在引线开窗位置进行防焊选化油覆盖,然后镀金,为后续镀金提供保障。镀金工序时,引线位置不镀金,即在引线位置印选化油,在引线位置外的镀金,镀金操作后,再进行干膜碱性蚀刻,蚀刻掉引线的同时,由于在镀金前进行了防焊开窗设计,由于干膜碱性蚀刻中的干膜开窗大小大于防焊开窗的开窗大小,因此,在干膜开窗蚀刻时,板上位于内拉引线两侧的位置覆防焊油墨,防焊油墨有效阻止了蚀刻液向厚铜间隙处渗蚀,有效解决了现有技术中存在渗蚀的问题,提升了产品质量和良率。
进一步地,所述防焊开窗工序在手指引线处进行引线防焊开窗设计,所述引线防焊开窗设计比手指引线单边大4mil-8mil,防止防焊油墨覆盖内拉引线,导致线路不通或短路。
进一步地,所述防焊印选化油工序对需镀金区域外印选化油将需镀金区域外的引线保护起来,对金手指区域需要镀金的位置进行金手指区域选化油开窗设计。防焊印选化油工序在内拉引线的位置进行开窗设计,在开窗位置印选化油,使后续镀金操作时不会使金手指内拉引线镀上金。
进一步地,所述金手指区域选化油开窗设计比引线防焊开窗设计单边大4mil-8mil,使印选化油覆盖内拉引线两侧的防焊油墨,单边覆盖4mil-8mil,使印选化油完全覆盖住内拉引线,确保内拉引线处不会镀上金。
进一步地,在镀金工序后,采用去膜工序将所述防焊印选化油工序时需镀金区域外的印选化油退去,进行退选化油。镀金后,退印选化油,使内拉引线露出,为后续干膜碱性蚀刻提供保障。
进一步地,退选化油后,对外层进行干膜碱性蚀刻工序处理,所述干膜碱性蚀刻工序处理由干膜开窗设计和碱性蚀刻工序构成。先进行干膜开窗设计,干膜开窗设计后,在干膜开窗位置进行碱性蚀刻,蚀刻掉内拉引线。
进一步地,所述干膜开窗设计为先在线路板上进行干膜覆盖,干膜覆盖后,在金手指引线处进行干膜开窗设计,使金手指引线外区域保留干膜覆盖。
进一步地,所述干膜开窗设计比引线防焊开窗设计单边大6mil-12mil。在干膜开窗后,露出金手指内拉引线和引线两侧的防焊油墨,使后续碱性蚀刻液在蚀刻金手指内拉引线的过程中,因金手指内拉引线两侧的厚铜间隙处覆盖有防焊油墨,由于防焊油墨对厚铜间隙的密接性,因此,在蚀刻液蚀刻金手指内拉引线时,防焊油墨在厚铜间隙处起到防渗蚀作用,有效解决现有技术中干膜碱性蚀刻,在厚铜间隙处发生渗蚀的问题。
进一步地,所述内层制作包括内层图形—内层AOI—压合—裁磨—机械钻孔;所述外层制作包括板电-外层-图电-外层蚀刻-外层AOI-防焊-文字。
进一步地,所述后工序包括文字二-成型-测试-FQC-OQC-包装。
本发明金手指内拉引线设计制作工艺与现有技术相比,具有如下有益效果:
本发明将传统的防焊印选化油——镀金——干膜碱性蚀刻——防焊工艺更改为防焊开窗——防焊印选化油——镀金——干膜碱性蚀刻,同时,将防焊开窗设置在内层和外层制作后,且在防焊印选化油前,即将传统先蚀刻再防焊更改为先防焊再蚀刻,本发明将防焊提前并进行开窗设计,使内拉引线外在蚀刻前先覆盖上防焊油墨,为后续蚀刻防渗蚀提供了保障,有效解决现有技术渗蚀刻及产品良率低的问题,提升了产品质量和良率。
附图说明
图1为现有技术中金手指引线制作工艺流程图;
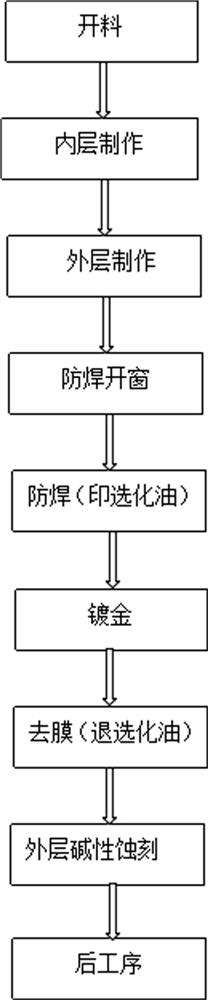
图2为本发明金手指内拉引线设计制作工艺流程图。
具体实施方式
下面将结合具体实施例对本发明金手指内拉引线设计制作工艺作进一步详细描述。
参照图2,作为本发明一非限制实施例,一种金手指内拉引线设计制作工艺,所述制作工艺应用于铜厚≥2OZ线路板金手指内拉引线作业中,所述制作工艺包括常规工序、防焊开窗蚀刻工序和镀金工序,其中,
所述常规工序包括开料、内层制作、外层制作和后工序,所述镀金工序位于外层制作工序后工序之间;
所述防焊开窗蚀刻工艺由防焊开窗、防焊印选化油和干膜碱性蚀刻三个工序构成,所述防焊开窗的开窗大小小于所述干膜碱性蚀刻中的干膜开窗大小,所述防焊开窗工序在外层制作工序和防焊印选化油工序之间,所述防焊印选化油工序在防焊开窗工序和镀金工序之间,所述干膜碱性蚀刻工序在镀金工序和后工序之间。
参照图2,本发明将传统的防焊印选化油——镀金——干膜碱性蚀刻——防焊工艺更改为防焊开窗——防焊印选化油——镀金——干膜碱性蚀刻,同时,将防焊开窗设置在内层制作和外层制作后,且在防焊印选化油前,即将传统先蚀刻再防焊更改为先防焊再蚀刻,本发明将防焊提前并进行开窗设计,使内拉引线外在蚀刻前先覆盖上防焊油墨,为后续蚀刻防渗蚀提供了保障,有效解决现有技术渗蚀刻及产品良率低的问题,提升了产品质量和良率。
参照图2,具体地,本发明金手指内拉引线设计制作工艺将常规干膜开窗蚀刻更改为防焊开窗蚀刻工艺,且将防焊开窗蚀刻工艺中的防焊开窗工序设置在防焊印选化油工序前。在防焊印选化油工序前,先进行内层及线路制作,和外层及线路制作,然后在板面进行防焊开窗设计,使板上除内拉引线外的区域覆上防焊油墨,防焊油墨对厚铜间隙处的密接性好于干膜对厚铜间隙处的密接性,为后续干膜碱性蚀刻提供防渗蚀保障。先进行外层线路制作,再进行防焊,对引线处进行防焊开窗设计,再在镀金操作前,在引线开窗位置进行防焊印选化油覆盖,然后镀金,可为后续镀金提供保障。镀金工序时,引线位置不镀金,即在引线位置印选化油,在引线位置外的镀金,镀金操作后,再进行干膜碱性蚀刻,蚀刻掉引线的同时,由于在镀金前进行了防焊开窗设计,由于干膜碱性蚀刻中的干膜开窗大小大于防焊开窗的开窗大小,因此,在干膜开窗蚀刻时,板上位于内拉引线两侧的位置覆防焊油墨,防焊油墨有效阻止了蚀刻液向厚铜间隙处渗蚀,有效解决了现有技术中存在渗蚀的问题,提升了产品质量和良率。
参照图2,作为本发明一非限制实施例,所述防焊开窗工序在手指引线处进行引线防焊开窗设计,所述引线防焊开窗设计比手指引线单边大4mil-8mil,引线设计宽度为8mil-16mil,引线防焊开窗宽度比引线宽度宽,可防止防焊油墨覆盖内拉引线,保证开窗设计的窗口在相应油墨的显影制作能力内,确保线路。
参照图2,作为本发明一非限制实施例,所述防焊印选化油工序对需镀金区域外印选化油将需镀金区域外的引线保护起来,对金手指区域需要镀金的位置进行金手指区域选化油开窗设计。防焊印选化油工序在内拉引线的位置进行开窗设计,在开窗位置印选化油,使后续镀金操作时不会使金手指内拉引线镀上金。
参照图2,作为本发明一非限制实施例,所述金手指区域选化油开窗设计比引线防焊开窗设计单边大4mil-8mil,使印选化油覆盖内拉引线两侧的防焊油墨,单边覆盖4mil-8mil,使印选化油完全覆盖住内拉引线,确保内拉引线处不会镀上金。
参照图2,作为本发明一非限制实施例,在镀金工序后,采用去膜工序将所述防焊印选化油工序时需镀金区域外的印选化油退去,进行退选化油。镀金后,退印选化油,使内拉引线露出,为后续干膜碱性蚀刻提供保障。
参照图2,作为本发明一非限制实施例,退选化油后,对外层进行干膜碱性蚀刻工序处理,所述干膜碱性蚀刻工序处理由干膜开窗设计和碱性蚀刻工序构成。先进行干膜开窗设计,干膜开窗设计后,在干膜开窗位置进行碱性蚀刻,蚀刻掉内拉引线。
参照图2,作为本发明一非限制实施例,所述干膜开窗设计为先在线路板上进行干膜覆盖,干膜覆盖后,在金手指引线处进行干膜开窗设计,使金手指引线外区域保留干膜覆盖。
参照图2,作为本发明一非限制实施例,所述干膜开窗设计比引线防焊开窗设计单边大6mil-12mil。在干膜开窗后,露出金手指内拉引线和引线两侧的防焊油墨,使后续碱性蚀刻液在蚀刻金手指内拉引线的过程中,因金手指内拉引线两侧的厚铜间隙处覆盖有防焊油墨,由于防焊油墨对厚铜间隙的密接性,因此,在蚀刻液蚀刻金手指内拉引线时,防焊油墨在厚铜间隙处起到防渗蚀作用,有效解决现有技术中干膜碱性蚀刻,在厚铜间隙处发生渗蚀的问题。
参照图2,作为本发明一非限制实施例,所述内层制作包括内层图形—内层AOI—压合—裁磨—机械钻孔;所述外层制作包括板电-外层-图电-外层蚀刻-外层AOI-防焊-文字。
参照图2,作为本发明一非限制实施例,所述后工序包括文字二-成型-测试-FQC-OQC-包装。其中,所述文字二工序用于将之前防焊开窗的引线处覆盖上字符块,进行文字图案标记,使产品外观更美观,同时也起到绝缘保护作用,所述字符块的设计比引线防焊开窗单边大10mil-20mil,使字符块完全填充引线处的防焊开窗,确保产品质量。
参照图2,作为本发明一非限制实施例,本发明金手指内拉引线设计制作工艺通过防焊开窗蚀刻方式替代现有干膜蚀刻开窗方式,其在不增加工艺流程和流程成本的前提下,通过优化工艺流程,调整工序位置,实现解决现有技术渗蚀问题及产品锯齿状线路品质问题,提升产品质量和良率。本发明金手指内拉引线设计制作工艺中采用的防焊开窗蚀刻方式通过引线防焊开窗设计、金手指区域选化油开窗设计、及金手指引线干膜开窗三次开窗设计,在镀金前先对板进行防焊处理,同时将引线处位置开窗露出引线,再对板进行金手指区域选化油开窗设计,并在镀金后进行金手指引线干膜开窗设计,在镀金前对板进行防焊处理,使防焊油墨覆盖在板上,为后续蚀刻提供防渗蚀保障,提升产品品质和良率。
上述实施例仅为本发明的具体实施例,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些显而易见的替换形式均属于本发明的保护范围。
- 一种金手指内拉引线设计制作工艺
- 一种不与金手指连接的金手指引线