轮毂法兰盘的组合加工中心
文献发布时间:2023-06-19 11:59:12
技术领域
本发明属于轮毂法兰盘加工技术领域,具体涉及一种轮毂法兰盘的组合加工中心。
背景技术
摩托车、汽车中的轮毂法兰盘在生产时,需要钻孔、倒角、攻丝三道加工工序,目前,对轮毂法兰盘实现上述加工工序的方式一般有两种,但均存有不足之处,具体为:
1、在不同机床上利用不同设备分别完成钻孔、倒角和攻丝三道加工工序。该方式中,工件加工时需要在不同机床上进行多次周转、定位装夹才能完成钻孔、倒角、攻丝三道加工工序,多次的定位装夹严重耗费了工人大量的时间,加工效率十分低下。
2、同一机床上的同一设备上安装有刀库,通过旋转刀库,选择刀库中的不同刀具,进而完成钻孔、倒角和攻丝三道加工工序。该方式中,工件加工时需频繁旋转更换刀具,才能完成钻孔、倒角、攻丝三道加工工序,刀具更换时不能对工件进行加工操作,设备工作不连续,工作效率相对较低。
并且,刀库借助同一设备的机械臂进行工作,钻孔、攻丝加工工序中只能采用同一种冷却液,针对性较差,冷却液只能契合钻孔和攻丝中的某一加工工序,致使对轮毂法兰盘的加工精度差,不能保证加工后轮毂法兰盘的光洁度,产品质量相对较低。
发明内容
为解决现有技术中存在的以上不足,本发明旨在提供一种轮毂法兰盘的组合加工中心,以达到在同一设备上完成钻孔、倒角和攻丝三道加工工序,提升工作效率的同时,能够保证加工后轮毂法兰盘光洁度,进一步提高产品质量的目的。
为实现上述目的,本发明所采用的技术方案如下:一种轮毂法兰盘的组合加工中心,包括旋转工作台,环形分布于旋转工作台周围的钻孔机构、倒角机构和攻丝机构,以及多个可拆卸安装于旋转工作台上的工装夹具;
所述倒角机构的两侧分别设有第一排屑机和第二排屑机;其中,所述第一排屑机设于钻孔机构工作位的下方,所述第二排屑机设于攻丝机构工作位的下方;
每个工装夹具均包括可拆卸安装于旋转工作台上的基座,以及多个通过安装板固设于基座上的夹具组件。
作为本发明的限定,夹具组件包括固设于安装板上的定位轴,以及滑动套设于定位轴上的涨套;所述涨套的内筒中设有能将涨套与定位轴锁紧固定的锁紧螺栓。
作为本发明的进一步限定,涨套的外周面上由上而下依次固设有多个弹簧。
作为本发明的另一种限定,旋转工作台上钻孔机构工作位处设有用于拧动锁紧螺栓的第一液压扭矩扳手;旋转工作台上攻丝机构工作位处设有用于拧动锁紧螺栓的第二液压扭矩扳手。
作为本发明的进一步限定,第一排屑机包括第一刮板输送机和设于第一刮板输送机一侧的第一过滤水箱;第二排屑机包括第二刮板输送机和设于第二刮板输送机一侧的第二过滤水箱。
作为本发明的其它限定,钻孔机构包括第一机械臂,以及设于第一机械臂上的钻孔刀具;倒角机构包括第二机械臂,以及设于第二机械臂上的倒角刀具;攻丝机构包括第三机械臂,以及设于第三机械臂上的攻丝刀具;
其中,所述钻孔刀具的一侧设有与第一过滤水箱相连通的第一冷却液喷头;所述攻丝刀具的一侧设有与第二过滤水箱相连通的第二冷却液喷头。
由于采用了上述的技术方案,本发明与现有技术相比,所取得的有益效果是:
(1)本发明将轮毂法兰盘钻孔、倒角、攻丝的三道加工工序集成到同一旋转工作台上,分别利用不同的加工机构来完成,无需经历反复换刀和转运装夹工件的过程,保证工作连续性,提高工作效率的同时,还可以使用针对性更高的冷却液对轮毂法兰盘进行钻孔或攻丝(钻孔时使用切削液,攻丝时使用攻牙油),进而可提高轮毂法兰盘的攻牙光洁度,保证加工后的产品质量。
(2)本发明每个工装夹具中的多个夹具组件利用同一块安装板实现在基座上的可拆卸固定,在保证安装牢固、工作可靠的前提下,还进一步实现了操作的简洁性和维修的便利性。
(3)本发明中的每个夹具组件均包括定位轴和涨套,其中,定位轴可保证工件以较高精准度定位于旋转工作台上;而涨套则能够使工件在旋转工作台上的拆卸安装更加简单方便。
(4)本发明中涨套的外周面上设有多个弹簧,对轮毂法兰盘涨紧固定时,可保证对轮毂法兰盘施力的均匀性和固定的牢靠性,避免对轮毂法兰盘的中心孔造成磨损或划痕;同时,弹簧的设置还令涨套本身具有一定的弹性形变,一定程度上可防止自身受力过大而崩坏。
(5)本发明中的旋转工作台上设置有第一液压扭矩扳手和第二液压扭矩扳手,对轮毂法兰盘加工时,工作人员将工件套置于旋转工作台上的涨套中后,无需过多操作,第一液压扭矩扳手可自动拧动锁紧螺栓,对工件进行固定;加工完成后,第二液压扭矩扳手可自动拧动锁紧螺栓,使工件与工装夹具松动脱离。本发明自动化程度高,工作人员劳动强度低,可节省工件更换装夹的时间,能大幅加快工作进程。
(6)本发明中的第一排屑机和第二排屑机均包括刮板输送机和过滤水箱,其中,刮板输送机输送流量大,可高效收集工作过程中产生的金属废屑;而过滤水箱则能够对冷却液进行回收,实现冷却液的循环再利用。
(7)本发明中的钻孔机构、倒角机构和攻丝机构中各自设置的机械臂,能实现对相应刀具位置的精确调整,可一次性对多个工件进行加工处理,并保证刀具较高的加工角度。
附图说明
下面结合附图及具体实施例对本发明作更进一步详细说明。
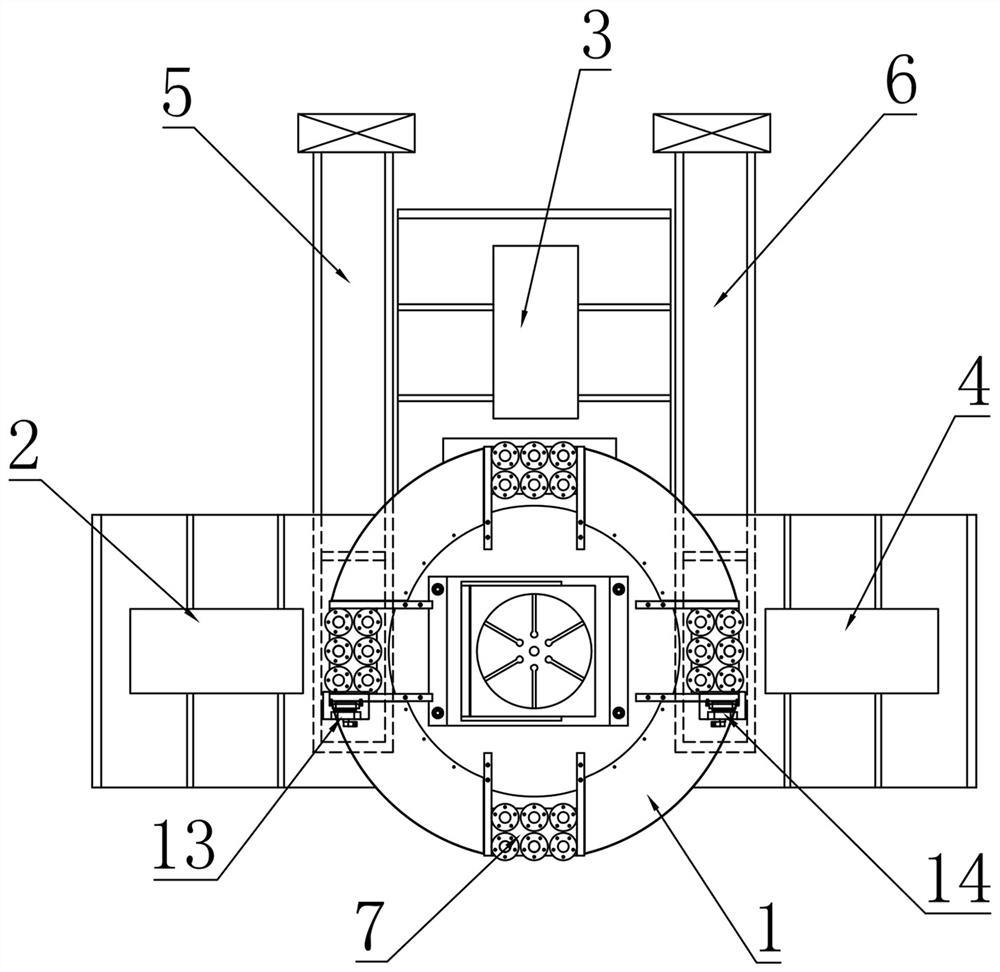
图1为本发明实施例的结构关系俯视图;
图2为本发明实施例工装夹具的结构关系俯视图;
图3为本发明实施例夹具组件的结构关系剖视图;
图中:1、旋转工作台;2、钻孔机构;3、倒角机构;4、攻丝机构;5、第一排屑机;6、第二排屑机;7、工装夹具;8、基座;9、定位轴;10、涨套;11、锁紧螺栓;12、弹簧;13、第一液压扭矩扳手;14、第二液压扭矩扳手。
具体实施方式
以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和理解本发明,并不用于限定本发明。
实施例 一种轮毂法兰盘的组合加工中心
如图1所示,本实施例包括旋转工作台1,以及沿旋转工作台1转动方向环形分布于旋转工作台1周围的钻孔机构2、倒角机构3和攻丝机构4。轮毂法兰盘加工时,旋转工作台1可快速转运工件,进而保证钻孔机构2、倒角机构3和攻丝机构4可分别对工件完成相应的钻孔、倒角和攻丝操作。
本实施例中,旋转工作台1的下方、倒角机构3的两侧还分别设有第一排屑机5和第二排屑机6。第一排屑机5设于钻孔机构2工作位的下方,包括第一刮板输送机和设于第一刮板输送机一侧的第一过滤水箱,其中,第一刮板输送机用于清理收集钻孔机构2对工件钻孔时产生的废屑,第一过滤水箱用于回收再利用钻孔时使用的冷却液——切削液。第二排屑机6设于攻丝机构4工作位的下方,包括第二刮板输送机和设于第二刮板输送机一侧的第二过滤水箱,其中,第二刮板输送机用于清理收集攻丝机构4对工件攻丝时产生的废屑,第二过滤水箱用于回收再利用攻丝时使用的泠却液——攻牙油。
此处需要说明的,本实施例中采用的第一排屑机5和第二排屑机6均为结构相同的现有技术,故本实施例仅对第一排屑机5和第二排屑机6的设置位置和功能作用进行了说明,并未具体描述第一排屑机5和第二排屑机6的结构。
钻孔机构2、倒角机构3和攻丝机构4沿旋转工作台1转动方向环形分布于旋转工作台1周围。其中,钻孔机构2用于对工件进行钻孔操作,包括第一机械臂以及通过第一机械臂悬设于旋转工作台1上的钻孔刀具,并且,钻孔刀具的一侧设有与第一过滤水箱相连通的第一冷却液喷头,在对工件钻孔时,可通过第一冷却液喷头喷出的切屑液对钻孔刀具、工件进行冷却降温。倒角机构3用于对工件进行倒角操作,包括第二机械臂以及通过第二机械臂悬设于旋转工作台1上的倒角刀具。攻丝机构4用于对工件进行攻丝操作,包括第三机械臂以及通过第三机械臂悬设于旋转工作台1上的攻丝刀具,并且,攻丝刀具的一侧设有与第二过滤水箱相连通的第二冷却液喷头,在对工件攻丝时,可通过第二冷却液喷头喷出的攻牙油对攻丝刀具、工件进行冷却降温,以提高轮毂法兰盘的攻牙光洁度。
此处需要说明的,本实施例钻孔机构2、倒角机构3和攻丝机构4中各自包括的第一机械臂、第二机械臂和第三机械臂均为现有结构的三自由度机械臂。
旋转工作台1用于快速转运工件,进而保证钻孔机构2、倒角机构3和攻丝机构4可分别对工件完成相应的钻孔、倒角和攻丝操作。本实施例中的旋转工作台1为第四轴旋转工作台1,且为了实现工件在旋转工作台1上的快速装夹,旋转工作台1上还均匀分布有多个工装夹具7。如图2所示,每个工装夹具7均包括通过螺栓可拆卸安装于旋转工作台1上的基座8,以及多个固设于基座8上的夹具组件。本实施例中,每个工装夹具7中各设有六个夹具组件,并且,这六个夹具组件通过同一块安装板均匀布设于基座8上。
更具体的,如图3所示,每个夹具组件均包括通过螺栓固定于安装板上的定位轴9,以及滑动套设于定位轴9上的涨套10。其中,涨套10的内筒中设有锁紧螺栓11,定位轴9的中心孔中设有相适配的螺纹,工件套置于涨套10上后,利用锁紧螺栓11可进一步将涨套10与定位轴9相固定,使涨套10在定位轴9上涨开,进而实现对工件的涨紧固定。
对工件涨紧固定时,为保证涨套10对工件施力的均匀性和固定的牢靠性,涨套10的外周面上由上而下依次环绕布设有多个弹簧12。本实施例中,涨套10的外周面上共设有两个弹簧12。
进一步的,旋转工作台1上还设有用于拧动锁紧螺栓11的第一液压扭矩扳手13和第二液压扭矩扳手14。如图1所示,第一液压扭矩扳手13固设于旋转工作台1上相对钻孔机构2的位置处,当旋转工作台1上的工装夹具7转动至钻孔机构2工作位时,第一液压扭矩扳手13恰好位于工装夹具7的下方;第二液压扭矩扳手14固设于旋转工作台1上相对攻丝机构4的位置处,当旋转工作台1上的工装夹具7转动至攻丝机构4工作位时,第二液压扭矩扳手14恰好位于工装夹具7的下方。相配合的,工装夹具7中的基座8和安装板上均开设有与定位轴9中心孔同轴心的通孔。当工装夹具7就位于钻孔机构2工作位后,第一液压扭矩扳手13的动力输出端可穿过基座8和安装板上的通孔,深入定位轴9中心孔中,从下方固定并扭动锁紧螺栓11,令定位轴9上的涨套10涨开,进而自动实现对工件的涨紧固定;当工装夹具7就位于攻丝机构4工作位后,第二液压扭矩扳手14的动力输出端可穿过基座8和安装板上的通孔,深入定位轴9中心孔中,从下方固定并扭动锁紧螺栓11,令定位轴9上的涨套10收缩,进而自动实现工件与涨套10的松动脱离。
本实施例的工作过程如下所示:
首先,将多个工装夹具7安装至旋转工作台1上,再将多个工件一一套置于工装夹具7的涨套10上,启动设备。此处以旋转工作台1上均匀布设有四个工装夹具7为例进行工作过程的描述:
S1、旋转工作台1转动工作,直至其中一个工装夹具7就位于钻孔机构2工作位时停止,此时第一液压扭矩扳手13工作,扭动锁紧螺栓11,使工件涨紧固定于工装夹具7上,装夹完成后,钻孔机构2一一对工件进行钻孔。
S2、旋转工作台1转动90°后停止,倒角机构3一一对钻孔后的工件进行倒角,与此同时,步骤S1同步进行,第一液压扭矩扳手13和钻孔机构2对下一组工件进行加工。
S3、旋转工作台1再次转动90°后停止,攻丝机构4一一对倒角后的工件进行倒角,然后第二液压扭矩扳手14工作,反向扭动锁紧螺栓11,使完成攻丝的工件与工装夹具7松动脱离。与此同时,步骤S1、S2同步进行,第一液压扭矩扳手13和钻孔机构2、攻丝机构4对下一组工件进行加工。
S4、旋转工作台1再次转动90°后停止,工作人员更换工装夹具7上的工件。
随旋转工作台1的不断转动,步骤S1-S4循环往复进行,不断对工件进行钻孔、倒角和攻丝的加工操作。
需要说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照上述实施例对本发明进行了详细的说明,对于本领域技术人员来说,其依然可以对上述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 轮毂法兰盘的组合加工中心
- 一种三代法兰盘组合密封轮毂单元